Ce合金化及喷丸对Q235钢组织和力学性能的影响
2020-08-25余静喜李保军伍剑明伍玉娇
龙 琼 余静喜 李保军 李 娟 伍剑明 伍玉娇
(1.贵州理工学院材料与冶金工程学院,贵州 贵阳 550003;2.长江存储科技有限责任公司,湖北 武汉 430205;3.中建科技有限公司贵州分公司,贵州 贵阳 550025)
Q235钢具有高强度和断裂韧度、良好的焊接性能以及成本低等优点,广泛应用于建筑、隧道、桥梁等领域,主要是承力构件[1-3]。但是,由于异形钢结构存在连接、疲劳、应力集中等缺点,在隧道桥梁等领域拱顶用异形型钢的冷弯过程中容易开裂,因此很难采用冷弯工艺制备出合格的异形型钢[4-5],目前主要依赖进口或通过焊接获得。因此,从安全和节约资源的角度出发,加强对隧道桥梁等特殊领域异形钢的开发与应用具有重要的意义和实用价值。
添加稀土元素对钢液进行改性,可以净化钢液、变质-变性-变形夹杂物以及微合金化等。由于稀土元素的化学性质非常活泼,微量稀土元素就能与钢液中氧、硫、铅等有害元素形成高熔点化合物,静置后不但能净化钢液,还能改善夹渣物形态,显著改善钢的力学性能[6-10]。喷丸处理也可以进一步提高材料力学性能。对金属材料表面进行喷丸处理,使工件表层金属产生塑性流动并引起组织变化,由于材料内部的自平衡作用,表面会形成一层压缩残余应力层[11-13]。表层残余压应力能部分抵消工件载荷施加的拉应力,阻止裂纹的产生和扩展,从而提高材料的力学性能[14-16]。因此,研究稀土合金化及喷丸强化对型钢表面残余应力分布的影响,对开发型钢表面改性新技术具有重要意义。
本文以Q235钢为原料,添加稀土Ce、重熔和轧制后,再进行喷丸处理,考察了稀土含量、喷丸参数对Q235钢的组织及力学性能的影响,并对影响机制进行了讨论。
1 试验材料及方法
试验用材料在感应炉中熔炼并脱氧,采用冲入法加入稀土Ce,经过均匀化处理再轧制成薄板,各炉试样的化学成分如表1所示,其中0号为原始钢样。

表1 试样的化学成分(质量分数)
采用TS-9080P-A加压式喷砂机对稀土合金化钢表面进行喷丸处理,钢珠直径为0.8 mm,喷丸压力0~0.66 MPa,喷丸时间0~480 s。试样经磨、抛后,采用体积分数为4%的硝酸酒精溶液腐蚀,用Axio Observer Z1m倒置式光学显微镜观察组织形貌。使用MH-3显微硬度计测量硬度,试验力为100 g,保压时间为5 s。采用Ultima Ⅳ X射线衍射仪测定试样的晶面间距、点阵常数和表面应力等。使用X-350A X射线残余应力分析仪测量试样不同深度处的残余应力。根据GB/T 228—2010,用NKK-4100型微机控制电子万能试验机进行室温拉伸试验,拉伸速率为5 mm/min。采用Nova Nano SEM 450扫描电镜及能谱仪对拉伸试样的断口形貌进行观察分析。采用电子探针X射线显微分析仪及其附带的TEAM Octane Pro型能谱仪分析稀土元素分布。
2 试验结果与讨论
2.1 表层显微组织
图1为以0.4 MPa压力喷丸不同时间的未加稀土Ce试样的显微组织。由图1可见,未经喷丸的试样晶粒呈等轴状,喷丸后,试样表层发生了明显的塑性变形,引起加工硬化,产生残余压应力。随着喷丸时间的延长,塑性变形层的厚度不断增加。图2为不同Ce含量试样以0.4 MPa压力喷丸60 s后的显微组织。可见试样晶粒显著细化,随着Ce含量的增加,平均晶粒尺寸从未加稀土的11.17 μm减小到Ce的质量分数为0.024%的7.71 μm。

图2 不同Ce含量试样以0.4 MPa压力喷丸60 s后的显微组织

图1 以0.4 MPa压力喷丸不同时间的未加Ce试样的显微组织
图3为未喷丸和喷丸的不含Ce试样的表层SEM形貌。可见,试样组织由片层状的珠光体和铁素体组成。喷丸处理后,试样表层发生了严重的塑性变形,晶界不再明显,这是由于不同取向的相邻片层状珠光体在喷丸后相互挤压、滑移导致片层消失且不再连续,从而导致珠光体的晶界完全消失。此外,片层状的珠光体晶粒被挤压得长,铁素体晶粒出现了密集的垂直于冲击方向的塑性变形痕,两相在喷丸过程中受强烈冲击作用发生严重变形而融合在一起,整体呈河流状形貌。

图3 未喷丸(a)、喷丸的(b)不含Ce的试样的SEM形貌
2.2 表层显微硬度分布
图4为以0.66 MPa压力喷丸不同时间的不含Ce和含Ce试样的表层显微硬度。随着喷丸时间的延长,表面硬度逐渐提高,喷丸30 s后硬度趋于稳定。图5为Ce的质量分数为0.024%的3号试样以不同压力喷丸30 s的表层硬度分布。可见,试样横截面的显微硬度沿深度方向不断下降,0.66 MPa压力喷丸的试样表面硬度从未喷丸的162.2 HV0.1升高到282.7 HV0.1,而不含Ce试样的硬度从147.2 HV0.1升高到247.3 HV0.1。钢中加入稀土Ce后,一方面起固溶强化作用,另一方面稀土倾向于在晶界偏聚,起拖拽晶界的作用,降低晶粒尺寸,从而显著提高钢的显微硬度[17]。

图5 以不同压力喷丸的3号试样的表层硬度分布

图4 以0.66 MPa压力喷丸30 s的不含Ce和含Ce试样的表层显微硬度分布
2.3 表面残余应力

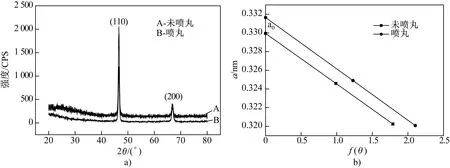
图6 未喷丸和喷丸的不含Ce试样的XRD图谱(a)和晶格常数的外推曲线(b)
图7为不含Ce和含Ce试样以0.66 MPa压力喷丸30 s后沿深度的残余应力分布。试样喷丸前基本无残余压应力层。喷丸后,随着与表面距离的增加,试样的残余压应力先增大后减小,其中3号试样在距表层20 μm处达到最大值452.7 MPa,残余压应力层深约140 μm。喷丸后,材料内层变形的弹性区域由于要恢复变形而产生残余拉应力,而表层及次表层形成的加工硬化区要阻止其变形而产生残余压应力[12]。残余压应力可以在较大程度上减小外加交变载荷产生的拉应力,继而阻碍裂纹源的萌生,同时可以有效减小裂纹尖端的拉应力,延缓疲劳裂纹的扩展[14]。添加稀土元素Ce后,由于Ce的固溶强化及弥散强化作用,试样近表层的残余压应力增大。

图7 不含和含Ce试样喷丸后的残余压应力分布
2.4 抗弯强度和抗拉强度
图8为以0.66 MPa压力喷丸不同时间的不含和含稀土Ce试样的抗弯强度。从图8可以看出,抗弯强度随着喷丸时间的延长均呈先上升后下降的趋势,不含Ce试样在喷丸约30 s时达到最大值,含Ce试样在喷丸40~60 s时达到最大值。随着Ce含量的增加,抗弯强度也呈现先上升后下降的趋势。其中3号试样的抗弯强度在喷丸60 s时达到了713.2 MPa,比未喷丸的569.7 MPa提高了25.2%,比不含Ce但经过喷丸处理的试样的最大值623.3 MPa提高了14.4%,比不含Ce且未喷丸的试样的最大值489.5 MPa提高了45.7%。

图8 以0.66 MPa压力喷丸不同时间的不含和含Ce试样的抗弯强度
图9为以不同压力喷丸不同时间的不含和含Ce试样的抗拉强度。从图9可以看出,喷丸30 s时,随着喷丸压力的升高,抗拉强度显著升高(图9(a))。以0.66 MPa压力喷丸,抗拉强度随着喷丸时间的延长呈先上升后下降的趋势;不含Ce试样的抗拉强度在喷丸约30 s时达到最大值,含Ce试样的抗拉强度在40~60 s时达到最大值(图9(b))。3号试样的抗拉强度在喷丸40 s时达366.3 MPa,比未喷丸的提高了6.73%,比未加Ce但经喷丸处理的试样的最大值343.2 MPa提高了13.54%,比未加Ce且未喷丸的试样的最大值305.2 MPa提高了20.02%。此外,适量稀土的加入有助于提高钢的断后伸长率,Ce的质量分数为0.024%的试样以0.66 MPa压力喷丸不同时间后其断后伸长率均最高(见图10)。

图9 喷丸压力(a)和喷丸时间(b)对不含和含Ce试样的抗拉强度的影响
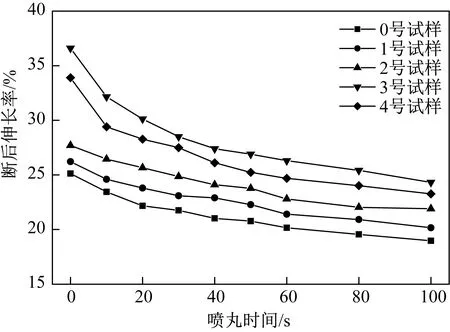
图10 以0.66 MPa压力喷丸的时间对不含和含Ce试样断后伸长率的影响
图11断口分析结果表明:未加Ce试样的断口呈沿晶断裂即脆性断裂的特征。加入Ce后,由于Ce对钢液的改性作用,拉伸断口呈现明显的韧窝状塑性断裂特征。
3号试样的表层微区成分分析结果如图11和表2所示。可见,稀土元素Ce主要分布于晶界附近。Ce的化学性质非常活泼,微量Ce就能与钢液中O、S、C等元素形成高熔点化合物,起弥散强化作用[18-19]。同时,稀土化合物在钢液中可作为微小的固体质点,在钢液凝固过程中提供异质晶核,在结晶界面偏聚并阻碍晶粒长大,起细化晶粒的作用。但由于Ce与Fe原子半径相差很大(Ce和 Fe原子的共价半径分别为0.165和0.121 nm),Ce在钢液中的固溶度很小,从而使Ce的合金化作用减弱。当Ce作为表面活性元素时,其在钢液凝固过程中主要偏聚于晶界,可显著降低界面张力、晶界能以及晶粒长大的驱动力,从而引起晶界结构、化学成分以及性能的变化,并影响其他合金元素在边界的扩散、新相形核及长大过程,进而显著影响钢的微观组织及性能,即微合金化作用[20-21]。此外,适量的稀土除了能净化钢液外,还能使夹杂物变形,即改善钢的塑性[18]。因此,Ce的质量分数为0.024%的3号试样塑性较好。但是过量的稀土Ce也会产生较多的稀土夹杂物,降低钢的力学性能[22]。
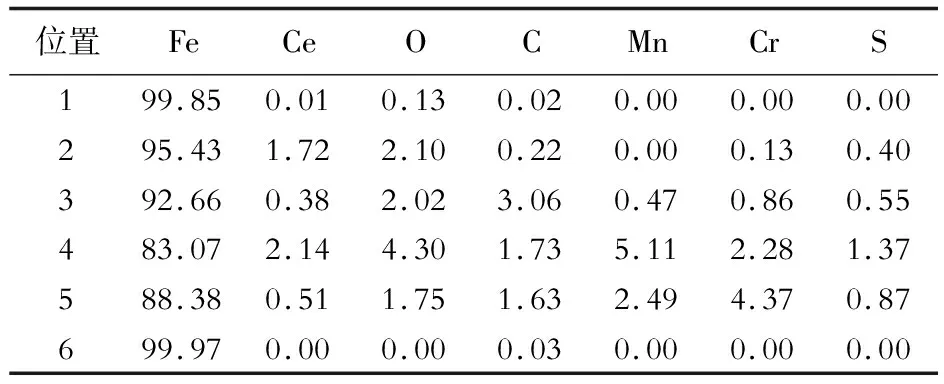
表2 图12(a)所示微区成分分析结果(质量分数)
3 结论
(1)喷丸处理后,Q235钢表面产生了明显的塑性变形,晶粒显著细化。
(2)喷丸处理后,Q235钢的表层显微硬度显著提高,沿深度方向呈明显的梯度分布,并形成了深约140 μm的残余压应力层;Ce的质量分数为0.024%的钢在距表层20 μm处残余压应力达到最大值452.7 MPa。
(3)喷丸处理显著改善了稀土合金化钢的力学性能,以0.66 MPa的压力喷丸后,Ce的质量分数为0.024%的钢的最大抗弯强度和抗拉强度可达713.2和366.3 MPa,比未加稀土但经过喷丸处理的钢的最大值分别提高了14.4%和13.54%,比未加稀土且未喷丸的钢的最大值分别提高了45.7%和20.02%。
