浆料配方对涤棉品种织机效率和退浆率的影响
2020-08-24于拥军
于拥军
(江苏联发纺织股份有限公司,江苏南通,226600)
目前在涤棉品种织造过程中,仍然采用淀粉和PVA混合浆料上浆。但是,由于PVA的聚合度和醇解度较高,水溶性又差,提高了印染厂退浆的难度[1-2]。因为退浆不净,将严重影响后道的印染和整理加工质量及成布品质。PVA退浆不净也会使丝光碱液中PVA含量过多,在回收蒸浓时堵塞三效蒸发器的管道,影响三效蒸发器正常运转;在染深色时会产生拒染现象,在布面上呈现类似白云斑状,俗称“白云花”。
在保证浆纱上浆率[3]、提高织机效率的前提下,织造厂选择浆料和浆纱工艺时必须考虑到后道印染生产[4],重视退浆工序,才能全面提高最终产品的质量。本文从前织上浆工序中找出影响高效退浆的因素,即不同浆液配方中的PVA含量、淀粉浆料种类和蜡片用量,以提高织机效率和退浆效果,为实现纺织品高品质生产提供参考。
1 试验方法
1.1 试验设备
GA 311型十二单元浆纱机,HFGA 125型分批整经机,OMNIPLUS型喷气织机,GOLLER型水洗退浆丝光联合机,AL104型分析天平,SHA-B型双数显恒温振荡水浴锅,DHG-9123A型电热鼓风干燥箱。
1.2 试验设计
设计7种规格织物,组织结构均为平纹,相关参数如表1所示。纱线均为环锭纺纱。浆料基本配方为20 kg PVA 1799,40 kg变性淀粉,增加PVA用量时相应减少淀粉用量,保持浆液含固量不变。浆纱温度88℃,浆纱车速65 m/min,所有织物的浆纱参数保持一致。
其中,织物1和织物2用于对比不同PVA含量的影响。PVA具有较好的黏附性和力学性能,其浆膜弹性好,断裂强度高,断裂伸长大,耐磨性好。浆膜的拉伸强度及耐屈曲疲劳性能均较原淀粉、变性淀粉和CMC等浆料好,但是其对退浆效果的影响尚不明确。本文参照基础浆料配方,将PVA含量分别设定为20 kg、30 kg和40 kg,相应减少变性淀粉含量。织物3和织物4用于对比不同蜡片用量对退浆效果的影响,蜡片用量分别设定为0 kg、2 kg和4 kg,试验时先不在浆槽中加蜡,每浆完一根轴加2 kg蜡,充分搅拌,控制变量,避免外界因素影响试验结果。织物5、织物6和织物7用于对比不同淀粉种类的影响,基础浆料中变性淀粉分别用磷酸酯淀粉和木薯淀粉。
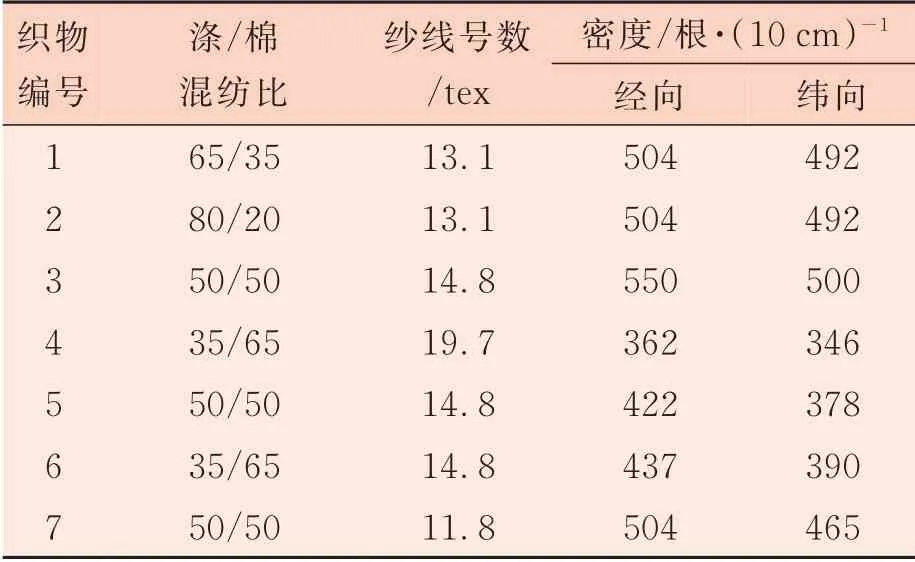
表1 织物规格
按以上试验设计,共有18组试样,每组试样均取10个样品。织物试样在织造后的坯布上选取,大小为150 mm×150 mm的正方形,每种各10块,用于后续退浆试验。
1.3 检测方法
本文采用浆纱上浆率、增强率、退浆率[5]、织机效率作为评价浆纱质量和退浆效果的主要指标。所有试样上浆率和退浆率的检测均采用硫酸退浆法,且于退浆环境下取到浆纱试样进行上浆率的测定。试样全部取好后,做好标记,将裁剪好的样本送往检测室一起进行退浆测试,确保试验环境一样。退浆法的基本原理是采用化学试剂和水使浆纱上的浆料溶胀或分解,从而使浆料被洗涤去除。其主要步骤:取样→烘干称重→退浆→再烘干称重。测定毛羽损失率,计算退浆率。主要操作如下。
(1)取样。浆纱取样时应在浆纱机正常运行状态下,在浆轴落轴时留取全幅约20 cm长度的浆纱,立即置于取样桶内。
(2)烘干称重。迅速剪取约10 g浆纱段作为试样,扎成一束,放入温度为105℃~110℃的烘箱内,烘干至恒重,取出试样放入干燥器内冷却15 min,用电子天平(或分析天平)称得浆纱的干燥质量G0(精确至0.01 g)。
(3)退浆。选择硫酸退浆法,在1 000 mL的烧杯中放700 mL水,加入14 mL浓度为25%的硫酸,煮沸,放入浆纱试样沸煮30 min(在沸煮15 min后可补充适量的沸水,以保持水与试样的比例),然后取出用热水轻轻漂洗,在试样上滴几滴稀碘液,试样不显蓝色则表明浆已退净,如仍显蓝色,表明试样上淀粉和PVA浆料尚未退净,应再在沸水中沸煮10 min,再用稀碘液检验,直至试样对碘无显色反应为止。
(4)再烘干称重。将已退浆并洗净的试样放入105℃~110℃的烘箱内烘干至恒重,取出试样放入干燥器内冷却15 min,再用电子天平(或分析天平)称得退浆后纱线的干燥质量G1(精确至0.01 g)。
(5)毛羽损失率测定。浆纱在退浆过程中,纱线表面的部分纤维会脱落,因此在计算退浆率时必须考虑纱线毛羽的损失率β。在浆纱了机时取全幅原纱一段,剪取其中约10 g重的一段扎成一束并做上记号,称重。采用与浆纱同样的退浆方法进行试验,烘干后再称重。
(6)计算退浆率S。S=[G0-G1/(1-β)]/[G1/(1-β)]×100%。另外,上浆率=(G0-G原纱)/G原纱×100%。
上述退浆率是按退浆法测定的经纱上浆率。织物的退浆率是织物按常规的退浆工艺退浆后,测定织物上残留浆料的含量进行计算。
2 试验结果与分析
2.1 PVA含量对织机效率和退浆效果的影响
在控制其他变量不变的情况下,相应只改变PVA含量,试验结果如表2所示。
从表2可以看出,所采用的浆料对织物1的增强率和上浆率均较高;而从织机效率来看,PVA含量较高配方的织机效率明显高于PVA含量较低配方,所以结合实际生产效率与成本,PVA在上浆中仍具有它的优势。在退浆效率方面,PVA含量越高,退浆率越低。

表2 不同PVA含量的试验结果
2.2 蜡片用量对织机效率和退浆效果的影响
在控制其他变量不变的情况下,相应只改变所选织物的蜡片用量,试验结果如表3所示。
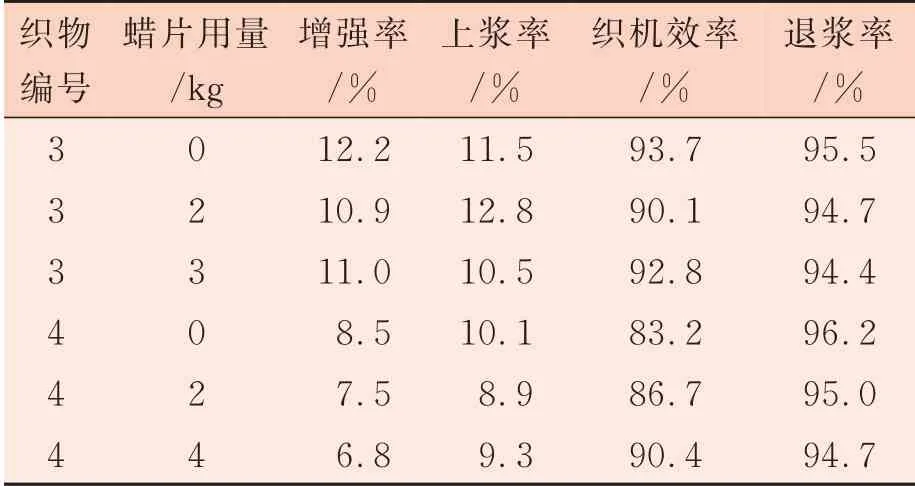
表3 不同蜡片用量的试验结果
从表3中可以看出,过多的蜡片用量对上浆率的影响反而较差。根据蜡片的工作原理可知,它的主要成分为油脂。上浆中所用的油脂均是经过乳化或其他化学处理而使其具有乳化性。当在浆液中加入一定量的油脂,油脂分子便混入黏着剂中,由于油脂分子的隔离作用会降低黏着剂分子间的内聚力,使其黏聚性减弱,从而使浆膜结构松弛,强度下降。同样因油脂分子的隔离,阻碍了黏着剂分子向纤维分子充分靠近,影响了黏着剂分子与纤维分子的结合力,黏附强度下降。退浆率整体趋势上呈现蜡片用量越大,其退浆率越低的规律,表明蜡片用量越多对退浆效果会起到一定的反作用。蜡片用量对织机效率没有明显的影响规律。
2.3 淀粉种类对织机效率和退浆效果的影响
在控制其他变量不变的情况下,只对比磷酸酯淀粉和木薯淀粉,试验结果如表4所示。
从表4中可以看出,当采用木薯淀粉上浆时,3种织物的织机效率均比磷酸酯淀粉上浆时高,因此所选木薯淀粉浆料可使涤棉品种有较高的织机效率。在退浆效率方面,所选的两种浆料对涤棉品种退浆性能没有显著影响。

表4 不同淀粉种类的试验结果
3 结语
本文研究了PVA含量、淀粉种类和蜡片用量对涤棉品种退浆率和织机效率等指标的影响。试验结果显示,PVA含量较高浆料配方的织机效率明显高于PVA含量较低配方,所以结合实际生产效率与成本,PVA在上浆中仍具有它的优势,但考虑环保性,应积极研发替代PVA的环保浆料;在退浆率方面,PVA含量越高,退浆率越低。在蜡片用量方面,蜡片用量越多,退浆率越低,织机效率与蜡片用量无显著相关性。在浆料淀粉种类方面,对于所选取的淀粉种类,木薯淀粉使试样具有较高的织机效率,淀粉种类对退浆效果无显著影响。