用硫酸从锡尾矿中浸出铁试验研究
2020-08-21杨永德吴晶晶朱容锋李延伟姚金环
杨永德,吴晶晶,朱容锋,李延伟,姚金环
(桂林理工大学 化学与生物工程学院,广西 桂林 541004)
选矿尾矿中含有大量有价金属,但却未得到很好利用[1-2]。近年来,关于矿渣或尾矿的资源化利用研究越来越多,如用有色金属尾矿(锡矿尾矿、碳酸锰尾矿、电解锰尾矿)制备分子筛[3],直接用铁矾渣浸出液制备高性能锂离子电池负极材料ZnFe2O4[4],用锡尾矿制备水泥熟料[5],用尾矿、甘蔗秸秆制备肥料[6],用钒钛磁铁矿尾矿制备高强度混凝土[7]等。某锡矿通过地下开采,有大量尾矿堆积[8],尾矿中含大量铁,但铁含量未达炼铁要求。锡尾矿中锡、铁等有价金属的回收主要采用浮选[9-10]、重选[11]或浮选-重选联合工艺[12-14],但这些工艺较复杂,金属回收率不足60%。采用焙烧—凝聚—磁选工艺从脉型锡尾矿中回收锡、铁,可获得品位为86.16%的铁精矿和63.80%的锡精矿[15]。对尾矿进行浸出,再从浸出液中回收有价金属是尾矿资源化利用的一种重要方法[16-18]。但有关锡尾矿的相关研究却鲜见报道。
试验研究了用硫酸溶液从广西某锡尾矿中浸出铁,以期对大量堆存的锡尾矿得到开发利用提供一种新思路。
1 试验部分
1.1 试验仪器与设备
X’Pert3Power多功能X-射线衍射仪,DF-101S集热式恒温加热磁力搅拌器,80-2B电动离心机,BSA系列电子天平,精密电热恒温鼓风干燥箱,SU5000型场发射扫描电子显微镜。
1.2 试验原料
锡尾矿,取自广西某锡矿厂,SEM照片见图1,主要成分见表1。尾矿中,Si、Al、Fe质量分数较高;颗粒形状不规则,大颗粒表面有少许小颗粒附着。
硫酸溶液,分析纯。

a—5 000倍;b—20 000倍。

表1 锡尾矿的主要成分 %
1.3 试验原理与方法
锡尾矿与硫酸溶液的反应属于液固反应,影响浸出的主要因素有硫酸浓度、反应温度、反应时间、液固体积质量比等。尾矿中的铁以Fe2O3形式存在,与硫酸反应形成Fe3+转入溶液;其他金属元素,如Al、Mg等也会不同程度被浸出生成相应的硫酸盐。

(1)
一定条件下,在250 mL三口烧瓶中加入硫酸溶液并放入磁子。三口烧瓶置于DF-101S集热式恒温加热磁力搅拌器内,加热到设定温度后加入5 g原料。搅拌浸出一定时间后取下,并进行离心分离。取浸出液测定其中铁质量浓度,计算铁浸出率。
铁质量浓度采用氧化还原滴定法测定[19]。
2 试验结果与讨论
2.1 反应时间对铁浸出率的影响
试验条件:锡尾矿质量5 g,硫酸浓度1.5 mol/L,液固体积质量比4 mL/g,反应温度50 ℃。反应时间对铁浸出率的影响试验结果如图2所示。

图2 反应时间对铁浸出率的影响
由图2看出:随反应进行,铁浸出率逐渐提高;反应60 min后,铁浸出率变化不大。
2.2 硫酸浓度对铁浸出率的影响
试验条件:尾矿质量5 g,液固体积质量比4 mL/g, 反应温度50 ℃,反应时间60 min。硫酸浓度对铁浸出率的影响试验结果如图3所示。
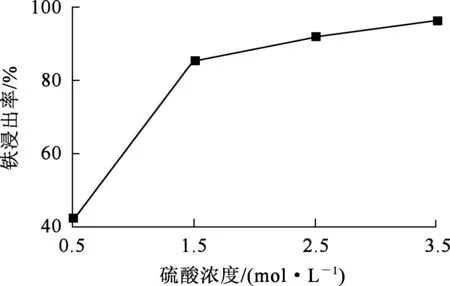
图3 硫酸浓度对铁浸出率的影响
由图3看出:随硫酸浓度升高,铁浸出率提高;硫酸浓度升至1.5 mol/L后,铁浸出率提高幅度不大。随硫酸浓度升高,溶液中氢离子浓度提高,促使浸出反应向右进行,有利于铁的浸出[20]。
2.3 液固体积质量比对铁浸出率的影响
试验条件:尾矿质量5 g,硫酸浓度1.5 mol/L,反应温度50 ℃,反应时间60 min。液固体积质量比对铁浸出率的影响试验结果如图4所示。

图4 液固体积质量比对铁浸出率的影响
由图4看出,随液固体积质量比从4 mL/g增大到10 mL/g,铁浸出率提高幅度不大。可见,液固体积质量比对铁浸出率影响较小。
2.4 反应温度对铁浸出率的影响
试验条件:尾矿质量5 g,液固体积质量比4 mL/g, 硫酸浓度1.5 mol/L,反应时间60 min。反应温度对铁浸出率的影响试验结果如图5所示。

图5 反应温度对铁浸出率的影响
由图5看出:随反应温度升高,铁浸出率明显提高;温度升至70 ℃时,铁浸出率达99.0%,铁基本浸出完全。温度升高,分子热运动加快,溶液黏度降低,扩散阻力减小,有利于加快尾矿颗粒表面反应速率,对浸出反应有利[21]。
2.5 正交试验
以反应温度、硫酸浓度、液固体积质量比、反应时间4因素,设计4因素4水平正交试验方案并进行试验。试验因素水平及结果见表2,试验数据的极差分析结果见表3。可以看出:各因素对铁浸出率的影响顺序为反应温度>硫酸浓度>液固体积质量比>反应时间;各因素之间存在一定交互作用。根据ki(i=1,2,3,4)确定最佳浸出条件为:反应温度90 ℃,硫酸浓度3.5 mol/L,液固体积质量比10 mL/g,反应时间120 min。该条件下,铁浸出率接近100%。但综合考虑正交试验结果和能耗、酸用量及后续铁回收过程中碱的用量等因素,确定最佳浸出条件为:反应温度70 ℃,硫酸浓度1.5 mol/L,液固体积质量比4 mL/g,反应时间90 min。此条件下,铁浸出率为99.3%。
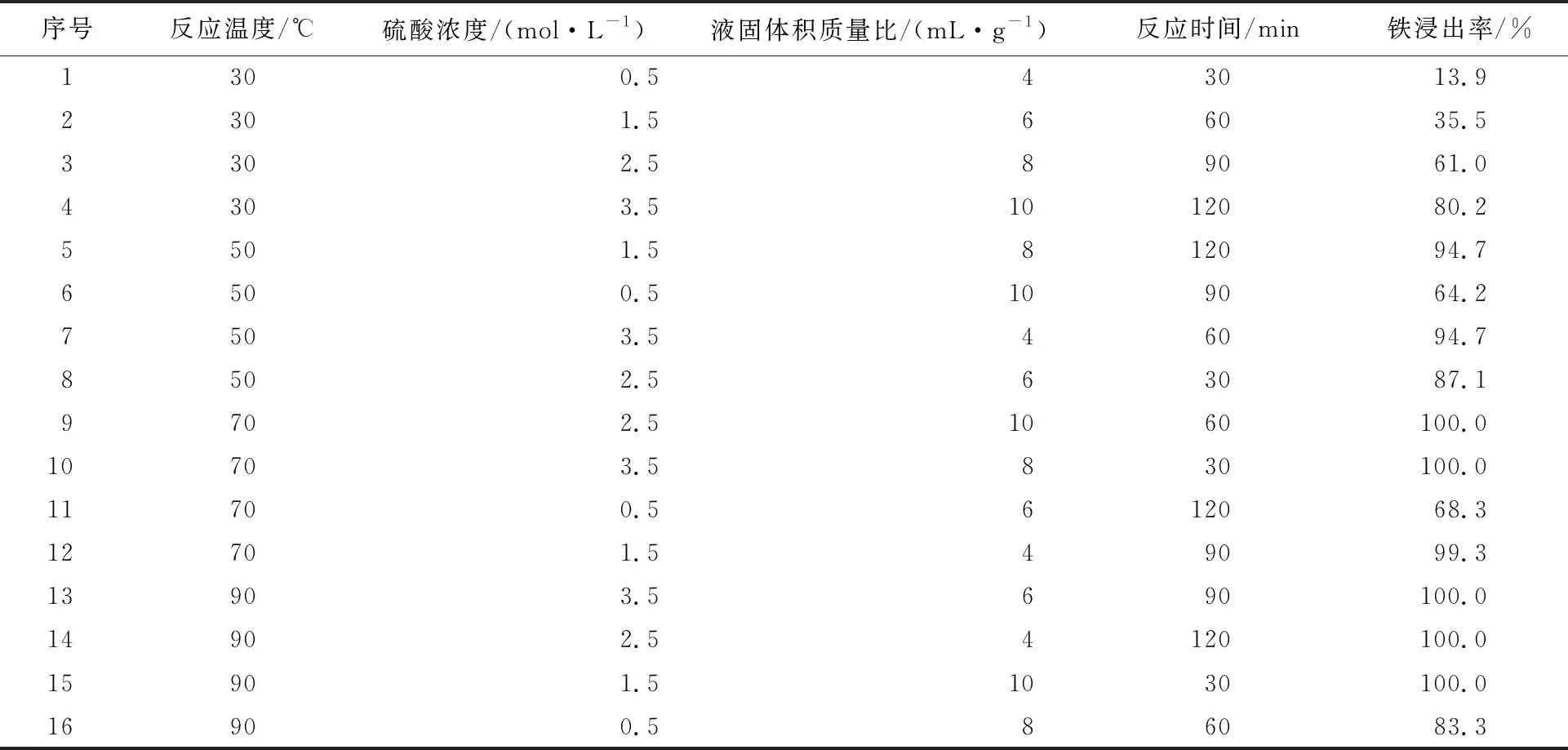
表2 正交试验因素水平及结果

表3 正交试验极差分析结果
3 结论
试验结果表明:用硫酸从锡尾矿中浸出铁是可行的;反应时间、硫酸浓度、液固体积质量比、反应温度对铁浸出率都有影响,其中反应温度和硫酸浓度的影响较为显著,液固体积质量比和反应时间的影响相对较小。从节能、耗酸量及后续沉铁角度考虑,确定适宜浸出条件为反应温度70 ℃、硫酸浓度1.5 mol/L、液固体积质量比4 mL/g、反应时间90 min, 此条件下,铁浸出率约为99%。
