激光防伪镭射膜专用聚丙烯F5005B的开发
2020-08-13刘海成
刘海成
近几年,随着包装机包装速度越来越快,对薄膜的热封性能提出了更高的要求,市场需求量不断增加聚丙烯热封膜逐渐成为发展的热点。聚丙烯薄膜等具有相对密度小、机械强度大、热封温度低、透光性好、阻隔性好、挺度好等优点,应用范围广泛,特别适于服装、食品及各类日用品的包装。
我国双向拉伸聚丙烯(BOPP)薄膜市场需求大,BOPP工业发展迅猛。BOPP可以应用于高端功能性薄膜如镭射膜包装领域,镭射包装材料不仅外观效果出色,还具备技术防伪功能,一直是世界包装印刷行业的高端前沿产品。镭射包装材料对原料的要求比较高,原材料必须光泽性能高、热封性能良好。当前,国内生产的镭射膜产品使用的原料主要是丙丁二元无规共聚聚丙烯,该材料可以实现生产过程中小分子析出物少,并且成品薄膜的光学性能高。中国石油化工股份有限公司北京燕山分公司(以下简称“燕山石化”)生产的聚丙烯F5005B,产品质量稳定、性能良好,可以很好地满足镭射膜生产原料的相关要求。以下对聚丙烯F5005B的开发进行详细介绍。
1 指标和结构
1.1 F5005B的性能指标要求
结合激光防伪镭射膜的性能要求和气相法聚丙烯技术特点,制定了气相法激光防伪镭射膜用聚丙烯专用料的攻关目标。具体性能指标见表1所示。
1.2 分子链的结构
单体的引入破坏了原有的丙烯分子链的规整结构,增加了分子链的柔性,降低了其结晶性能,降低了产品的熔点。如果共聚单体均匀的分散可以降低产品的熔点,当时如果共聚单体发生联排,则会产生一些非结晶聚合物,这部分聚合物不但无法降低产品的熔点,反而会形成无归组分,影响薄膜的性能。乙烯比1—丁烯更容易形成可溶于正己烷的橡胶态的可抽提物质,因此在选择单体的种类的时候就要考虑到无归组分的影响因素。
2 生产过程和产品质量控制
2.1 聚合工艺条件的确定
在气相法聚丙烯装置上使用合适的催化剂体系,需要对聚合生产的工艺条件进行研究确定,而且在生产时,其宏观物性与微观结构密切相关,在生产过程中其共聚行為可能也会发生变化,因此需要对共聚的工艺条件进行研究,以保证产品的微观结构和宏观性能。
2.1.1 聚合温度的确定
随着聚合温度的降低,其相对冷却水系统的温差降低,引起顶部换热器传热能力下降,从而限制了生产负荷;另外在气相反应器中,如果反应器中粉料床层变湿,会产生发粘和结块现象,因此在循环气露点和反应器温度之间的温差必须是足够高,确保急冷液在反应器内全部汽化而不会有过量液体存在。而丁烯—1比丙烯更容易液化,引入丁烯—1后需要保持更高的温差才能避免粉料结块床层变湿,减少结块现象,因此理论上引入丁烯后需要更高的反应温度。
在实际生产中,需要综合考虑以上影响因素,通过不断的实践摸索,最终找到最佳的聚合温度,才可以既保证了产品性能、保持了较高的生产负荷,又解决了块料的产生。
2.1.2 聚合压力的确定
聚合压力对聚合反应的主要影响在于对反应器中循环气露点的影响,反应器压力降低将会降低反应器循环气露点温度,反应器压力的低限值是指冷却水将不再冷凝反应循环气。在循环气露点和反应器温度之间的温差必须是足够高,确保急冷液在反应器内全部汽化而不会有过量液体存在。为了保证在循环气露点和反应器温度之间的温差控制在10℃,需要适当调整反应器压力。
另外,反应器压力将会影响反应器气相中的各组分分压,提高反应压力会提高催化剂活性和产率。而降低反应器压力将会降低催化剂活性。由于引入丁烯后使催化剂活性上升,但是不足以弥补反应器压力降低而导致的催化剂降低。因此为了保持活性,最好保持较高的压力。另外降低压力,将会降低循环气露点,导致撤热困难,影响生产负荷。因此在实际生产中,需要综合考虑反应器压力的影响因素。通过不断的调整摸索,确定了最佳的反应器压力。
2.1.3 反应釜料位的确定
反应器低的床层料位将导致2个后果:①催化剂活性差;②由于催化剂喷洒在搅拌器暴露的金属表面上可造成细丝和块料的生成。高的床层料位也将导致2个后果:①粉料推动困难;②在粉料床层形成热点,这也可导致细丝和块料的生成。稳定粉料床层对维持产品性能和总体反应器控制很关键。
设计使用核子变送器仪表测量物料的密度,原理是在容器一侧发出一束辐射光束直接穿过物料层,到达容器另一侧的接收器。通过物料床层被吸收的射线量是和物质质量成比例,将其转换为一个料位读数。
为了保证反应釜的实际料位恒定,随着反应釜的压力变化,显示料位和相应的发生变化。图1是反应釜待料停车期间,反应釜实际料位不变的情况下,反应釜料位与压力的变化趋势。根据此变化规律,寻找出生产激光防伪镭射膜用聚丙烯专用料时反应釜控制压力下的料位。
2.2 产品质量控制
2.2.1 分子量的控制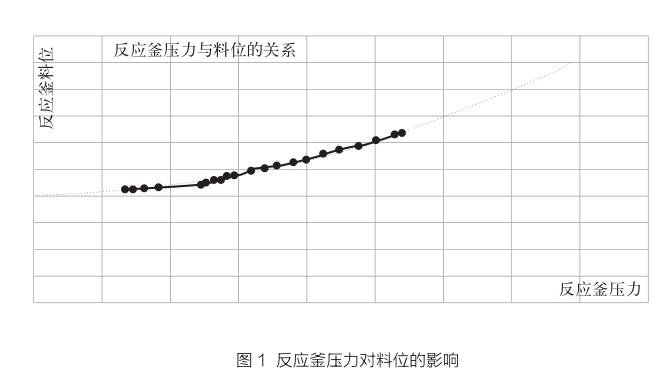
为了达到目标产品要求的分子量适中,因此在生产过程中需要稳定控制,以保证目标产品重要指标达标。
Innovene工艺生产技术产品的熔融指数(分子量)靠反应器中的H2/C3=串级调节控制的,实际反应器中的氢气的含量和丙烯的含量都是通过在线色谱分析得出的,通过计算机自动计算得到实际的H2/C3=,然后通过APC进行自动控制氢气的加入量,从而实现成品的分子量的精确控制。
影响熔体流动速率(Melt massflow rate,MFR)的因素很多,反应器的负荷、催化剂的加入量、改性剂和助催化剂的比例等,都会对于产品最终的分子量造成影响。因此控制好反应器内部的H2/C3=的稳定,是控制产品分子量稳定的关键。在实际生产中,要定期对于在线色谱仪表进行标定和校验,以保证各个气相组分的真实稳定,从而控制好最终产品的质量。
2.2.2 丁烯含量的控制
總丁烯含量是指最终产品中的丁烯数量。在控制方案中,由分析仪测量循环气的组成,调节聚合级丁烯的加入量以达到目标C4=/C3=比,通过增减丁烯加入量,控制最终产品的丁烯含量。
在生产时,引入丁烯主要是降低了聚丙烯的热封温度。丁烯含量增加,将使粉料的粘度增大,非常容易导致反应釜结块,出料线堵塞,旋转下料阀卡停等操作问题产生。装置改造之初的丁烯只能是操作人员根据负荷计算丁烯加入量,丁烯调节阀打自动。由于负荷在1t范围内上下波动,准确性比较差,不能控制精确加入。通过总结生产过程中经验,对DCS的丁烯系统进行改造,增加使用负荷的比值来控制丁烯的加入量(并将此推荐值增加移动平均值),这样确保了丁烯能够精确控制加入,使最终产品丁平稳,提高了产品质量。
目标牌号由于其特殊的性能要求,因此为达到产品中丁烯的目标值,根据产品分析数值、热封温度及厂家使用要求进行调整。在试验生产过程中,根据研制的结论和生产的实际经验,确定了第一反应器C4=/C3=的控制范围,并根据每小时分析第一反应器粉料丁烯含量的结果,对第一反应器的C4=/C3=的控制进行了适当调整,达到了产品要求的丁烯含量。经过不断的摸索,调整丁烯/丙烯比,找到了比较合适的丁烯含量的范围,提高了产品的质量。
3 生产难点的解决
3.1 生产中的粉料发粘及结块问题
F5005B生产期间由于反应器中加入大量的丁烯进行共聚,生成的粉料的流动性变差,而且由于产品的粉料熔点较其他产品低,在生产控制过程中,如果控制反应温度波动较大,反应器床层局部温度过高或者内部存在热点,粉料在反应器内熔融结块,严重时堵塞出料管线,将导致停车。特别是在生产和过渡时,如果丁烯浓度稍高,超过丁烯的临界点,则都会导致反应釜内结块,生产无法继续。
在第一次试生产时,生产的粉料有大量小块,并且粉料发潮,粉料几乎能够粘在一起,不发散。在生产过程中,通过不断优化工艺方案,但是还有块料产生,导致旋转下料阀下料不畅,旋转阀电机电流波动很大。根据生产过程不断优化的改进措施如下:
优化前过渡方案,合理控制丁烯的加入顺序丁烯进料速率,特别是避免丁烯过量加入,反应器内丁烯浓度过高;优化后过渡步骤,通过不断摸索找到了后过渡中丁烯停止加料的步骤,避免了后过渡过程中的块料产生;对3个旋转下料阀的控制系统进行优化,减少了旋转下料阀的卡停次数;在生产中保证装置负荷稳定,不发生波动,避免粉料出现黏连的现象;调整反应器内控制温度,优化PID设定,减少波动;及时调节急冷液流量,使温度控制在稳态,避免大幅度波动。
在实施一系列的改进措施和改造项目后,生产期间粉料的粒型明显变好,粉料的发粘现象明显好转,尤其是在前、后过渡期间,效果明显改善,改造后旋转加料阀控制电流平稳。
3.2 生产中的MFR波动问题
MFR反映了树脂熔融流动性的好坏,对于BOPP专用树脂来说,MFR波动会造成破膜率的升高以及薄膜厚度不均,因此MFR波动越小越好。MFR波动主要由以下几个问题导致:放空区进入氧气,导致筒体树脂氧化;筒体温度高,树脂混炼过强;F412粉料料仓串料,导致MFR不均。
针对以上几点原因,技术人员进行了大量的攻关和改造,对造粒系统进行了调衡,保证造粒系统MFR稳定:调整放空区氮气加入量,在保证树脂不氧化,同时保证正常生产;调整筒体温度,保证树脂的混炼程度;前后过渡时,将F412粉料料仓分别进行吃空。
3.3 过渡时间长的问题
由于丁烯在反应釜系统中极难脱除,导致后过渡时间长,产生大量的过渡料。气相法聚丙烯装置在生产其他牌号时进行相互切换,时间大约为6~8h,而在F5005B进行过渡时,过渡时间超过10h。
为了缩短过渡时间,减少过渡料的产生,实施了一系列的改进措施:在实际生产中提高了改性剂储罐的压力,缩短改性剂的过渡时间;在生产的过渡期间,利用粉料MFR接近的牌号进行过渡;及时根据分析结果调整丁烯加入量;及时调整氢气加入量,使MFR达到目标牌号的中心值。
在实施改进措施后,过渡时间明显缩短,过渡时间控制在了8h以内,为完成装置各牌号的生产任务和减少过渡产品奠定了基础。
3.4 产品鱼眼较高
聚丙烯F5005B所生产的薄膜用途越来越广,用户对其外观要求也越来越高。鱼眼(薄膜上晶点)的多少直接影响到激光防伪镭射膜的外观,此外也会影响到印刷、复合的效果。在生产过程中采用的控制方案具体为:切正式料仓之前,将造粒的过滤网更换为更高目数的过滤网;粒料料仓在切换之前,对目标料仓进行空掺空送,检查闸板阀是否到位,将一切可能混料的原因都进行检查,避免粒料掺进其他牌号产品。
在实施改进措施后,产品晶点明显减少,产品可以很好地满足用户的加工应用要求。
3.5 丁烯难脱除
聚丙烯粉料中夹带的未反应的丁烯和丙烯单体在袋滤器中进行分离,但是不彻底。在脱气仓中利用汽提氮气进一步进行脱除,在原有的脱气仓的温度和压力下,能够保证丙烯和乙烯能够完全脱除。但是,由于丁烯的凝点高,此温度和压力下常温汽提氮气无法将丁烯脱除干净,导致粉料输送系统中可燃气含量超高,甚至粒料料仓可燃气含量也会超标。
为了降低粉料中残留的丁烯的含量,在生产过程中采用多种方案进行控制:必须控制好汽提氮气的温度,因为产品的熔融温度低,在保证粉料中残留的丁烯单体脱除的同时,粉料不能熔融;提高汽提氮气的用量;提高脱气仓的控制料位,提高粉料的停留时间。
通过调整能够有效脱除粉料中残留的丁烯单体,并且脱除丁烯等可燃气,脱除出丁烯等烃类的尾气,可通过后续的吸附系统进行吸附回收,脱附后的丙烯、丁烯等轻烃返回裂解装置。此举很好地避免了由于丁烯难脱除而造成的消耗高的问题。
3.6 切粒难题
激光防伪镭射膜用聚丙烯专用料F5005B由于其粉料粘性较高,因此造粒单元的生产难度较大。主要是其基础粉料的粘性高、树脂流动性不好,在造粒切粒的过程中易产生粘粒、连粒、大小粒,严重时甚至出现块料,不但影响了产品的外观质量,还影响了造粒机组的正常生产。
在实际生产过程中,根据丁烯变化情况,提前调整开车阀开度、齿轮泵吸入口压力、颗粒水温度、热油温度、切刀轴松开/锁定时间、切粒机转速等工艺参数,平稳造粒机的控制条件,解决了造粒切粒困难的问题。
在对造粒机组的工艺控制参数进行综合调整后,生产期间切粒困难的问题得到了解决,生产的产品粒型良好,成品外观检验达到优级标准。
3.7 助剂分散困难
激光防伪镭射膜用聚丙烯专用料F5005B的晶点取决于助剂分散效果,若助剂加入太多,将会使产品晶点增多。因此,助剂的加入量非常重要。在生产中,助剂的加入过程中由于分散性不好,导致成品的晶点增加,影响了产品的质量。
为了确保在造粒过程中,助剂在产品中能够均匀分散,采取了以下措施:通过试验使用情况,确定了合理的助剂用量,并在生产过程中严格控制,确保助剂加入量平稳;完善助剂配制程序,在加入助剂前,对助剂进行拍打,尽量使助剂松散;在配制助剂时适当延长搅拌时间,以保证助剂在造粒过程中能够均匀分散。
在生产期间改进了助剂的分散问题之后,粒料的鱼眼指标得到了有效的控制,产品的晶点有了明显的改善。在将上述改进措施作为装置生成的常规操作后,产品质量稳定提高。
4 生产情况及产品性能评价
4.1 生产情况
从2015年3月开始,燕山石化使用激光防伪镭射膜用聚丙烯专用料F5005B在气相法聚丙烯装置上进行了多次生产试验,并通过对装置进行技术改造,完善工艺流程;同时,不断调整和改进生产工艺条件,最终形成了合理稳定的技术路线。截至2019年10月,已生产F5005B产品 2 928.475t。
4.2 产品综合性能评价
4.2.1 正己烷萃取物性能
F5005B和对比样品正己烷萃取物的分析如图2所示。
激光防伪镭射膜专用聚丙烯F5005B的正己烷萃取物低于GW—F样品,较少的小分子物析出物,减低粘辊现象,有利于BOPP薄膜的加工生产。
4.2.2 力学性能
F5005B和对比样品GW—F力学性能的分析如表2所示。
从表2中的数据可以分析出F5005B和对比产品相比,拉伸应力和模量、硬度等性能都稍高,表明F5005B具有更好的刚性性能。
4.2.3 热封性能
F5005B被广泛应用于BOPP的热封层领域。BOPP烟膜的热封性能主要体现在热封强度以及初始热封温度,热封强度主要指在固定温度下黏合后薄膜的牢固性,初始热封温度主要是指薄膜开始软化,具备黏合能力的温度。
将BOPP薄膜在1s、0.3MPa条件下,进行不同温度热合,用万能拉力机进行热合强度测试。在120℃时,F5005B的热封强度高于GW—F,从热封曲线上,也明显优于对比产品(图3)。
4.3 用户使用情况
F5005B能满足低、中速的包装需求,在高速(大于500m/min)包装领域可进行单面热封薄膜生产。国内近二十余家薄膜生产企业对所开发的产品进行了试验评价,部分企业形成了稳定采购使用。其中,在广东德冠包装材料有限公司将其用于镭射膜的热封层,该产品生产过程中挤出机压力稳定,成膜性良好,生产出来的镭射膜膜面的平整度、光泽度等物理性质能满足企业生产指标要求。在中山永宁包装薄膜制品有限公司进行BOPP的珠光膜生产,评价结果显示与进口产品性能相当。目前F5005B在该公司已完全取代进口原料,实现热封料的采购国产化。在青岛英诺包装科技有限公司进行烟膜的生产评价,将F5005B和TPC的FL5612对比,发现两者所生产的BOPP双面热封薄膜力学性能相当、热封强度相當。此外,其他下游用户对F5005B的产品评价结果显示,在生产速度从300m/min上升到500m/min,单面热封生产可满足性能需求,制备的薄膜透明性和热封性好,在小分子析出物上有了很大改进,薄膜烫伤、擦伤的现象减少。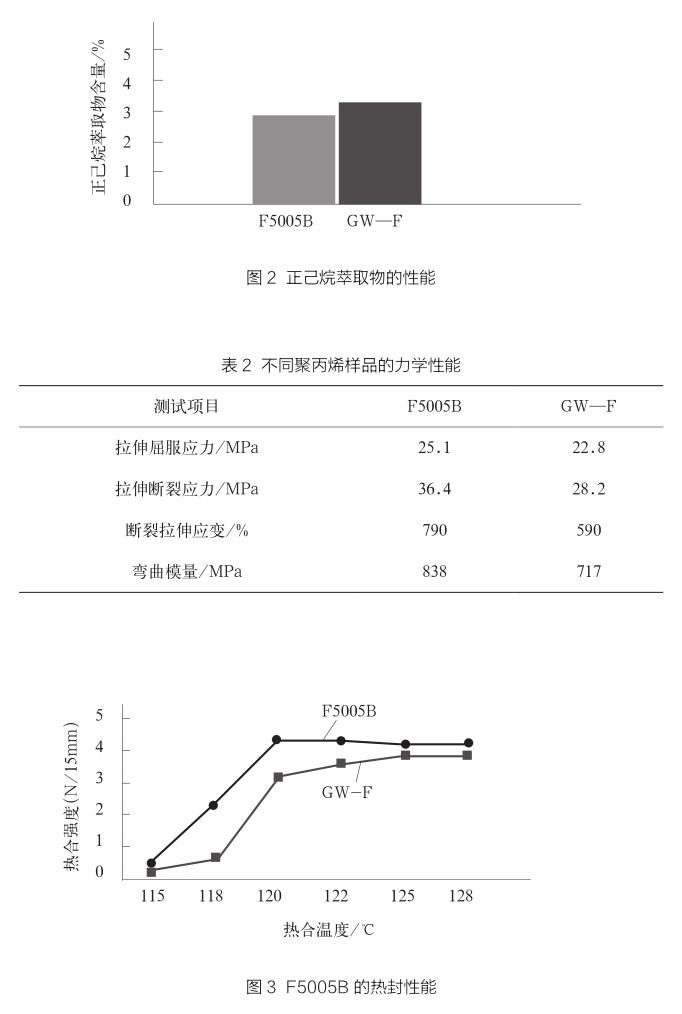
5 结语
通过对激光防伪镭射膜专用聚丙烯F5005B性能指标、分子链结构及聚合工艺条件的确定,进行了分子量和丁烯含量的控制,进而解决了粉料发粘及结块、反应釜撤热困难、过渡时间长、晶点多、丁烯脱除困难及切粒困难等问题,使生产过程稳定并提高了产品质量,使产品各方面性能得到下游用户认可;此外,通过对薄膜性能的研究表明,采用F5005B生产的BOPP薄膜的加工性、光学性能、热封性能达到了国外相关产品的水平。
