海水淡化整体式板片设计及仿真
2020-08-17侯如山张小萍缪红建
侯如山,张小萍,缪红建
(1.南通大学机械工程学院,江苏 南通 226019;2.江苏南通申通机械有限公司,江苏 南通 226006)
1 引言
船舶在海上航行,淡水是设备工作和船员生活的重要保障,船用淡水有两种用途:(1)作为设备补给水;(2)作为生活用水[1]。海水淡化是保证船舶与海洋工程淡水持续稳定供应与补充的有效途径,直接影响到远洋船舶的续航能力。大型舰船一般每天需补充淡水量约200t[2]。海水淡化方法按海水淡化过程不同,主要有蒸馏法、膜法及离子交换法等[3]。目前船舶市场中蒸馏法海水淡化装置仍是主导产品,其中板式造水机因其换热效率高、占地面积小、使用寿命长、投资小、易于除垢、可靠耐用等特点得到了广泛应用[4]。中国市场上90%以上的船用造水机都是进口产品,价格昂贵,维护成本高。国内船用海水淡化装置研究单位主要有某研究所、某大学等[5]。某研究所研制的5t/d、50t/d 板式蒸馏造水装置在民船和军舰上得到了一定的应用,但在能耗和效率方面与国外同类产品相比还有明显差距。国外近几年在新型海水淡化方法的研究上也取得了很大进展,文献[6]对多级闪蒸—反渗透潜艇用海水淡化装置作了研究;另外,还有研究人员在已有淡化技术的基础上,提出了电磁混合场海水淡化器和汽缸式闪急蒸馏海水淡化器两种新的设计[7]。目前市场上蒸馏式海水淡化装置依旧采用两种分离式板片分别完成海水淡化的蒸发与冷凝过程,造成了装置体积大、外壳成本高、板片拆装清洗困难等问题。随着板式换热器单元和单片面积日趋大型化[8-9]及板片设计日趋高性能化,针对目前国内板式造水机蒸发与冷凝空间分离,体积大、能耗高的问题,设计了一种整体式板片,集蒸发、分离、冷凝于一体,抛却了价格昂贵的铜质或不锈钢外壳,大大缩减了设备的空间体积与成本,同时安装维护方便。通过理论计算和仿真分析,进一步验证了整体式板片的优越性和可靠性。
2 整体式板片设计及海水淡化过程简介
2.1 整体式板片设计
所设计的海水淡化装置主要由起始板、A 板、B 板以及终止板组成,如图1 所示。A、B 板在起始板、终止板之间成对交替安装,板片之间设有密封圈,通过两端的压紧板和螺杆螺母压紧固定。这样板片与板片之间就形成了密闭空间,海水淡化的整个过程都可在该空间内完成,因而无需原先的铜质机体外壳、大大节约了成本。A、B 板片的面积和对数决定了海水淡化装置的容量,其结构,如图2 所示。图2 中A、B 板片结构相似,结合不同分布形式的密封圈形成了海水淡化过程中的蒸发区域、分离区域和冷凝区域。板片的材质为钛合金,其特征参数,如表1 所示。
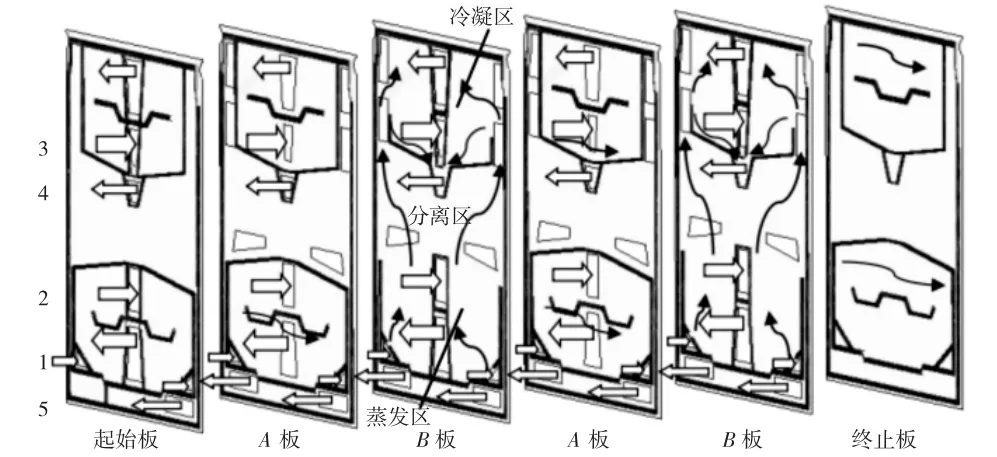
图1 海水淡化装置结构图Fig.1 The Architecture Graph of Marine Desalination Device

图2 A、B 板片结构简图Fig.2 The Architecture Sketch of Plates A and B

表1 板片主要特征参数Tab.1 Main Feature Parameters of the Plate
2.2 海水淡化过程简介
当压强较低,海水在低温时即可沸腾,产生水蒸汽。蒸馏法海水淡化正是利用这一物理现象实现的。板片之间借助密封圈形成了密闭空间,通过喷射泵可以将这一密闭空间抽成近似真空,海水在较低温度下沸腾产生水蒸汽,水蒸汽经过冷凝后,即可形成淡水。
首先是蒸发过程,如图1 所示。主机缸套水由流道2 处流入,由于A 板缸套水入水口周围无密封圈,缸套水扩散至A 板蒸发区域的同时会继续前进,由于B 板缸套水出入口孔周围有密封圈,缸套水在B 板蒸发区域不扩散,缸套水流经B 板缸套水入水口后扩散至下一组A 板的蒸发区域,交替循环至终止板后,最终沿着流道2 箭头方向流出;同时,海水由流道1 处两个海水入水口处流入,由于A 板上海水入口处有密封圈,故海水只流经A板而不扩散,直至B 板。B 板上海水入口处周围的密封圈有一缺口,海水扩散至B 板蒸发区的同时,也继续向前流动。此过程中,A、B 板交替排列,缸套水的热量即通过换热板片传递给海水,海水经过加热至一定温度蒸发为水蒸气上升至分离区。
分离过程:海水被加热至水蒸汽上升,水蒸汽中会带有含盐水滴,在上升过程中,因重力作用会滴落分离,经板片两侧布设的密封圈导流,浓盐水沿流道5 排出舷外。
冷凝过程:水蒸汽上升至冷凝区后,由于B 板冷凝区侧面密封圈不完整,蒸汽会在压强差的作用下进入B 板冷凝区;同时,冷凝海水由流道3 进入,由于A 板上部冷凝海水出入口处无密封圈,故海水扩散至A 板冷凝区域的同时会继续前进,由于B 板冷凝海水出入口孔周围设有密封圈,故冷凝海水在B 板处不扩散,冷凝海水流经B 板冷凝海水入水口后扩散至下一组A 板的冷凝区域,交替循环至终止板后,最终沿着图1 中流道3 箭头方向流出。此过程中,冷海水通过板片与水蒸汽交换热量,水蒸汽冷凝成为淡水,在重力作用下流至流道4 中流进淡水仓。由流道3 流出的海水一部分直接排出舷外,一部分流流入流道1 中作为待蒸发海水使用,实现蒸发海水的初步加热。
图1 中起始板各孔与相应的管道相连,1 号与3 号箭头处表示海水流动方向,2 号箭头处表示缸套水流动方向,4 号箭头处表示淡水流动方向,5 号箭头处表示排出海水的流动方向。
3 海水淡化能力理论计算与对比
3.1 海水淡化装置体积计算对比
目前国内船舶市场上最为普遍的是板式造水机,其中阿法拉伐公司产品占据市场份额最大。这里是以阿法拉伐公司主流产品之一JWP-26-C80 型造水机为基础进行设计改造的,再与所设计的整体式板片造水机进行空间体积和产水量对比。
JWP-26-C80 型造水机是一款分离式板式造水机,蒸发区板片与冷凝区板片均为长方形,外形尺寸相同,板片长宽分别为710mm、250mm、厚度为0.5mm,共有40 对板片。蒸发区与冷凝区之间间隔约为220mm,其外壳近视为长方体,长、宽、高分别为1010mm、970mm、720mm。所占空间为:

所设计的海水淡化装置无需外壳,若以板片占据相同空间体积为据设计整体式板片,则板片长宽尺寸可设计成为710mm、720mm、厚度为0.5mm,同样以板片波纹高度为5mm、40 对板片计算,整体式海水淡化装置空间约为:

整体式海水淡化装置体积减少量计算如下:

对比发现海水淡化装置在运用了整体式板片后,装置的体积缩减了近3/4。
3.2 海水淡化装置产水量计算对比
整个海水淡化过程实际是热量传递和质量传递过程,根据质量守恒和能量守恒原则,可建立海水淡化的数学模型。质量平衡方程为:mf=mb+md

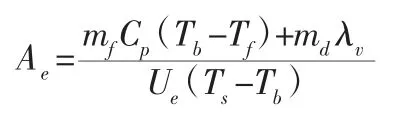
蒸发器的能量方程为:

式中:ms—系统流量;mf—海水上水量;mb—浓盐水排放量;md—淡水量(kg/s);Sf—浓海水浓度;Sb—海水浓度;Qe—蒸发器中的换热量(kJ);Ae—蒸发器换热面积(m2);Uc—系统板片换热系数(W/(m2·k));Ue—蒸发器换热系数;Tf—冷海水温度;Tb—排放的浓海水温度;Td—淡水温度;Ts—热缸套水温度(℃);Cp—水的比热(kJ/(kg·℃));λs—系统传热系数;λv—水的汽化潜热(kJ/kg)。
3.2.1 分离式海水淡化装置产水量计算
海水32℃时,海水含盐量为41000mg/kg,浓海水含盐量为60000mg/kg,可近似的进行如下计算:

32℃时水的比热容为4.18kJ/(kg·℃);海水淡化装置真空度89%时,蒸汽区域温度为50℃,其对应的λv为2595kJ/kg。入口海水温度为32℃,入口热缸套水温度为80℃。分离式JWP-26-C80型海水淡化装置蒸发器换热面积为0.085m2,板片对数为40 对,利用等雷诺数法测得板片总传热系数为6500W/(m2·k)。

3.2.2 整体式海水淡化装置产水量计算
所设计的整体式板片蒸发器换热面积为0.105m2,其它参数参照分离式造水机,其产水量计算如下:
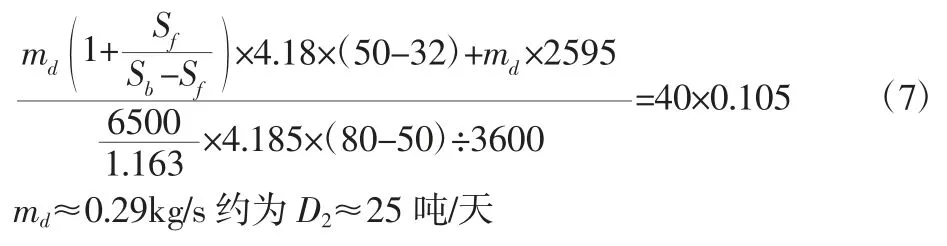
整体式海水淡化装置产水增加量计算如下:

较分离式海水淡化装置,运用整体式板片的海水淡化装置产水量提高了近1/4。
4 海水淡化过程仿真与分析
4.1 相关模型建立及条件设置
4.1.1 模型建立
ANSYS CFX 作为世界上第一个唯一采用全隐式耦合算法的流体力学分析程序,适合多相流、化学反应等复杂流场且结果精确稳定[10]。故借助ANSYS Workbench 平台,选用其中CFX 模块对海水淡化过程进行热力学仿真分析。
4.1.2 网格划分
所研究的整体式板片流道模型复杂多变,因此选用非结构化网格,可以把流道模型分为两个区域,波纹区和导流区为一个区域,其余为另一个区域,不同区域可以划分不同类型的网格,以此达到网格划分的最大精度[11]。
4.1.3 边界条件
冷热流体通过板片接触面进行传热,其他各面设为绝缘面,壁面边界条件采用无滑移壁面条件[12],出口处均采用压力出口条件,即冷热流体的出口压力均设为标准大气压。其边界条件设置,如表2 所示。
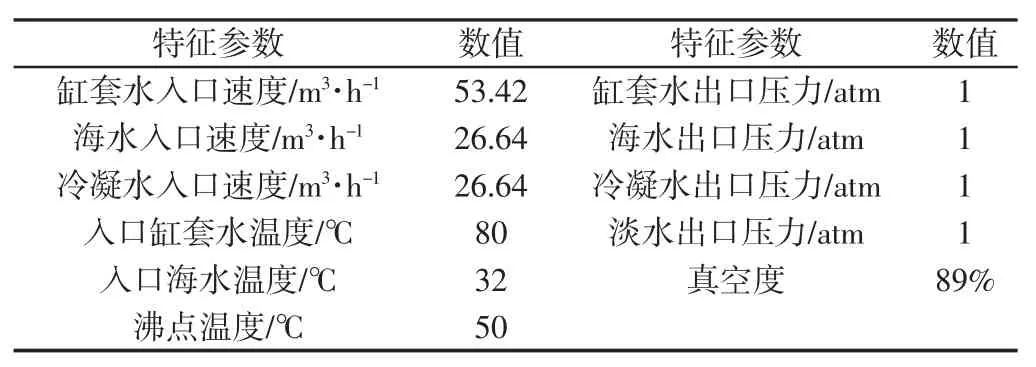
表2 边界条件Tab.2 The Boundary Condition
4.2 仿真结果分析
4.2.1 整体式板片流道内的温度场分析
模型A 和B 板间流体的温度场分布,如图3 所示。从图中可以看出,在热缸套水流道区域,随着流体从入口到出口,热流体的温度从80℃变为70℃均匀降低,而冷凝海水流道则恰恰相反,温度从32℃变为41℃均匀升高,从而达到换热的作用。
同时从温度分布可以看出,上半板片在同一垂直截面上,流道下部的流体温度低,上部温度高,即下半部分冷凝相比上半部分快,这是由于冷流体从上板片下侧入口流入流道后出现的流量分布不均匀的情况。但上半板片上下温差偏差在10℃以内、变化较小,同时远离入口的上半部分流道的冷流体流量分布范围几乎与入口处冷流体流量相当,避免由于范围相差较大出现局部流体温升快的现象。从温度分布图可以进一步证明冷流体分布均匀、温差小、边角处无局部高低温点与换热死区、冷凝效果较好。
下半板片在温度分布上,总体分布趋势为中间流道流体温度高,四周温度低,即下半板片中间区域换热相比其它部分快。这是由于热流体从上板片上侧入口流入流道后,在重力作用下热流体先流向下部、再逐渐扩散到整个下半板片区域。但下半板片中间与四周温差偏差也在10℃以内、变化较小,同时从温度分布图上可以看出,中间区域的热流体流量分布与四周流体流量相当,避免局部流体温降快的现象。而且下半板片在除中间高温区外相同颜色温度范围内再无局部高温点,各个温度区域分布均匀、温差较小,换热效果较好。
所设计的一对A、B 板片的温度分布图,如图4 所示。由图4可以看出,A 板片冷凝区温度分布主要受冷凝海水温度影响,温度由内到外逐步增加,从(32~46)℃。A 板蒸发区温度分布正好相反,其主要受海水温度影响,因而其温度分布由内到外逐步降低,温度由(80~51)℃。与A 板相比B 板蒸发与冷凝区除了冷热温度范围大小不同以外,温度变化形式则完全一样。其板片冷凝区域温度由内到外从(32~46)℃逐步升高,蒸发区域温度由内到外从(72~51)℃逐步降低。经分析整体式板片完全可以达到理想的换热效果、能够实现海水的淡化。
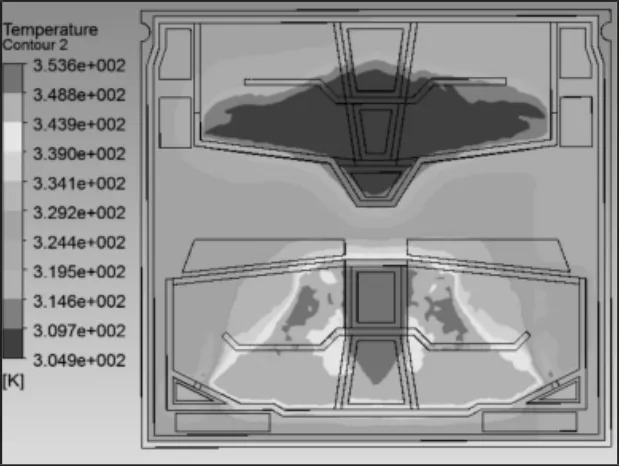
图3 整体式板片间流体温度分布图Fig.3 Fluid Temperature Distribution Between Integrate Plates
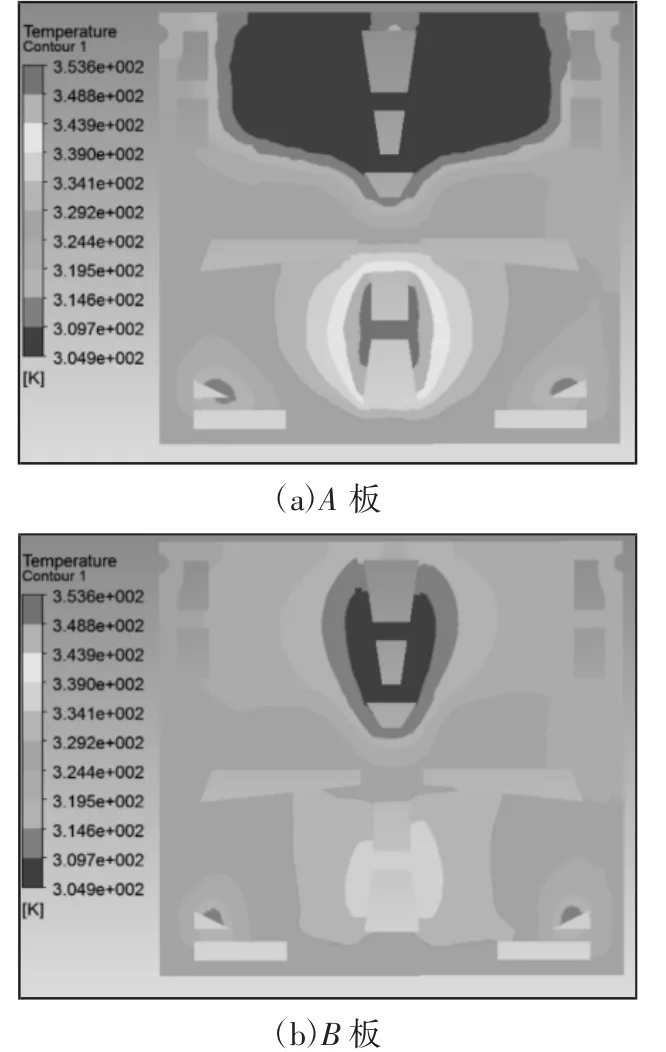
图4 A、B 板片温度分布图Fig.4 Temperature Distribution Between Plates A and B
4.2.2 整体式板片流道内的速度场分析
整体式海水淡化过程中冷热流体区域的速度场分布图,如图5 所示。从图中可以看出,上半板片的冷凝区域,冷流体入口处以及拐角处流速高,拐角处不易形成“死区”。中间界面速度较低是因为其位于板片正中间,入口处以及拐角处流体挤压形成滞留,从而速度降低,其速度分布是规律的、均匀的,说明流动已充分的展开。下半板片也是如此,在热流体以及冷海水入口处流速高、其余部分流速低形成规律的、均匀的流速分布。这样的流速分布更易使得流体流动呈现湍流状态,使得流体在波纹中呈螺旋状向前流动,在两板交接的边缘地带易产生旋涡,最终使的换热器的换热得到增强。

图5 整体式板片间流体速度分布Fig.5 Fluid Velocity Distribution Between Integrate Plates
5 结论
所设计的海水淡化装置整体式板片集合了分离式板片的蒸发、冷凝以及过滤三部分,换热效率更佳,在清洗拆卸上更方便,大大缩减了海水淡化装置的体积与外壳成本、提高了淡水产量,更适用于未来远洋船舶海水淡化装置的使用。