基于PLC自动灌装机控制系统的设计
2020-08-14颜安郭贵华刘丹妮
颜安 郭贵华 刘丹妮

摘要:机械化加工企业为了提高生产效率和市场竞争力,采用了机械化流水线作业的生产方式,对不同的产品分别组成了自动流水线。本文通过三菱PLC控制变频器的多段速调速,实现对灌装桶装矿泉水传送带速度的自动控制,使其与灌装机的速度相匹配,提高工业生产的效率。
关键词:灌装机;PLC;变频器
1、引言
近年来,越来越多的PET塑料用作液体食品包装领域的包装材料,这极大地扩展了其在包装领域的使用范围。随着科学技术的飞速发展,中高速热灌装机技术将逐渐成熟,越来越多的饮料生产商将拥有更加稳定,更加先进,可靠的自动灌装设备,从而给公司带来越来越多的利润[1]。
2、全自动灌装生产线原理
基于桶装矿泉水的特性,本设计采用在大气压下填充的灌装方法。大气压下填充原理是在大气压力下,由于液体本身有一定的重量,因此适用于流动性非常好的液体或挥发性较小的液体,如生活中常见的牛奶、白酒等液体[2]。
3、控制系统设计方案
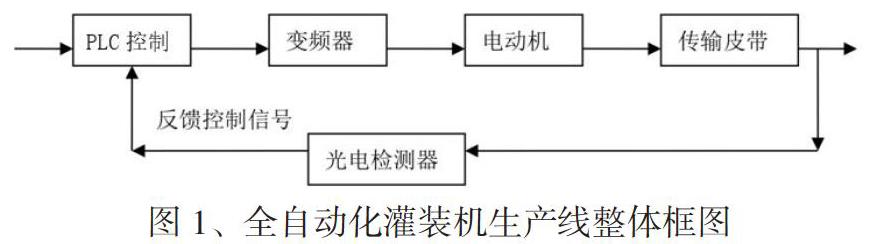
3.1生产线整体控制框图
由图1所知,PLC根据空桶的情况来判断和选择多级速度控制,使输送机速度与灌装机的灌装速度匹配。光检测开关直接用于准确检测空桶的输送速度。不同的运输速度通常可以直接对应变频器的不同速度。可编程控制器输出端子控制变频器多段速控制端,以实现对速度的控制,从而实现与灌装速度匹配。
3.2 控制系统的原理图
由图2所知,采用三菱PLC作为主控制器,该系统主要有10个输入信号,它们分别是启动按钮、停止按钮、自动切换按钮、手动切换按钮、频率输入信号端,变频器突发信号端。启动按钮将启动整个速度控制系统,使系统进入到工作状态。停止按钮主要用于中断其速度和控制系统。电动机运转速度由自动切换按钮自动切换控制,也可通过手动按钮对其速度进行相应的控制。将Y0,Y1和Y2设置为多段速控制频率,以控制中低频率的整体运行以及低速,中速和高速电动机的整体运行。Y3用于警告电动机速度过高,Y4用于警告电动机速度过低。Y5用于在变频器发生故障时断电。Y6主要用于电动机的正向运转和快速旋转。
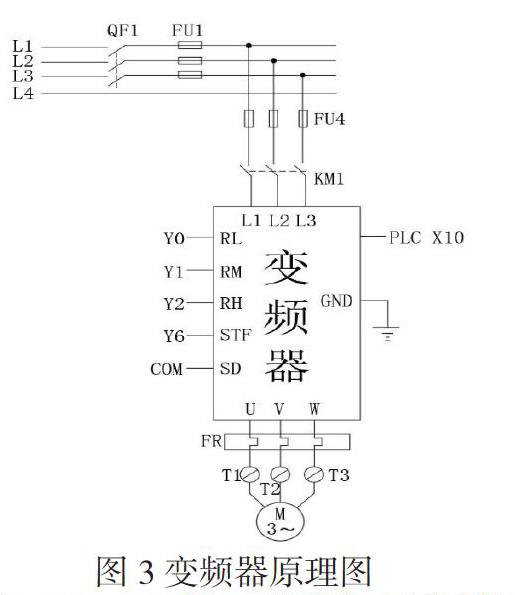
3.3 变频器控制原理图
由图3所知,Y0,Y1和Y2设置为多段速控制频率,在变频器内容设置相应低中高速,从而驱动电机实现相应速度变化,调整皮带速度与生产线速度一致。
3.4程序设计过程
本文采用GX Works 2编程工具软件。它支持PLC梯形图、指令表、SFC、ST及其结构化的PLC梯形图来学习编程语言和字符,也集成了GX模拟器程序中高仿真应用软件。它还具有程序文本编辑、相关参数值设置、网络设置、监控、高仿真调试、在线修改等功能,适用对象适用为FX系列和Q系列,最终的数据可以在PLC人机界面和运动执行器之间进行共享[3]。
4、结语
本文通过三菱FX2N-32MR型PLC和变频器控制电动机的速度,电动机从而驱动传送皮带,将传送电机的传送速度与灌装机的灌装速度进行配合,从而实现灌装工作,大大提高生产效率和质量。
参考文献:
[1]段许嘉,林杰夫.PLC在饮料灌装机的应用[J].饮料工业,2014,03:59-62.
[2]代卫东.饮料设备工程中實施监理的重点和管理技术[J].山东工业技术,2015(17):80-80.
[3]廖常初.PLC编程及应用第4版[M]北京:机械工业出版社,2014.
