基于PLC 的选煤厂瓦斯监控系统设计
2020-08-26闫杰
闫 杰
(山西西山煤电股份有限公司西曲矿选煤厂,太原 030200)
0 引言
在选煤过程中,由井下开采出来的原煤通过皮带机直接输送到煤仓中,大量的煤炭堆积在封闭环境里,由于煤仓的通风性很差,煤体释放出的瓦斯大量积聚直至超出限值,从而引发瓦斯爆炸等安全事故。由此可以看出,选煤厂煤仓中瓦斯含量过高极大影响了洗煤作业安全有效地进行,所以开发出一套稳定性好、测量精度高的瓦斯监控系统是很有必要的。传统的瓦斯监控方式是工人通过现场巡检厂内固定的监测点来进行定时的测量,这样的方式不仅测量精度低,滞后性很大,而且对检测人员的身体也会造成一定伤害。目前许多厂也投入使用了一些瓦斯自动监控系统,但是系统运行不够稳定,精确度不高,无法实时根据瓦斯浓度控制风机智能启停,耗电量仍然较大。
本文从系统整体架构,硬件组成和软件设计3 个部分入手,阐述了本系统的控制原理和过程以及各部分所实现的功能,并以此完成了系统软件的设计,最终实现煤仓内部和转载点处瓦斯浓度的实时监测以及风机智能启停的功能。
1 系统设计总体方案
瓦斯监控系统主要需实现以下功能:在固定检测点处的传感器可采集甲烷浓度的频率信号以及电流信号;可实现监测点瓦斯体积分数值模拟量的收集和显示[1];系统应具有瓦斯浓度过高预警和断电功能,当某监测点瓦斯浓度过高引起报警时立刻启动风机。
按照系统功能对瓦斯监控系统进行设计,系统主要分为现场设备层、控制层和监控管理层3 部分,其中由风机PLC组成的控制层是系统的关键内容,风机PLC具有相对自主的控制能力,可完成现场控制任务。
现场设备层主要由各监测点瓦斯浓度传感器和防爆风机组成,瓦斯传感器可将采集到瓦斯浓度信号经过放大、转换后变为频率信号输入至PLC中。
监控管理层由人机交互触摸界面和监控上位机、主控PLC组成,上位机主界面主要显示风机监控及运行情况,并包含所有模拟量参数的显示,同时还具有历史数据查询等功能;人机触摸屏的显示画面及功能与集控室监控画面功能基本相似;集控室的主控PLC与风机PLC通过主从站通讯实现信息互通,主控PLC与监控上位机通过以太网通讯[2],可实现对厂内所有设备的控制,同时还可监测全厂机电设备的工作状态,掌管全局。图1所示为监控系统总体设计方案。

图1 监控系统总体设计方案
2 硬件方案设计及选型
由于选煤厂煤仓及附近屋室及过道内瓦斯浓度较高,所以系统中如风机、传感器、声光预警器等设备的选取需要满足隔爆规范。
风机PLC控制器是本系统的核心部分,本文选用西门子S7-200 可编程控制器,S7-200 PLC体积小巧[3],价格低廉,扩展性能强大,完全满足本系统的监测、控制需求。PLC 的CPU选择S7-226,该CPU 采用24V DC 输入输出,具有24路数字量输入和16路数字量输出[4],允许最大扩展7 个I/O模块,集成多种通讯功能,可实现RS-485、PPI 和MPI 通讯,同时还具有自整定PID、在线编程、数据记录等多种功能。BCNet模块用于实现控制器和监控上位机的以太网数据通讯,具有开放的协议接口,可对上位机软件进行二次开发。控制器还配有2个EM231模拟量输入模块,用于将传感器收集到的甲烷含量值进行A/D转换[5]。EM277 是S7-200 的一个智能扩展单元,用于实现S7-200 PLC 分控器和S7-300 PLC主控器间的主从站通讯。
甲烷传感器是现场设备层的核心,本文选用GJG100J 型矿用激光甲烷传感器[6],激光甲烷传感器相比于传统的光纤和催化传感器测量更加精确,工作更稳定,无需用户校准即可长期在线工作,它可以将采集到的瓦斯浓度变量转换为标准的频率信号或RS485数字信号,其工作电压为9 ~24 V,工作电流小于或等于100 mA/18V DC,测量范围为0.00 ~100%CH4,当瓦斯量处于1%以下的低浓度时,测量误差只有±0.06%,根据瓦斯浓度值不同,可以输出200 ~2 000 Hz 不同的频率信号,脉冲宽度大于0.3 ms。该传感器工作原理如图2所示。
本系统风机选用YBT-5.5隔爆型轴流式通风机,该风机风量为90 ~180 m3/min,全压效率高达81.5%,叶轮直径为φ400 mm,电动机采用矿用隔爆型二极三相异步电动机,电压为380/660 V,相比于其他型号的隔爆风机,该型号风机结构简单紧凑,坚固耐用,使用安全,维修方便,完全满足本系统需求。
当甲烷含量超标时,系统应具有预警提示功能,本文选用KXH18 矿用本质安全型声光报警器[7],其工作电压为DC18 V,工作电流小于或等于100 mA,光报警信号是交替时间为(0.5 ±0.1)s的急促报警,声报警强度大于或等于85 dB,光报警强度20 m可见,当甲烷浓度值超过报警阈值时,由控制器发出报警器输入信号,从而产生声光报警信号。

图2 激光甲烷传感器原理图
位于集控室的监控上位机可实时显示煤仓内各监测点的瓦斯浓度动态值,并根据实际情况进行远程控制和参数设置。本文选用研华IPC-610H 工控主机:PCA-6007LV/P43.0G/1G/160G/DVD/10M-100M 网卡/声卡/KB + M,同时系统留有足够的扩展余量,甲烷传感器将监测数据转换成4 ~20 mA标准信号后通过隔离电路传送至计算机,由计算机对信息进行分析处理。
3 软件方案设计
瓦斯监控系统的主程序包含以下环节:系统初始化、瓦斯浓度模拟值转换、采集数据滤波、采集数据交换、风机自动控制程序、通讯程序。系统初始化时可以设置瓦斯浓度的上限及下限阈值,并自检整个系统查看是否存在故障;甲烷含量模拟值转换是将系统采集到的浓度模拟量转变为工程量;数据滤波可对系统收集到的甲烷含量参数进行挑选和剔除,从而得到有效数据;采集数据交换用于从站与集控主站间瓦斯浓度数据的交换[8];风机自动控制程序可以通过实时的瓦斯浓度控制风机智能启停。瓦斯监控主程序框图如图3所示。
按照选煤厂内实际要求,对瓦斯浓度限制值进行设定,本系统分别对煤仓和煤仓附近走廊的瓦斯限制值进行了设置,走廊瓦斯浓度上限为0.3%,煤仓为0.4%。当现场甲烷含量值刚刚超出上述阈值时,PLC 控制1 台风机自动运行进行通风,若开启一台风机后瓦斯浓度依然持续上升,则相继开启后续风机进行瓦斯抽放;如果煤仓内瓦斯浓度超过1%时,主控室向各储运车间PLC S7-200 传送停止指令使设备停运,主洗车间设备则继续运行,等待报警解除后,储运车间设备再重新投入运行。如果是精煤仓,当发生甲烷浓度严重超出阈值时厂内全部设备都必须停运,直到超限报警解除后,才能全部投入运作。图4 所示为风机启动流程图。

图3 瓦斯监控主程序框图
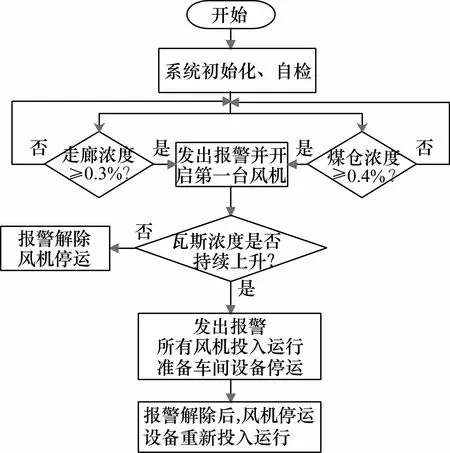
图4 风机启动流程图
4 实际运行测试效果
该系统在投入运行测试后,对瓦斯浓度数据的采集和显示都较准确,可精确快速控制风机,大大减少了人工投入率,人机界面简洁,操作方便。
以煤仓上5台额定功率为5.5 kW风机为例,未配备本系统前,风机每天的运行时间为24 h,几乎全年都投入运行,风机耗电量W1=3×5.5 kW×24 h×365 =144 540 kW·h。配备本系统后,1#、2#、3#号风机全年工作最多160 d,4#、5#风机备用,风机耗电量W2=3×5.5 kW×24 h×160 =63 360 kW·h。则年电能节约量ΔW =W1-W2=81 180 kW·h。故煤仓内共3台常开风机年节电量约为81 180 kW·h,实现了节能运行,节约了运行成本,提高了经济效益。
5 结束语
本文设计的基于PLC的选煤厂瓦斯监控系统在实际测试中有效降低了煤仓内的瓦斯体积分数最大值,仓内瓦斯浓度的波动性明显降低,同时具有明显的节能效果,在保证选煤厂安全生产的前提下节约了生产费用,具有良好的经济效益和应用前景。
