BIM技术在管道焊接质量控制及工艺管理中的应用
2020-08-09唐军
唐 军
(湖南六建机电安装有限责任公司,湖南 长沙 410000)
工程建设中,管道安装占有相当大的份额,管道连接除了螺纹连接、法兰连接,还大量采用焊接连接。作为输送物料、介质的各种管道,可以根据其材质、工作条件等分类,按材料分有碳素钢、合金钢、不锈钢、铸铁、有色金属管道等,按设计压力可分为真空管道、低压、中压和高压管道。由于管道的工作条件千差万别,因此对管道焊接的质量要求也不同,由此产生的焊接工艺参数种类繁多。而通过BIM技术,在深化后的模型中,按照不同的管道类型、材质、压力等级,添加管道焊缝,同时在加工过程中收集好焊接工艺参数,并输入模型中,形成完整的焊缝信息数据库,方便焊接工艺的有效实施。
1 施工过程中焊接质量控制的重难点
(1)管材及焊材的质量控制。施工单位应具备完善的材料管理体系,保证材料的规格、型号符合设计要求。现场材料员根据到货凭证核对材料的名称、规格、型号、数量和质量证明等资料是否与实物相符,并将检验合格的材料入库,登记上账。材料发放时,一定要核对材料的工程项目、规格、型号和数量,以防有误。焊材的存放一定要有专门的焊材库,并有湿度检测装置及除湿设施,现场使用的焊条必须烘干,操作人员需使用保温桶存放,以防返潮。
(2)坡口及管道组对控制。坡口加工前,需按工艺要求设计坡口(见图1),在现场条件允许的情况下,应尽量采用等离子弧、氧乙炔等热加工方法进行坡口加工,坡口加工完成后必须去除表面的氧化皮、油污等杂质。管道接头组对应在确认坡口加工、清理质量后进行,管道接头的组对定位焊是保证焊接质量,促使单面焊双面成形的关键所在。

图1 单V形坡口
(3)焊接工艺控制。管道焊接作业前,施工单位应提供合格有效的焊接工艺评定报告,并依据此工艺评定报告和施工场地的实际条件编制焊接作业指导书或焊接工艺卡。施焊前,由项目技术负责人对焊接作业人员进行详细的技术交底,内容包括焊接材料、工艺参数、焊前预热、层间、后热、无损检测等,促使他们掌握具体的工艺参数(见表1);同时,检查作业人员、设备、材料、施焊环境与管道坡口,确认符合要求后方可施焊。作业过程中,施工管理人员应随时检查各工艺参数的执行情况,以及焊缝表面的成形质量。
(4)焊接环境控制。压力管道的焊接质量要求高,因此在焊接作业时,必须提供满足要求的施焊环境。下雨或雪天,应停止施焊或搭设临时遮雨棚;环境温度低于0℃时,应采取预热或保暖措施,保证施焊温度满足要求;手工电弧焊风速超过8m/s、气体保护焊风速超过2m/s时,应有挡风措施;相对湿度达到90%时,应停止焊接作业。
(5)焊接检测控制。焊接作业完成后,必须自检合格,对有无损检测要求的焊缝,应及时进行无损检测;对于检测不合格的焊缝,返修应不超过2次,每次返修应制定合理的返修工艺。
2 BIM技术在焊接质量控制中的应用
(1)三维焊缝的位置添加。在机电深化模型完成后,通过确定管材的实际长度、管配件的接口位置以及考虑最佳的施焊位置等综合因素后,在三维模型的相应位置建立焊缝,得到带有焊缝的三维模型(见图2)。三维焊缝的位置必须充分考虑实际施工的需求,根据实际采购的管道长度进行综合布置,并按规范要求预留合理的间隙。
(2)三维焊缝的信息录入。三维焊缝的信息分2步录入,第一步是焊前信息录入,即在管道焊接前录入工艺参数;第二步是焊后信息录入,即在施焊完成后复核并录入所有的原始参数,由此形成完整的焊缝信息库。①焊前信息的录入包含管材钢号、焊缝编号、坡口信息、施焊参数的录入。其中,管材钢号的信息主要指管道的材质及厚度;焊缝编号应对每个焊缝形成唯一的识别码,方便后期焊缝位置及信息的检索;焊缝坡口信息包括接头形式、角度、间隙等;施焊参数包含焊接方法、焊接位置、焊前预热、焊接电流、电弧电压、填充材料、焊后热处理等参数。②焊后信息的录入包含实际施焊参数、焊工代号、检验信息的录入。其中,实际施焊参数的录入必须基于现场原始参数的记录进行,通过焊前与焊后信息的对比,形成更加完善的焊缝数据库;焊工代号的录入主要用以记录施焊人员的信息,方便后期企业的焊工业绩管理;检验信息的录入,主要用以记录检测方法、检测结果及合格与否。在三维模型的基础上构建产品的焊接信息模型,主要包括焊缝坡口信息、工艺信息、施焊信息及检验信息,以在构建完成的焊接信息模型中,双击焊缝所在位置即可查看焊缝的属性信息,并能根据不同的属性值查询、筛选出所需查看的焊缝。

表1 工艺参数表

图2 三维焊缝模型
(3)基于BIM技术的管道组对。管道组对是焊缝质量的重要保障,依据建好的三维焊缝模型,出具管道下料清单,并对各位置的管段进行编号。每段管道必须有唯一的编号,方便管道组对时选用正确的管段。根据下料清单进行下料后,依据焊接作业指导书进行坡口制作,坡口的角度、钝边厚度应能满足规范的要求。坡口加工完成后,进行管段的组对,组对间隙应严格控制,要既能满足规范要求,又能保证按模型施工。
(4)基于BIM技术的焊接技术交底。通过BIM技术的可视化及模拟性,将焊接工艺信息及三维尺寸信息以动画及工艺卡的形式进行直观的交底,通过模拟现场施焊环境来客观反映焊接的具体要求,以动画交底的方式表达焊接工艺参数的实施。结合BIM技术进行焊接技术交底,可以更直观地呈现焊接的工艺设计,并将技术要点清晰明了地体现在动画视频中,帮助施工人员更深入地理解焊接工艺。
3 BIM技术在焊接工艺管理中的应用
(1)施焊工艺管理。焊缝质量管理的基础是施焊工艺管理,制定良好的施焊工艺可以确保焊缝的成形,做好焊接交底是确保施工人员严格按照作业指导书执行的保障,焊后工艺参数复核是提高工艺设计的方法,因此加强施焊工艺管理至关重要。通过BIM技术建立三维焊缝信息模型,可以针对每一个焊缝进行工艺设计,监督施焊过程的执行情况,同时反馈工艺设计的优良情况,让工艺管理真正落到实处,并不断完善。
(2)焊接成本管理。三维焊缝管理不仅可以用于技术管理,对项目焊材管理及人工管理也可以形成有效的监督控制作用,通过三维焊缝模型,可以生成焊缝信息统计表(见图3),形成备料计划;同时可以通过模型导出管段明细表,形成管道分段表,并通过合理的管道分段排布,减少管道焊口数量及余料的浪费。在三维焊缝模型中,通过单独统计焊缝的填充量,可以形成有效的焊材备用量,并通过劳务班组限额领料措施,对焊材的领用形成细化管理,减少焊材的浪费。在施焊完成后,通过抽取不同的管材、焊接方式、规格的施焊管道进行焊工用时统计,并输入模型中,形成项目的用工统计表,通过综合分析,形成单位工程的用工分析,为今后项目用工控制提供有效的依据。
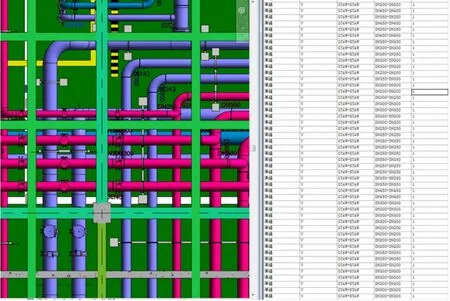
图3 焊缝信息统计表
(3)焊缝信息管理。通过添加焊前工艺参数和焊后原始数据,把所有焊缝信息集成在BIM模型中,形成可以追溯的焊接信息模型,方便竣工阶段管道焊接信息的查询、修改和统计,为管道的焊接工艺设计提供有效的支撑,也为后期管道运维管理提供更便利的查询通道。
4 结束语
三维焊缝信息管理主要利用了BIM技术的集成化、可视化及信息化的特点,将所有焊接信息都集成到焊缝信息模型中,形成完整的焊接信息库,并可对焊缝属性进行添加与修改,减少技术人员的工作量。此外,三维模型还可进行管材统计、焊材统计、用工统计等统计分析工作,充分利用焊接数据,提高工作效率。大数据时代的来临,也引发了建筑施工行业的变革,BIM技术作为一种新的技术管理工具,合理有效地加以利用,必能为项目建设提质增效。