基于质构仪的造纸法再造烟叶柔软度评价方法
2020-08-03宋成剑胡梦岩
沈 进,宋成剑,胡梦岩
上海烟草集团太仓海烟烟草薄片有限公司,江苏省太仓市港口开发区东方东路19 号 215433
造纸法再造烟叶具有密度小、孔隙度高、燃烧性好及填充能力大等特性,在卷烟减害降焦、强化卷烟风格特色、提高卷烟产品质量稳定性以及降低原料消耗等方面发挥了积极的作用,越来越多的卷烟企业把再造烟叶作为配方战略资源,并将再造烟叶定位为卷烟核心技术的重要组成部分[1-2]。造纸法再造烟叶柔软度是衡量产品质量的重要指标,与再造烟叶的填充值、手感舒适性等产品性能密切相关,并且与再造烟叶在卷烟中的应用性能呈正相关[3]。柔软度的大小不仅影响成品打包装箱工序相关工艺参数设置和装箱质量,同时影响卷烟制丝过程切片机和切丝机刀头磨损程度,引起切丝跑片、造碎等质量问题,进而影响烟丝掺配均匀性、配方比例准确性。进口再造烟叶的手感柔软性方面明显好于国产再造烟叶,因此,很多学者不断探索研究,通过物理、化学、生物等技术手段来提高再造烟叶柔软度[4-6]。
目前,再造烟叶柔软度评价方法主要是借鉴造纸行业纸张柔软度的测定方法[7],该方法只能分别测定再造烟叶横向和纵向柔软度,无法综合反映再造烟叶整体柔软度。近年来,相关技术人员不断探索了使用质构仪测定烟叶及再造烟叶力学性能[8-10],但基于质构仪测定再造烟叶柔软度还未见相关报道。质构仪可以模拟抓握过程,追踪力值变化,因此,利用质构仪开发建立再造烟叶柔软度的测定评价方法,并对不同再造烟叶样品进行检测验证,以期为改进造纸法再造烟叶加工工艺和改善产品可加工性能提供基础数据和参考依据。
1 材料与方法
1.1 材料与仪器
试验所测造纸法再造烟叶样品为部分国内再造烟叶厂家以及法国摩迪公司生产的再造烟叶,其中本研究中建立方法使用的样品为法国摩迪公司生产的再造烟叶。
TA.XT plus 质构仪(英国Stable Micro Systems公司);Climacell 404 恒温恒湿箱、Venticell 111 烘箱(德国MMM 公司);定距切纸刀(长春市月明小型实验机有限责任公司)。
1.2 方法
1.2.1 再造烟叶样品的制备
挑选无明显孔洞的再造烟叶作为待测试样品,用定距切纸刀将所有待测样品分别裁切成100 mm×100 mm 的正方形小片,每组样品各10 张,然后将样品放在温度为(22±2)℃,相对湿度为(60±5)%的标准环境内[11]平衡24 h,使再造烟叶水分分布均匀。
1.2.2 质构仪辅助支架的制备
取一带有底座的空心圆柱体支架,圆柱体内径为80 mm、壁厚为2 mm、高度为120 mm,通过螺栓将支架底座与质构仪检测平台固定。
1.2.3 柔软度的测定
①仪器校正:采用应压测试模式,检测前对质构仪的力量和高度进行校正。②参数设定:对下压探头的预压速度、下压速度、下压距离、上拉速度等参数进行设定。③样品测试:将平衡后的样品水平放置在空心圆柱体支架装置中间,启动仪器并按照设定参数运行。每个样品测试10 次,计算其所受感应力的平均值,以F值表示,F值越大,说明样品的柔软度越小,反之,F值越小,说明样品的柔软度越大。
2 结果与讨论
2.1 再造烟叶柔软度测定方法的建立
2.1.1 探头类型的选择
质构仪测试探头常见的类型有圆柱形、圆锥形、压榨板、球形、盘形、咀嚼性探头等,也有满足特殊测试需求的延伸测试装置、抗拉测试装置、轻型刀片测试装置等,探头的选择主要是根据实际情况,考虑测试要求和检测的质构特性,选择不同的测试探头及测试附件[12-14]。本研究中是利用质构仪模拟抓握再造烟叶过程时所感受到的柔软程度,通过比较可知,球形探头比较符合柔软度测定实际需求,因此,选择的探头类型为球形探头。
2.1.2 探头预压速度的选择
本研究中测定再造烟叶柔软度主要考察探头开始接触样品至下压指定距离并回复至初始位置这段时间内探头所受的最大感应力,所以预压速度对柔软度检测结果没有直接影响,但下压探头预压速度不宜太大,其原因是如果探头预压速度与下压速度相差较大时,将造成设定的下压速度与实际值不符[9]。因此,选择预压速度为5 mm/s。
2.1.3 探头下压速度的选择
不同下压速度对再造烟叶柔软度测定结果的影响见图1。可知,随着探头下压速度的增大,再造烟叶所受感应力测定值呈缓慢增加趋势,但下压速度对感应力的变异系数影响较大。当下压速度为2 mm/s时,感应力的变异系数最小,为4.716%,因此,选择下压速度为2 mm/s。
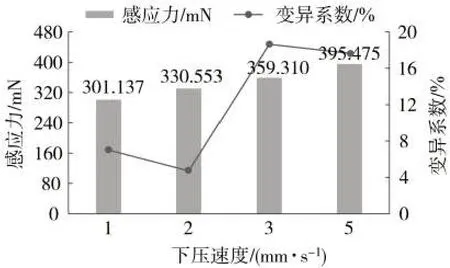
图1 探头下压速度对再造烟叶柔软度测定结果的影响Fig.1 Effect of pressing speed of the test probe on RT softness results
2.1.4 探头下压距离的选择
不同下压距离对再造烟叶柔软度测定结果的影响见图2。可知,感应力随下压距离的增大总体呈增加趋势,当下压距离大于15 mm 时,感应力测定值趋于稳定,而当下压距离大于10 mm 时,感应力变异系数呈逐渐增大趋势。当下压距离为10 mm 时,柔软度变异系数最小,为6.116%,因此选择下压距离为10 mm。
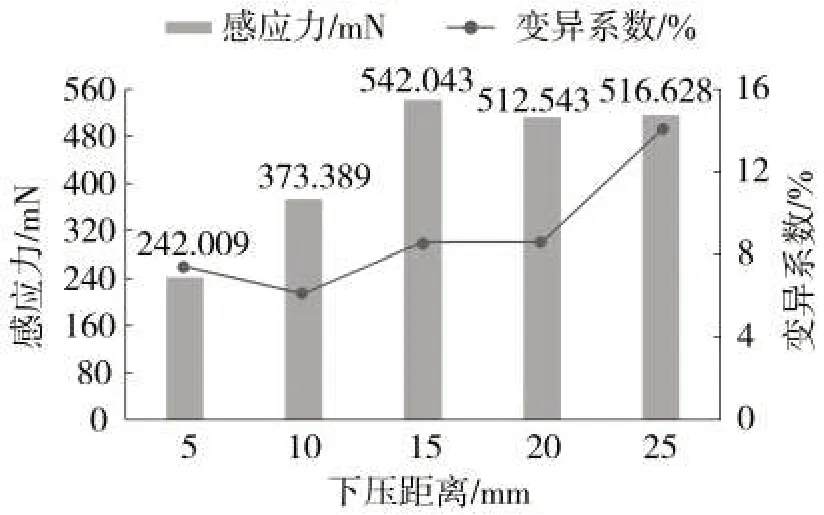
图2 探头下压距离对再造烟叶柔软度测定结果的影响Fig.2 Effect of pressing distance of probe on RT softness results
2.1.5 探头上拉速度的选择
不同上拉速度对再造烟叶柔软度测定结果的影响见图3。可知,下压探头上拉速度的大小对再造烟叶所受感应力的测定值及其变异系数影响均较小。为缩短测试时间,选择下压探头上拉速度为25 mm/s。
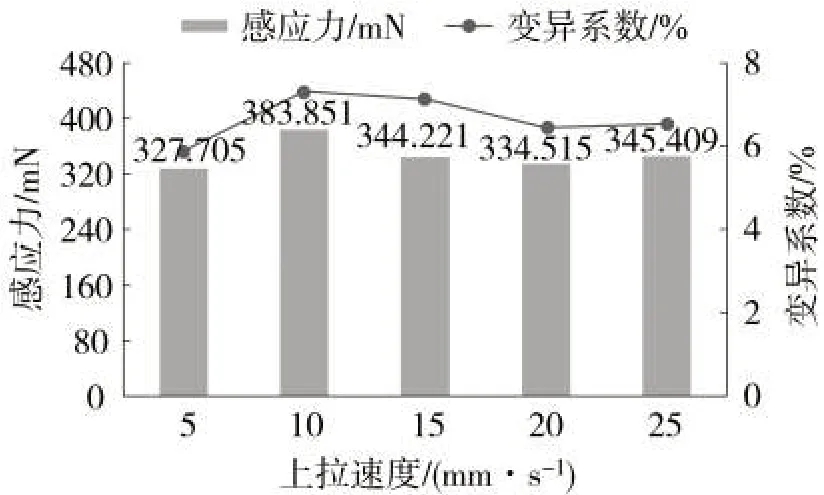
图3 探头上拉速度对再造烟叶柔软度测定结果的影响Fig.3 Effect of pulling up speed of probe on RT softness results
2.1.6 再造烟叶柔软度测定方法的验证
通过2.1.1~2.1.5 小节的研究,对质构仪测定再造烟叶柔软度的仪器参数条件进行了优选和确定,其中探头选型为球形探头,下压探头预压速度为5 mm/s,下压探头下压速度为2 mm/s,下压探头下压距离为10 mm,下压探头上拉速度为25 mm/s。
在此参数条件下,对该方法的日内、日间精密度进行考察。日内为一天内不同时间对同一样品重复检测10 次。日间为连续5 d,每天安排不同操作人员,对同一样品重复检测10 次。该方法精密度结果见表1 和表2。由结果可知,该方法日内、日间精密度分别为6.637%和3.237%,说明该方法测定结果精密度较好。
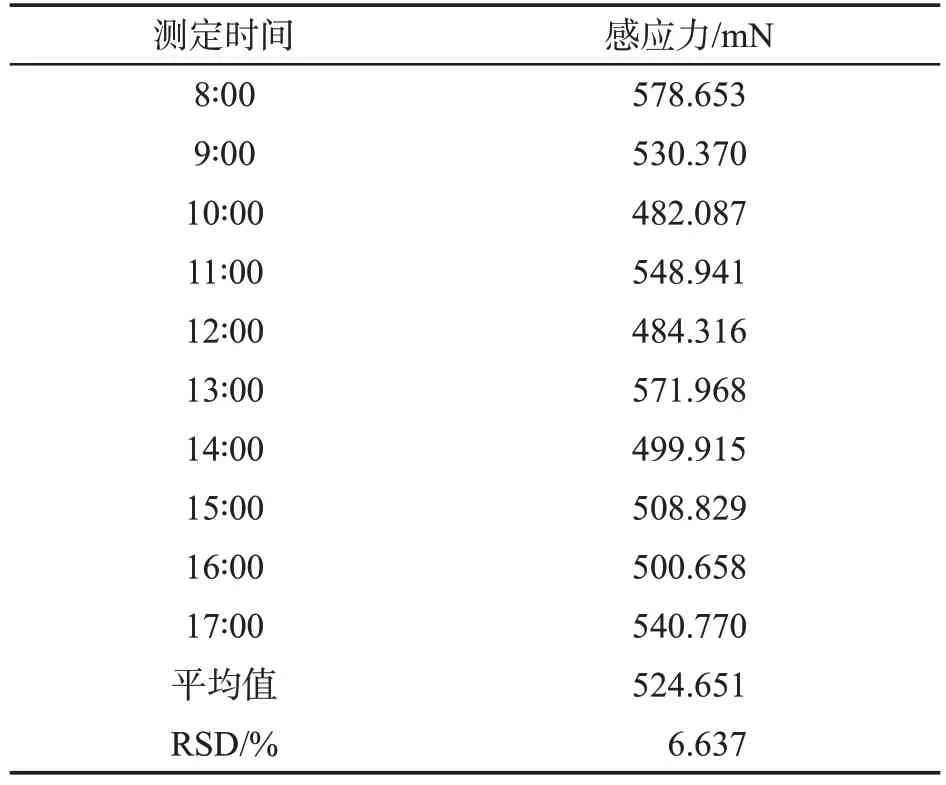
表1 再造烟叶柔软度的日内精密度实验结果(n=10)Tab.1 Results of intra-day repeatability tests on RT softness
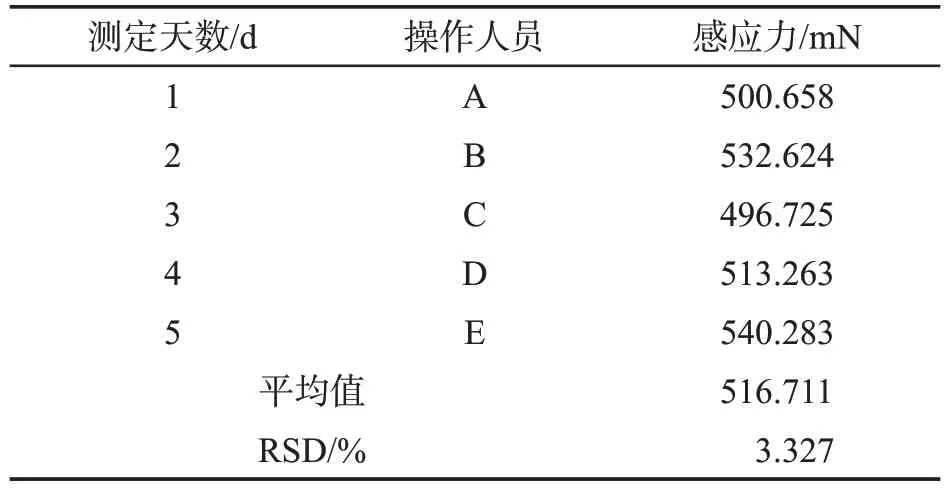
表2 再造烟叶柔软度的日间精密度实验结果(n=5)Tab.2 Results of inter-day repeatability tests on RT softness
2.2 再造烟叶柔软度的测定
2.2.1 不同厂家再造烟叶柔软度比较
根据2.1 建立的方法,对国内外厂家生产的10种造纸法再造烟叶柔软度进行了测定,其结果如图4 所示。由结果可知,该方法测定不同厂家再造烟叶柔软度的变异系数在3.616%~7.871%之间,与2.1.6 小节验证结果一致,且不同厂家再造烟叶柔软度存在一定的差异性,10 种再造烟叶感应力平均值为580.688 mN。进口再造烟叶所受感应力明显低于国产再造烟叶,说明进口再造烟叶柔软度大于国产再造烟叶。对于国内不同厂家生产的再造烟叶,国产-6 再造烟叶所受感应力最小,即柔软度最大;国产-1 再造烟叶所受感应力最大,即柔软度最小;国产-2、国产-3、国产-8 之间的柔软度较为接近;国产-4、国产-5、国产-9 之间的柔软度较为接近。
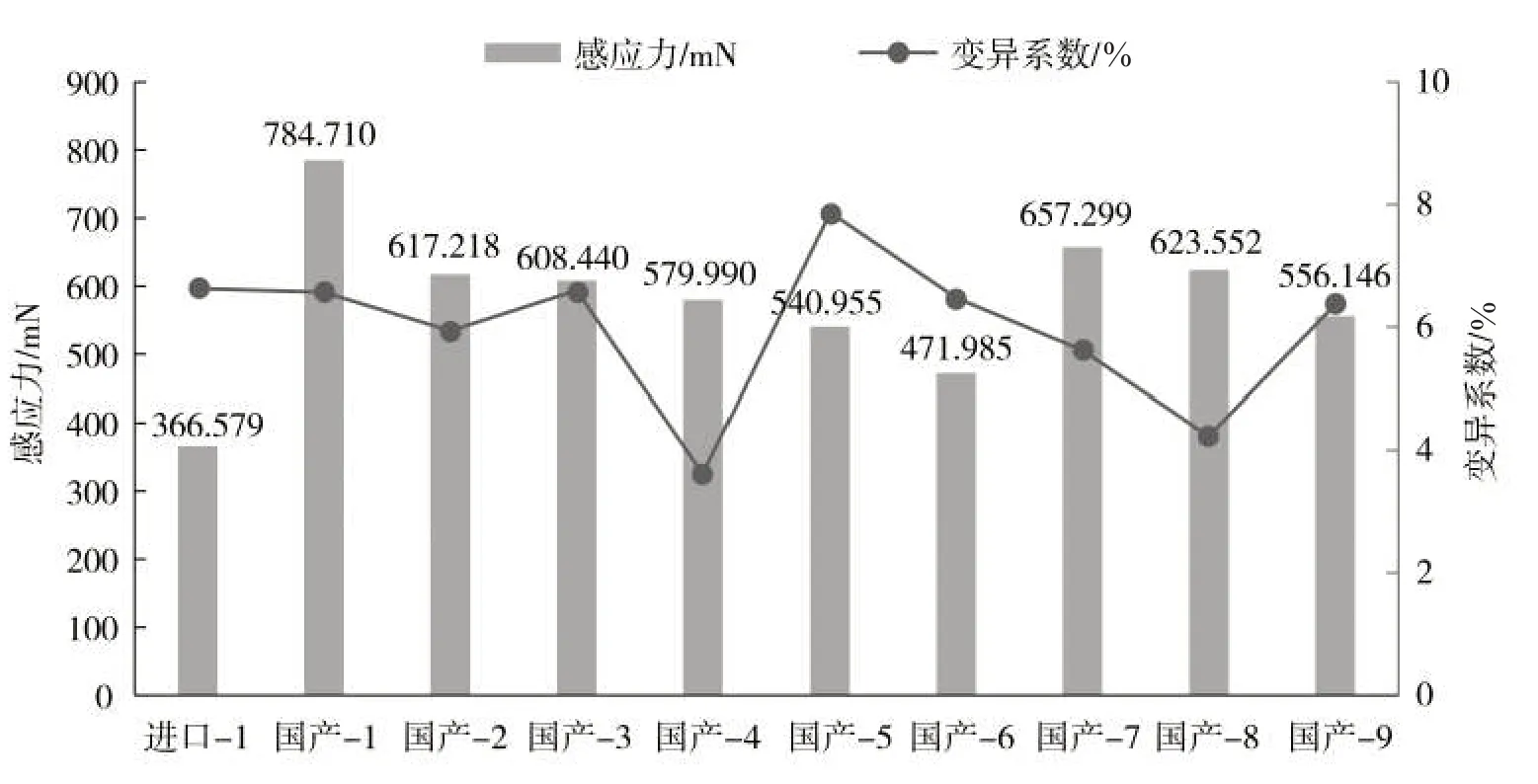
图4 不同厂家再造烟叶的柔软度比较Fig.4 Comparison of softness among RT samples from different manufacturers
2.2.2 不同含水率再造烟叶柔软度
为保障再造烟叶的切丝质量,在制丝过程中会采用增温增湿的方式提高再造烟叶含水率。将同一种待测造纸法再造烟叶样品放在温度为25 ℃,相对湿度分别为50%、60%、65%、70%、75%、80%的恒温恒湿环境条件下平衡20 min,然后用烘箱法测定不同湿度条件下再造烟叶的含水率,考察不同含水率对再造烟叶柔软度的影响,结果如图5 所示。由图可知,含水率对再造烟叶柔软度有较大的影响,随着含水率的增加,再造烟叶所受感应力显著降低,即柔软度显著提高。当再造烟叶含水率大于15.59%时,随着含水率的增加,再造烟叶所受感应力降低的趋势逐渐放缓,当再造烟叶含水率增加到22.13%时,感应力降到47.045 mN。

图5 不同含水率再造烟叶柔软度Fig.5 Softness of RT samples with different moisture contents
3 结论
(1)对质构仪测定造纸法再造烟叶柔软度关键影响因素的条件进行了优化,建立了质构仪测定再造烟叶柔软度的方法。合适条件为:探头类型为球形探头,下压探头预压速度为5 mm/s,下压探头下压速度为2 mm/s,下压探头移动距离为10 mm,下压探头上拉速度为25 mm/s。该方法日内(RSD,n=10)和日间(RSD,n=5)精密度分别为6.637%和3.237%,说明该方法测定结果重复性较好。
(2)对部分国内外不同厂家的10 个再造烟叶样品进行测定可知,不同厂家再造烟叶柔软度差异较大,其中进口-1 再造烟叶柔软度最大,国产-1 再造烟叶柔软度最小,国内厂家生产的再造烟叶柔软度最大的是国产-6,说明该方法能够反映出不同再造烟叶样品柔软度的差异。因此,该方法可以作为再造烟叶柔软度的评价方法。
(3)对不同含水率再造烟叶柔软度进行测定,结果表明,含水率越高再造烟叶柔软度越大,且再造烟叶含水率大于15.59%时柔软度的增加幅度逐渐减缓。同时结合席年生[15]的研究结果,造纸法再造烟叶手感柔软度会影响切丝质量,因此,切丝前可以适当提高再造烟叶的含水率来保证再造烟叶的切丝质量。
