JB/T6347.3—2019《齿轮倒角机第3部分:技术条件》标准解读
2020-08-07本刊
2019年5月2日,工业和信息化部发布JB/T6347.3—2019《齿轮倒角机 第3部分:技术条件》。本标准替代 JB/T6347.4—2006《齿轮倒角机 第4部分:技术条件》,为修订标准。主要起草单位为重庆机床 (集团)有限责任公司。JB/T6347.3—2019于2020年1月1日实施。
JB/T6347.3—2019规定了齿轮倒角机设计、制造和验收的要求,适用于最大工件直径125mm~800mm的齿轮倒角机。
1 标准编制原则
JB/T6347.3—2019在修订过程中认真贯彻执行工业和信息化部、中国机械工业联合会有关行业标准制修订管理办法,并本着科学性、合理性和可操作性及如下原则进行标准修订工作:
1)标准制定符合市场需求的原则;
2)标准制定内容必须体现先进性、前瞻性、合理性、可操作性;
3)符合现行相关法律、法规、规章的要求,与其保持一致;
4)积极采用国际标准和国外先进标准;
5)积极采用先进技术和科技成果,并将其转化到标准之中;
6)标准在技术内容设置上与相关国家标准或行业标准协调一致;
7)按照GB/T1.1—2009《标准化工作导则第1部分:标准的结构和编写》等规定进行编写。
2 标准修订前后差异
JB/T6347.3—2019 替 代 JB/T6347.4—2006,与JB/T6347.4—2006相比主要技术变化如下:
1)标准名称修改为 “齿轮倒角机 第3部分:技术条件”;
2)取消了 “引言”;
3)将规范性引用文件中引用的标准用现行标准代替;
4)本标准引用的GB/T9061—2006《金属切削机床 通用技术条件》有相应规定,因此本部分取消了有关 “润滑系统”、 “液压系统”、“布局与外观”及 “其他试验”要求;
5)增加 “安全卫生”要求;
6)增加机床灰铸铁件的要求;
7)增加 “包装”要求 (见本版的第10章)。
3 解决的主要问题
JB/T6347.4—2006自发布实施以来,已经有10年的标龄,标准中所引用的标准及部分技术内容与现行标准要求均有所不同,不能对当前产品设计、制造、检验和验收起到有效的指导作用,为了适应市场的需求和用户的需要修订本部分,以规范它们的设计、生产、检验和使用。JB/T6347.3—2019的修订保持了标准的适应性、先进性和准确性,解决了标龄老化的问题,对该类产品的发展和技术进步方面起了积极的作用,并促进了产品质量的提高,增强了产品在市场上的竞争力。
4 主要试验 (或验证)情况分析
JB/T6347.3—2019 是对 JB/T6347.4—2006的修订,主要是将其所引用的标准更换为修订后的最新版标准,并且对其编排格式进行了统一,其技术内容与原标准相比基本无改变,其技术内容通过原标准及GB/T9061—2006多年来的使用来得到验证,JB/T6347.3—2019的内容合理,能满足用户的需求,且明确具体,便于操作。
5 标准主要内容
(1) 一般要求
1)按本部分验收机床时,还应对GB/T 9061—2006、GB/T23570—2009 《金属切削机床焊接件 通用技术条件》、GB/T25373—2010《金属切削机床 装配通用技术条件》、GB/T 25376—2010《金属切削机床 机械加工件通用技术条件》中未经本部分具体化的有关项目进行检验;
2)验收机床时,按 GB/T25372—2010《金属切削机床 精度分级》规定的Ⅴ级精度机床的要求检验。
(2)附件和工具
1)机床应随机供应表1所列的附件和工具;
2)可按协议供应尾架、双主轴铣头、专用分度盘和特殊倒角凸轮等扩大机床使用性能的特殊附件。
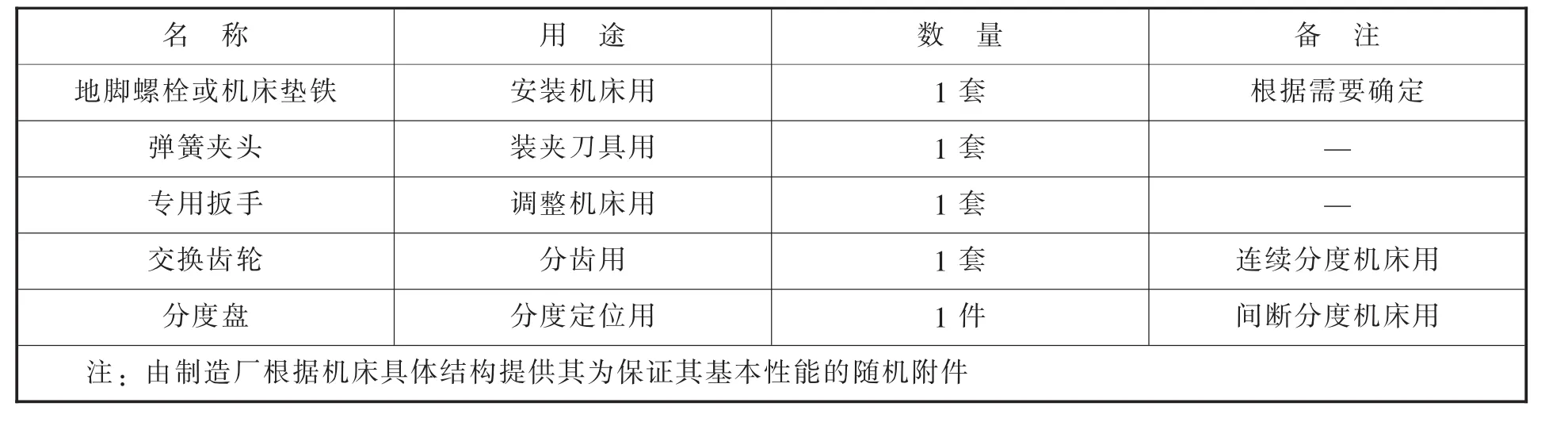
表1
(3)安全卫生
1)机床的安全防护应符合 GB15760—2004《金属切削机床 安全防护通用技术条件》、GB/T5226.1—2019《机械电气安全机械电气设备 第1部分:通用技术条件》的规定;
2)在机床加工区应设置防护罩或挡板,并应具有足够的强度和刚性,同时便于操作者的观察;
3)外露而易被尘屑磨损的导轨副应安装防护装置;
4)液压系统应能提供稳定的正常工作的压力,当压力超出设定限值,应发出警告信号或使机床运动停止;
5)按GB/T16769—2008的规定测量机床的空运转噪声,其噪声声压级不应超过83dB(A)。机床运转时,不应有异常的尖叫声、冲击声。
(4)加工和装配质量
1)机械加工件、焊接件应符合图样、工艺文 件 及 GB/T25376—2010、 GB/T23570—2009的规定。机床的装配应符合GB/T25373—2010的规定。
2)机床灰铸铁件应符合JB/T3997—2011《金属切削机床灰铸铁件 技术条件》的规定。
3)机床的床身、立柱、刀具主轴箱、工件箱、刀架滑板、工作台等重要铸件,应在粗加工后进行时效处理或在半精加工后进行二次时效处理。
4)床身与刀架滑板导轨副、立柱与刀架滑板导轨副、刀架座与刀架滑板导轨副、床身与工作台的导轨副等为重要导轨副,应采取耐磨措施,并符合材质及热处理有关标准的规定。
5)工件箱与工作台顶面的结合面,工作台壳体与床身的结合面,刀架滑板、立柱、工作台与镶条的结合面等按 “重要固定结合面”要求检验,其制造及验收应符合GB/T25376—2010和GB/T25373—2010的规定。
6)刀具主轴箱与刀架滑板的结合面,刀具主轴箱与立柱顶面的结合面等按 “特别重要固定结合面”要求检验,其制造及验收应符合GB/T25376—2010和 GB/T25373—2010的规定。
7)形成齿端倒角面运动的导轨副:如床身与刀架滑板、立柱与刀架滑板、床身与工作台、刀架座与刀架滑板等的导轨副等按 “滑动导轨”的要求检验,其制造及验收应符合GB/T25376—2010和GB/T25373—2010的规定。
8)机床各移动部件的导轨副:如立柱、刀架径向进给、工件轴向进给、尾架等非形成齿端倒角面运动的导轨副,按 “移置导轨”的要求检验,其制造及验收应符合GB/T25376—2010和GB/T25373—2010的规定。
9)带刻度装置的手柄反向空程量不应超过1/5r。
10)机床的清洁度的检测按GB/T25374—2010《金属切削机床 清洁度的测量方法》规定的方法进行,其中刀架主轴箱、工件箱内部、润滑系统、液压系统按重量法检验,其他部位按目测、手感法检验,不应有脏物:
①刀架主轴箱、工件箱内部的杂质、污物不得超过表2的规定;
②机床液压系统、润滑系统的清洁度 (抽查):在机床运行30min后,立即在液压系统(或润滑系统)回油口处取样,一般不少于200mL,其杂质、污物不应超过150mg/L。

表2
(5)机床的空运转试验
1)运转试验
在无负荷状态下,机床刀具主轴转速从低到高依次运转,每级速度的运转时间不应少于2min;用交换齿轮、带传动变速及无级变速的机床可作低、中、高速运转。高速运转时间不应少于1h,使刀具主轴轴承达到稳定温度。
2)温升试验
①主轴轴承达到稳定温度时,在靠近主轴轴承的外壳处,测量轴承的温度和温升:滚动轴承的温度不应超过70℃,温升不应超过40℃;滑动轴承的温度不应超过60℃,温升不应超过30℃。机床经过一定时间的运转后,其测量温度值上升幅度不超过每小时5℃时,一般认为已达到稳定温度;
②液压系统应在额定工作压力下连续运行,待油液达到稳定温度后,测量油液的温度和温升,其温度不应超过60℃,温升不应超过30℃。
3)主运动和进给运动的检验 (抽查)
检验刀具主轴转速和分齿进给速度的实际偏差,不应超过标牌指示值的±5%。在所有速度下,机床工作机构应平稳、可靠。
4)空运转功率试验 (抽查)
在机床运动机构空运转各级速度条件下空运转功率稳定后,按设计规定对机床主运动和分齿进给运动的空运转功率进行试验。
5)动作试验
机床动作试验一般包括下述内容:
①刀具主轴正反向转动的起动、停止应灵活、可靠,各检验10次;
②工件分齿、定位、冲程运动应灵活、可靠,各检验10次;
③刀架、立柱快速进退应灵活、可靠,各检验10次;
④立柱、滑版移动、刀架转位的运动应平稳,读数指示装置应准确、可靠;
⑤工件轴向自动进给机构应灵活、可靠,各检验10次;
⑥模拟机床工作状态,操纵机床 “急停”按钮 (或开关),连续五次,应准确无故障;
⑦用数控程序操作机床,在中等速度下分别对各坐标轴进行正、反向起动、停止 (或制动)、工作进给、快速进给及定向试验,各进行10次,动作应灵活、准确、可靠;
⑧按设计要求,对机床的各坐标轴联动、定位、直线插补、圆弧插补、进给运动超程保护、坐标位置显示、回基准点、手动数据输入、程序、序号指示和检索、程序暂停、程序消除等功能分别进行试验,其功能应可靠、动作应灵活、准确。
6)整机连续空运转试验
机床模拟工作状态进行连续空运转试验:自动或半自动倒角机,其连续运转时间不应少于8h;数值控制倒角机,其连续运转时间不应少于36h(用步进电动机驱动的连续运转时间不应少于24h)。试验时,自动循环应包括所有功能和全部工作范围,各次自动循环之间休止时间不应超过1min,整个运转过程中,机床的液压系统、润滑系统、冷却系统和其他部位均不应渗漏;转动部位的油不应甩出;润滑油路应畅通,切削液应充分;切削液不得混入液压系统和润滑系统;机床中各部分工作应正常,不出现故障。当出现故障时,应加以排除后重新进行试验。
(6)机床的负荷试验
1)机床主传动系统达到最大功率 (设计功率)的试验 (抽查)
机床应进行主传动系统达到最大功率 (设计功率)的试验。成批生产的机床应在2/3最大功率 (设计功率)的条件下进行试验,其具体试验规范由该产品设计决定,但应定期用切削的方法抽查最大 (设计)功率。
2)抗振性切削试验 (抽查)
机床应按有限功率切削试验的方法 (一般为达到主电动机额定功率或设计功率的0.7倍)进行抗振性切削试验,其试验规范 [如根据产品结构类型,选择适当的加工方式、试件 (材料和尺寸)、刀具 (材料和几何参数)、切削速度及进给量等]由该产品设计决定。试验时,机床所有机构工作应正常、稳定,无异常的尖叫声,不应发生传动带打滑、明显减速或操作手柄跳档,各种传动及变速机构应平稳、可靠,机床电气系统、液压系统、润滑系统应正常工作,无故障。
(7)机床精度检验
1)齿轮倒角机精度检验应符合JB/T 6347.2—2019《齿轮倒角机 第2部分:精度检验》的规定。在负荷试验前后均应检验机床的几何精度,最后一次几何精度检验的实测数字记入产品合格证明书中。
2)在机床中速稳定温度时还应检验下列项目 (即热检项目):
①刀具主轴回转轴线的径向圆跳动;
②工件主轴线对床身导轨 (或工作台)的等距度;
③工件主轴箱滑板移动对工件主轴轴线的平行度;
④刀具主轴轴线与工件主轴轴线对床身导轨(或工作台)的等距度或刀具主轴轴线对工件主轴轴线的重合度;
⑤尾架顶尖孔轴线与工件主轴轴线对床身导轨 (或工作台)的等距度。
3)非数值控制的齿轮倒角机,其刀架体、工作台处于工作位置时进行连续10次的重复定位精度检验,误差以指示器读数的最大差值计,其允差见表3。
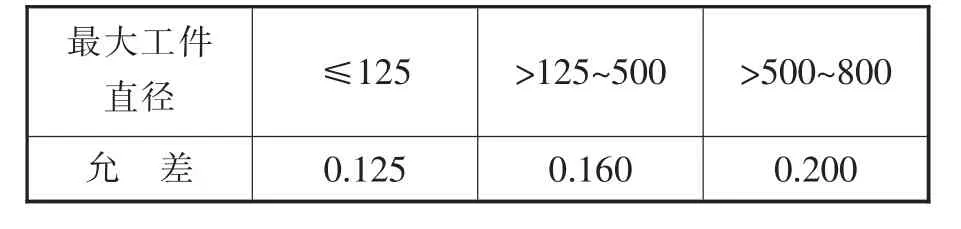
表3 毫米
(8) 包装
1)机床在包装前,应按相关规定进行防锈处理;
2)机床的包装应符合JB/T8356—2016的规定;
3)出厂的机床包装箱内,应提供一套随机技术文件。机床随机技术文件应至少包括使用说明书、合格证明书和装箱单,必要时还应提供机床的维修配件目录等技术文件。机床随机技术文件的编制方法宜符合GB/T23571—2009的规定。
6 预期达到的社会效益、对产业发展的作用等情况
JB/T6347.4—2006《齿轮倒角机 第4部分:技术条件》,自2006年颁布实施以来,对指导齿轮倒角机的设计、制造及贸易验收,起到了重要的作用。随着我国装备制造业的发展,现代化技术水平不断提高,为了更好地满足市场情况和技术发展的需要,对JB/T6347.4—2006进行修订已非常必要。修订后的新标准与其有关的配套标准一起,共同成为齿轮倒角机设计、制造及验收的重要技术依据,将进一步推动机床质量的提升以及产业结构的优化升级。
