C 14.6 tex转杯纱的生产体会
2020-08-24柴云云张泾龙
杨 东 柴云云 张泾龙
(1.新疆奥美医用纺织品有限公司,新疆昌吉,831200;2.陕西省纺织科学研究院,陕西西安,710038;3.陕西元丰纺织技术研究有限公司,陕西西安,710038)
新疆奥美医用纺织品有限公司年产医用坯布5亿m,主要为集团医用卫材产品提供原料。通过生产经验摸索,我们总结了C 14.6 tex转杯纱的生产经验,为转杯纺生产细号纱奠定了实践基础。
1 原棉选配
针对细号转杯纱对原料性能的要求,在保证原棉品级相对于同号数普梳环锭纱不明显提高的前提下,主要控制棉纤维马克隆值及单纤维强力等指标,这对于提高纺纱速度及保证成纱质量起着关键性作用。特别是纤维马克隆值,它直接反映棉纱截面的纤维根数,从而决定了原棉的可纺性,因此在原棉选配时一定要注意。
根据国际纺纱设备主流生产商工艺工程人员提出,转杯纺棉纱要求单根纱线截面内纤维根数不能少于100根,我们通过进一步试纺摸索,认为此理论对于生产C 14.6 tex纱具有一定的局限性。纺制C 14.6 tex转杯纱时,具体的试纺试验结果见表1。

表1 纤维马克隆值与纱线截面纤维根数对照表
按照以上理论要求,单根纱线截面内纤维要达到100根以上,马克隆值就要在3.2以下;即使是达到90根以上,也需要马克隆值在3.7以内;马克隆值为3.2~3.5原棉的单纤维强力已经相对较低,会对成纱强力以及断头率造成影响。因此,我们通过不断摸索,将生产C 14.6 tex纱的配棉要求确定到一个适当的范围,即3.5~3.9。
对于C 14.6 tex纱,要求原棉马克隆值在3.5~3.9之间,并非要求每个批次的原棉马克隆值都在这个范围,而是通过不同马克隆值原棉的搭配,使其平均值在这个范围内即可,但是对于各批原棉马克隆值的搭配是有一定要求的。通过我们生产的经验,常用的马克隆值搭配方案见表2。

表2 各批次原棉常用马克隆值搭配方案
由表2可以得出,3种搭配方案的马克隆值平均值:方案1为3.87,方案2为3.89,方案3为3.86。以上3种搭配方案虽然均采用了不同马克隆值批次的原棉,但通过不同比例的搭配,最终使得配棉的马克隆值平均值均在纺C 14.6 tex纱的要求范围之内。但需要关注的是不同搭配方案的纺纱情况却大有不同:方案1基本可以生产,但是纺纱断头率比较高;方案2的高马克隆值和低马克隆值原棉占配棉主体,虽然马克隆值平均值达到了纺纱要求,但是基本难以正常生产,棉纱强力低,断头率很高;方案3采取适宜马克隆值原棉为主体,适当搭配高马克隆值和低马克隆值原棉,其生产效果相对最好,断头率低,还可相应降低纺纱捻度,提高引纱速度,棉纱的各项质量指标也相对最好。从上述试验结果来看,纯棉细号转杯纱不仅要求纱线截面内纤维根数要达到一定标准,还要求马克隆值相对均匀,差异小。
2 棉条质量要求
根据转杯纺与环锭纺加捻方式和成纱原理的不同,其对于棉条的质量要求也是不同的[1]。根据这一点进行试验研究,在配棉确定的条件下,影响环锭纺成纱质量和产量的熟条质量因素,按照重要程度关系依次为纤维平均长度、短绒率、条干均匀度、棉结、棉杂含量;而转杯纺虽也受这几种指标的影响,但侧重点不同,通过试验验证,棉条质量指标影响C 14.6 tex转杯纱的主要因素依次为纤维长度、大棉结、棉杂、短绒率、条干均匀度。这几点不同的要求对于前纺工艺设计非常重要。
2.1 纤维长度以及短绒率
由于环锭纺是从内到外精确握持的加捻模式,所以其纤维长度以及短绒率对于成纱的捻度设计和质量影响都比较大。但是转杯纺的加捻模式是靠转杯旋转的无握持自由端加捻,是从外向内的,很大一部分捻度是靠包缠纤维缠绕加捻,因此对于纤维的长度适应性就比较强,而且对于短绒的要求也不高。在不影响纱线强力的前提下,适当的增加短绒率还可以起到优化条干均匀度的作用。
2.2 棉条条干均匀度
对于环锭纺,并条之后再没有混和过程,只有牵伸过程,因此熟条的条干均匀度直接影响着粗纱和细纱的条干均匀度。而对于转杯纺,由于在分梳辊处还存在重新开松和混和过程,将纤维在一定程度上打乱通过负压进入转杯沟槽,存在一个重新组合的过程[2]。在此过程中,由于棉条中纤维长度的不同,给棉罗拉的握持程度和释放纤维的时间也就不同,这样以来短纤维和长纤维进入分梳辊分梳的时间就有了差异,进而使得并合纤维在分梳齿中的分布位置以及进入转杯的先后顺序有了差异,相当于纤维在小范围之内发生了一次重新的组合和排列。进入转杯后,短纤维的随意性又对于沟槽内的细节部分起到了一个弥补作用,因此使得转杯纱的条干均匀度优于环锭纱,这也是前文所述的适当增加短绒有利于改善纱线条干均匀度的意义所在。
2.3 棉结与棉杂的控制
对于环锭纺,棉条中棉结、棉杂的控制主要是基于对成纱中棉结和棉杂的影响[3],考虑到纱线的质量,从而竭力减少棉条中的棉结和棉杂;但对于转杯纺,棉结、棉杂的控制主要是基于对纺纱过程中断头的影响。与环锭纺不同的是,转杯纺有分梳辊再次开松,此时纤维基本呈现出单纤维状态,可以显著提高排杂效果;相比于在梳棉机上排杂,转杯纺排杂最大的优势就是大大减少纤维损失量,充分发挥分梳辊的排杂能力,可以一定程度上弥补前纺“多排杂就要多排纤维”的缺点。转杯纺排杂工艺的选择主要为分梳辊速度、负压以及棉条定量,三者相结合。试验证明,其他工艺不变的前提下,“大定量,大牵伸”工艺更有利于排杂和成纱条干均匀度,生产C 14.6 tex纱时建议熟条定量确定在25 g/5 m~30 g/5 m。对于分梳辊速度和负压的选择,分梳辊速度影响排杂效果以及断头率,棉条中杂质含量多、棉结多、纤维分离度差,可适当提高分梳辊速度,增加排杂和排除棉结能力,提高纤维分离度,以减少断头的产生。分梳辊速度与负压设定相结合,可发挥较好的排杂作用,如分梳辊速度低时,可适当提高负压。分梳辊速度一方面影响排杂效果以及断头率,另一方面还会影响纤维的损伤情况,如转速太高时会加大对纤维的损伤,影响纱线的强力。在纺C 14.6 tex纱,棉条短绒率(≤12.7 mm)在8.0%以内时,我们通过试验,分梳辊速度与断头以及纱线强力的关系见表3。试验必须结合分梳辊的针布状态来进行,此次试验为分梳辊运行约8 000 h阶段的试验。
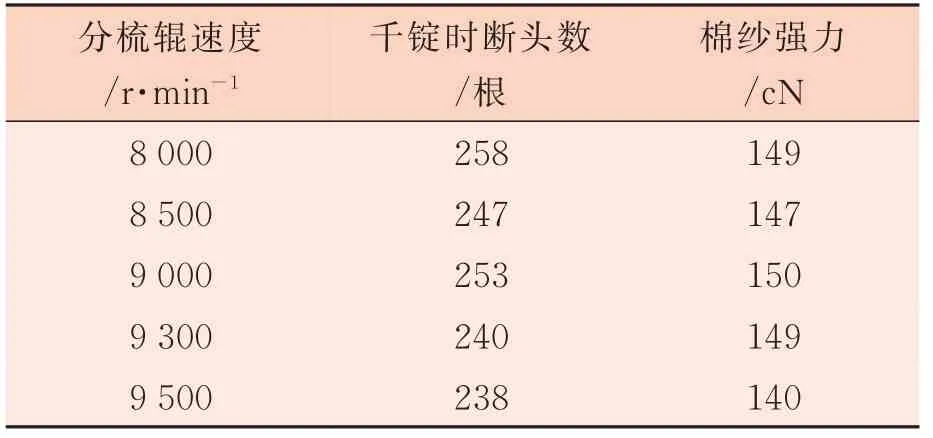
表3 分梳辊速度与断头以及纱线强力的关系
从以上数据可以看出,在棉条短绒率确定的条件下,当分梳辊速度提高到9 300 r/min以后,纺纱的断头率呈现下降趋势,而分梳辊速度在8 000 r/min~9 300 r/min时,纺纱强力基本没有明显的变化趋势;但当分梳辊速度提高到9 500 r/min时,纺纱强力开始有下降趋势。因此,在工艺设定方面,要综合断头率和成纱强力两方面要求来选择分梳辊速度。
3 转杯纺工艺配置和纺纱元件的选择
转杯纺工艺设置相对比较简单,影响生产效率以及成纱质量的主要因素为转杯速度、捻度、分梳辊速度等因素。所以转杯纺工艺的关键在于纺纱元件的配置,即转杯、阻捻头、分梳辊等选择,这几项纺纱元件的组合对于纺纱稳定性以及纱线质量尤为重要。
3.1 转杯的选择
转杯的选择主要是在于所纺棉纱的号数以及棉纱的质量要求,号数细可选择较小转杯,以利于高速高产。Autocoro 480型转杯纺纱机最高生产转速为150 000 r/min,实际生产中可采用最小转杯直径为28 mm。转杯直径与转杯速度以及所纺纱号范围可参照表4。
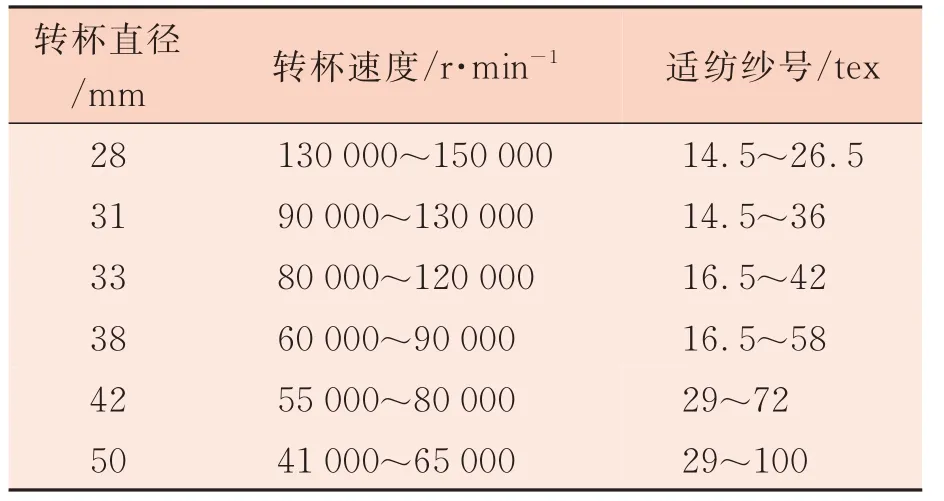
表4 转杯直径与转杯速度以及所纺纱号范围参照表
我公司常年生产C 14.6 tex纱,选用28 mm转杯,速度135 000 r/min,实际生产引纱速度可达到120 m/min;生产C 18.2 tex纱的速度可以达到140 000 r/min,实际生产引纱速度可达到150 m/min。我公司曾做过使用26 mm转杯试纺C 14.6 tex纱的试验,试验结果不稳定,其原因是由于转杯直径太小,在旋转过程中离心率较小,造成转杯速度与纺纱断头、成纱质量之间的矛盾无法得到解决。因此,实际生产C 14.6 tex纱使用的最小转杯直径为28 mm,G型沟槽。
3.2 阻捻头的选择
阻捻头书面术语为假捻头,因为其作用为通过纤维在假捻头表面旋转摩擦,对转杯沟槽到假捻头之间的一段须条进行假捻,这种假捻是为了增加这段须条的捻度,从而减少断头,增强纺纱稳定性。因此,阻捻头型号的选择对于纺纱稳定性尤为重要。纺C 14.6 tex纱时,由于纱号细,纱线截面内纤维根数少,所以在生产过程中很容易造成断头,尤其是采用小转杯、高速度时,对于整个加捻过程的控制就需要更加严谨。试验发现:断头基本发生在转杯凝聚槽和阻捻头之间的这段须条上,更多的是产生在须条从凝聚槽剥离时的位置。造成这种断头的原因很多,如棉条质量、转杯的沟槽清洁状态以及镀层光滑度,但是在以上情况确定的前提下,造成这种断头最主要原因为捻度传递的问题,也即捻度从阻捻头传递到剥离点时的程度。理论上,传递的假捻越多,越有利于增强这段须条的强力,增加纺纱稳定性,那么就需要选择假捻作用较强的阻捻头。因此,选择螺旋加刻槽的阻捻头将更有利于增强假捻作用。在14.6 tex~18.4 tex纱号范围内,我们对几种型号的阻捻头进行优选试验,其对纺纱稳定性以及强力及毛羽质量的影响见表5。
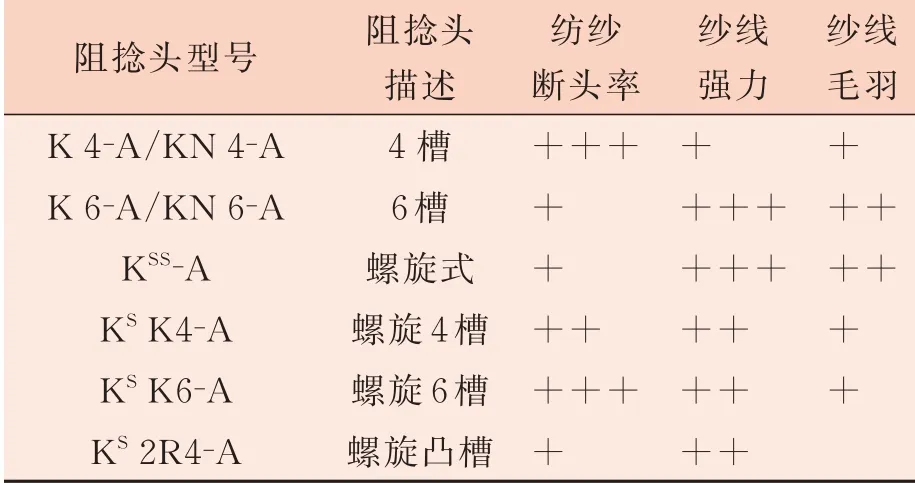
表5 阻捻头对纺纱的影响情况
通过以上试验可以看出,各种不同型号的阻捻头对于纺纱稳定性、纱线质量的影响是有很大差异的。根据我公司对于产量和质量的需要,最终选择螺旋内壁有6槽的KSK6-A型阻捻头。其原因是我公司追求的主要是纺纱稳定性以及产量,对于毛羽要求不是很高。当然,阻捻头的选型具体需要根据用户的要求进行选择,一方面要考虑纺纱稳定性,也需要考虑对于纱线质量的影响,尤其是成纱强力和毛羽。
3.3 分梳辊的选择
分梳辊的作用主要是对棉条进行再梳理,将纤维分离成单根状态,同时去除棉条中的大棉结和杂质,为纺纱做好准备工作[4]。分梳辊对于纺纱稳定性以及棉纱质量的影响主要在于以下几点:梳理纤维分离度、结杂程度以及短绒率。可根据这几项质量要求来选择分梳辊,但分梳辊的选择范围相对比较小,主要还是根据所纺原料的不同进行选择。针对棉纤维的特征,我公司通过试验优选了B174型、B300DN型分梳辊,这两种类型的分梳辊适合于中细号纱,有利于提高纺纱的稳定性以及棉纱质量。
4 结语
综上所述,通过工艺优选以及生产实践探讨,生产C 14.6 tex转杯纱在技术和经济效益上是可行的。主要从配棉开始,配棉重点掌握单纤维强力和马克隆值,原棉马克隆值控制在3.5~3.9以内。工艺配置方面,梳棉工艺重点以去除大的棉结、杂质为主,可适当放宽短绒率以及条干的控制,按照重要性顺序依次为纤维长度、大棉结、棉杂、短绒率、条干均匀度。转杯纺工艺选择方面,重点优选三大纺纱元件:阻捻头选取假捻系数高的螺旋带多槽的KSK6-A型,以增加假捻效应,减少成纱在转杯中的断头率;转杯选取小直径,28 mm为宜,G型沟槽,这样更有利于实现高速高产;分梳辊选取齿槽较浅的B300DN型,在细号纱配棉含杂较小的情况下更有利于分梳效果,减少纺纱断头率。通过优选配棉、纺纱工艺设计以及纺纱元件的合理搭配,可实现较高的产量和较好的经济效益。