基于干燥脱水量的叶丝滚筒干燥加工强度品质校正技术
2020-08-03赵云川李韶阳李琼柱乔晓辉
邹 泉,陈 冉,赵云川,李 新,李韶阳,赵 娟,李琼柱,乔晓辉*,赵 剑
1. 云南中烟工业有限责任公司技术中心,昆明市红锦路367 号 650231
2. 红塔烟草(集团)有限责任公司玉溪卷烟厂,云南省玉溪市红塔大道118 号 653100
提升叶丝制造过程稳定性、减小批间产品品质波动是目前卷烟制造企业面临的共性问题。对叶丝制造过程来说,叶丝干燥工序的加工强度对产品感官品质的影响尤为突出[1-2],该工序加工强度主要取决于所使用的热能,热能的大小受限于干燥前后的脱水量。受生产加工环境的影响,片烟至叶丝工段物料含水率散失的不可控性使干燥脱水量处于波动状态,进而导致了产品品质的批间波动,因此干燥工序对生产环境变化的适应性调控具有重要意义。目前,有关稳定叶丝干燥段加工强度的研究多集中于对干燥前后叶丝含水率控制的优化和对烘丝机设备运行模式的优化[3-7],而干燥脱水量作为表征产品加工强度的关键指标,尚缺少当干燥脱水量偏离时,如何确保产品感官品质批间较高一致性的相关研究。因此,以红塔(烟草)集团有限责任公司玉溪卷烟厂品牌为研究对象,利用均匀设计法[8-10]建立相应的产品品质特性指标回归模型,开发了基于多因素匹配的品质校正技术,旨在为干燥脱水量偏移的批次提供适宜的参数匹配,提升产品品质的批间一致性。
1 问题分析
目前大部分烟草加工企业,叶丝制造环境均未采用恒温恒湿控制。在来料参数一定的条件下,天气气候、生产时段等不可控因素对车间温湿度的影响,是导致干燥段脱水量和加工强度可控性差、批间感官质量波动的主要原因。针对此问题,以玉溪卷烟厂某品牌卷烟为例,在干燥脱水量4.5%~6.5%范围内,按照0.5%梯度抽取正常生产的卷制样品,按国标进行感官质量评价,烘丝工艺参数及感官评价结果见表1、表2。
由表1 和表2 可知:①1#~5#样品在烘丝过程中筒壁温度、热风温度、热风风量均在标准范围内,说明目前的烘丝参数控制批间稳定性较好;②干燥脱水量(以含水率的减少表示)的变化对产品的香韵、烟气、舒适性方面均有较大影响,并随变化幅度的增大影响程度也增大。
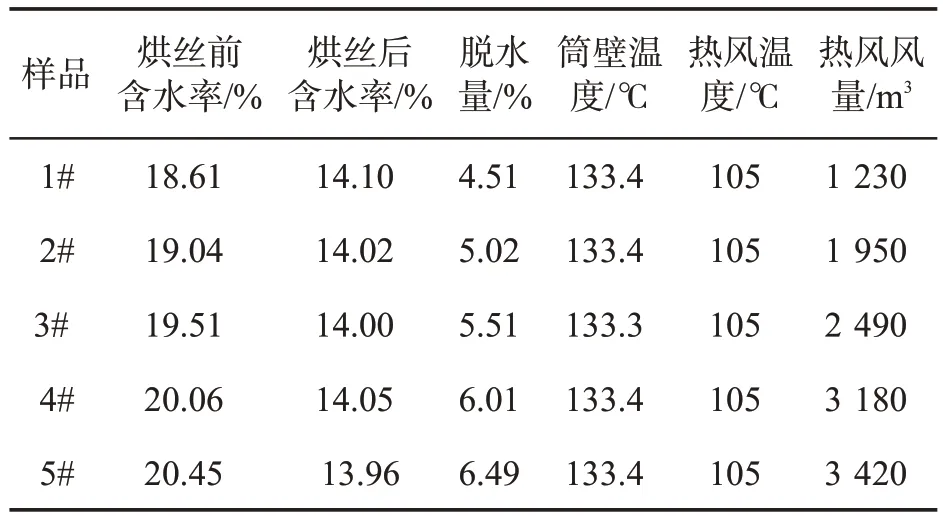
表1 不同干燥脱水量样品的烘丝工艺参数Tab.1 Cut strip drying parameters at different dehydrating levels
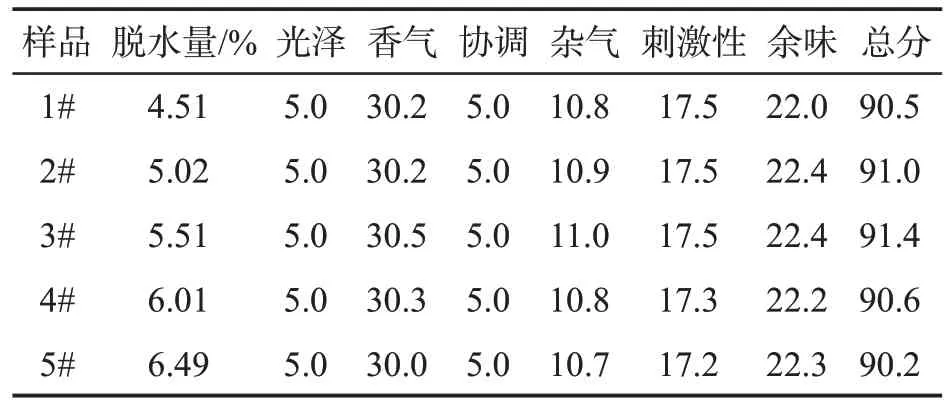
表2 不同干燥脱水量样品的感官评价结果Tab.2 Sensory evaluation results for samples with different dehydrating levels (分)
2 基于干燥脱水量的品质校正技术
2.1 干燥脱水量分级评判标准
在制丝批量试验的基础上,通过不同脱水量半成品与产品设计值的感官对比评价,确定了企业大部分在制品标准干燥脱水量值并纳入工艺标准。同时针对干燥脱水量,选择中、高端代表性品牌各1 个,以标准值为起点,等梯度制备了不同脱水量纯叶丝半成品,采用YC/T138 感官三点检验方法按90%置信区间进行符合性评价,评价结果见表3。
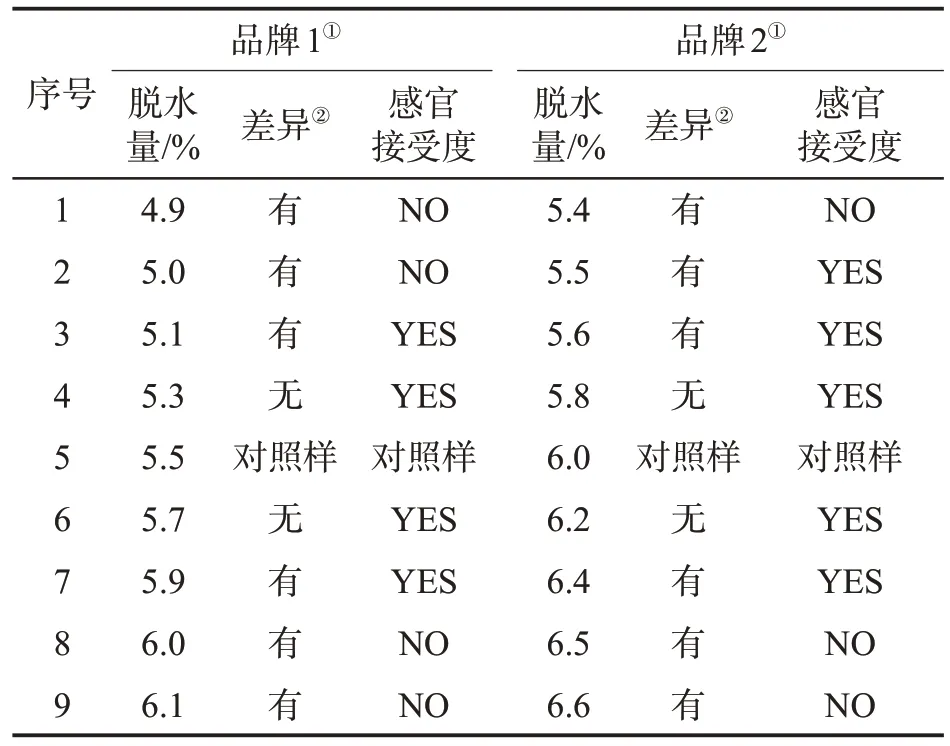
表3 干燥脱水量的感官符合性评价结果Tab.3 Evaluation results of sensory compliance for different dehydrating levels
由表3 可知:①干燥脱水量对纯叶丝半成品感官质量有明显影响,感官质量在不同干燥脱水量条件下有一定的感官可接受阈值。②根据感官波动接受度,两牌号在批次脱水量与标准值差值等于0.5 时略有差异,按照从严评判原则,定义批次脱水量与标准值差值在0.2~0.5 时为品质可接受区间;与标准值差值≥0.5 时为品质不可接受区间,与标准值差值≤0.2 时为品质稳定区间,见表4。
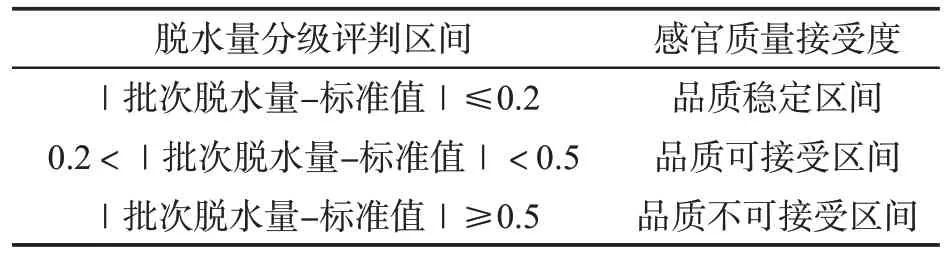
表4 干燥脱水量分级评判标准Tab.4 Grading criteria for dehydrating level
2.2 表征制丝加工强度的感官评价方法
2.2.1 试验设计及评价方法
以玉溪卷烟厂某品牌全配方叶组为试验材料,不添加香糖料及梗丝,分别按高、中、低3 个加工强度等距设计试验,其他工艺条件固定(真空回潮后贮存20 min、松散回潮后贮存60 min、润叶加料后贮存120 min),试验参数见表5。试验叶丝使用正常烟用材料在GD121 卷烟机进行卷制,进行单支质量分选后,置入恒温恒湿箱中在温度22 ℃、相对湿度60%条件下平衡48 h 后进行感官质量评价。
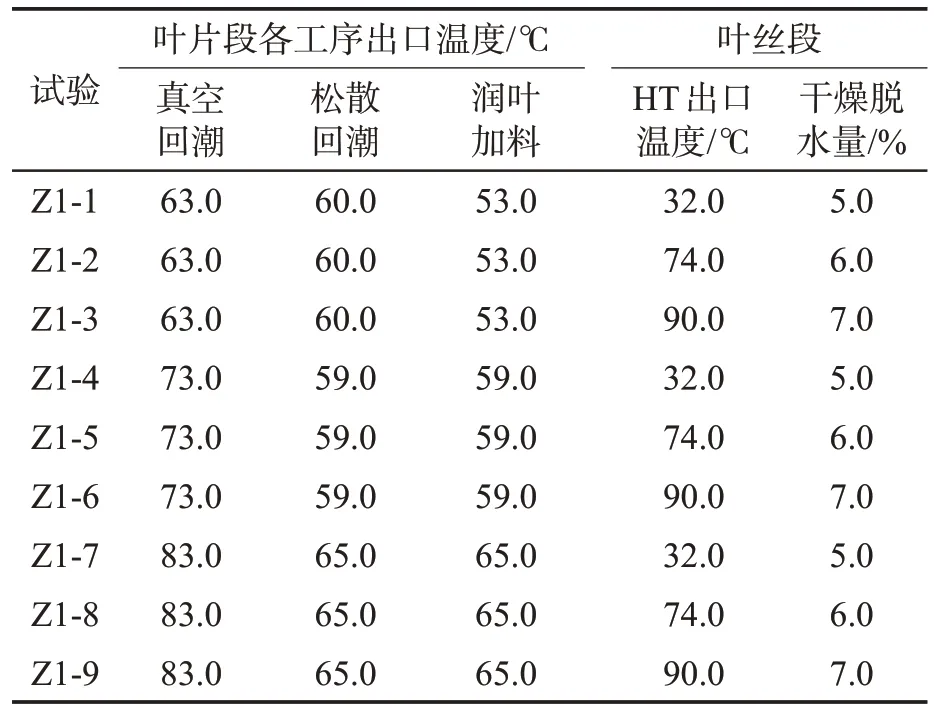
表5 加工强度工艺参数Tab.5 Technical parameters of processing intensity
按《烟叶质量风格特色感官评价方法》[11]要求对香气特性、烟气特性、口感特性进行评价。依据《烟叶质量风格特色感官评价方法》[11]并结合云产烟叶香韵风格,初步筛选了清香、烘烤香、焦香、辛香、酸香、果香、奶香、花香、膏香、青滋香10 个指标作为香韵风格的评价项目。感官评价人员13人,均持有国家烟草专卖局检验人员资格证书,评吸实验室环境温度22 ℃,相对湿度60%。
2.2.2 结果与分析
2.2.2.1 加工强度对香气特性的影响
不同加工强度样品的香气特性评价结果见表6。由表6 可以看出,在试验条件下,加工强度的变化对烟草本香、香气量、香气质均有一定程度的影响。3 个指标中变化较明显的是香气质,香气质中的细腻度、圆润感随加工强度变化而变化。
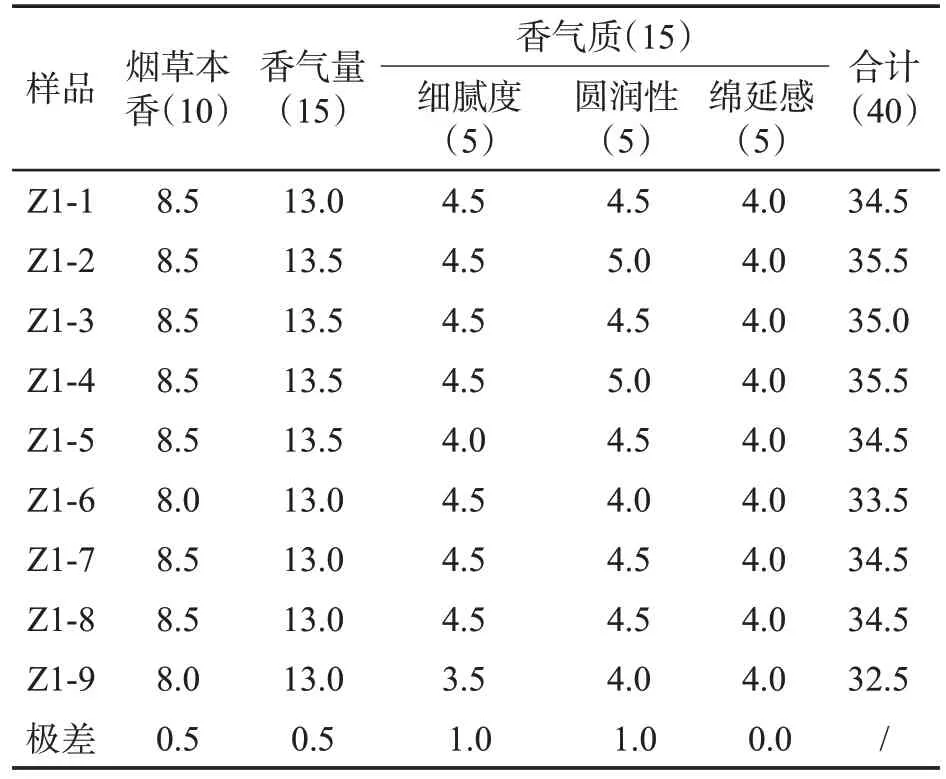
表6 不同加工强度样品的香气特性评价结果Tab.6 Evaluation results of aroma characteristics for samples of different processing intensities (分)
2.2.2.2 加工强度对烟气特性的影响
不同加工强度样品的烟气特性评价结果见表7。由表7 可以看出,在试验条件下,加工强度的变化对浓度、刺激性、杂气均有一定程度的影响,但对劲头无影响。3 个指标中影响变化较明显的依次是刺激性、杂气、浓度。
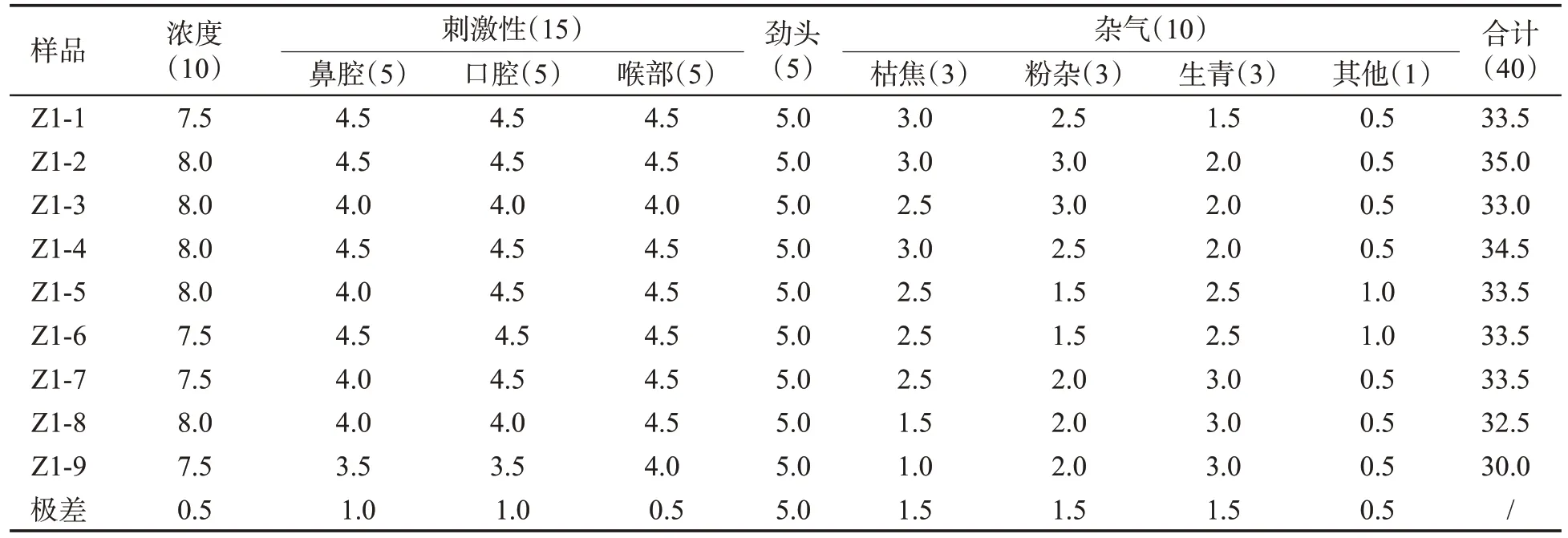
表7 不同加工强度样品的烟气特性评价结果Tab.7 Evaluation results of smoke characteristics for samples of different processing intensities (分)
2.2.2.3 加工强度对口感特性的影响
不同加工强度样品的口感特性评价结果见表8。由表8 可以看出,在试验条件下,加工强度的变化对干净度、湿润感、回味均有一定程度的影响,但对湿润感、回味影响较小,对干净度影响较为明显。
2.2.2.4 加工强度对香韵风格的影响
不同加工强度样品的香韵风格评价结果见表9。由表9 可以看出,在试验条件下,受加工强度影响较大的是焦香、烘烤香、清香3 个指标,其他指标变化不明显。
2.2.3 表征制丝加工强度感官评价方法的建立
根据评价结果对评吸指标进行筛选,得到受加工强度变化的强相关指标为清香、烘烤香、焦香、细腻度、圆润感、杂气、刺激性、干净度8 个指标。将8 个指标划分为3 类,即:表征烟气形态的指标(细腻度、圆润感、杂气),表征舒适性的指标(刺激性、干净度),表征香韵的指标(清香、烘烤香、焦香),并以(烘烤香+焦香)/清香的值作为叶丝加工适宜度特征值的评价指标。评价方法见表10。
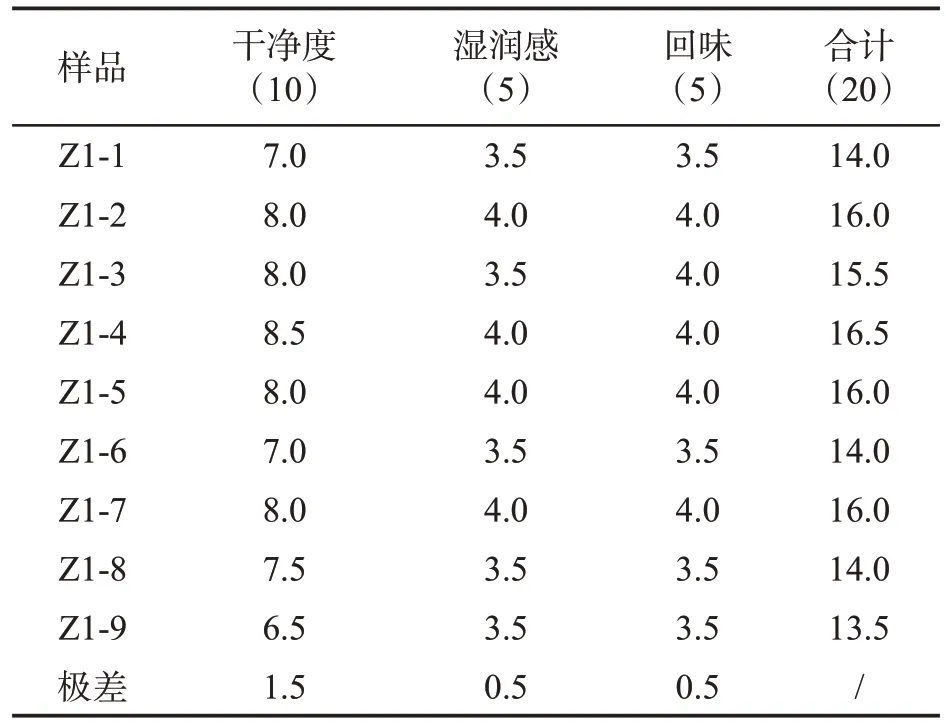
表8 不同加工强度样品的口感特性评价结果Tab.8 Evaluation results of taste characteristics for samples of different processing intensities (分)
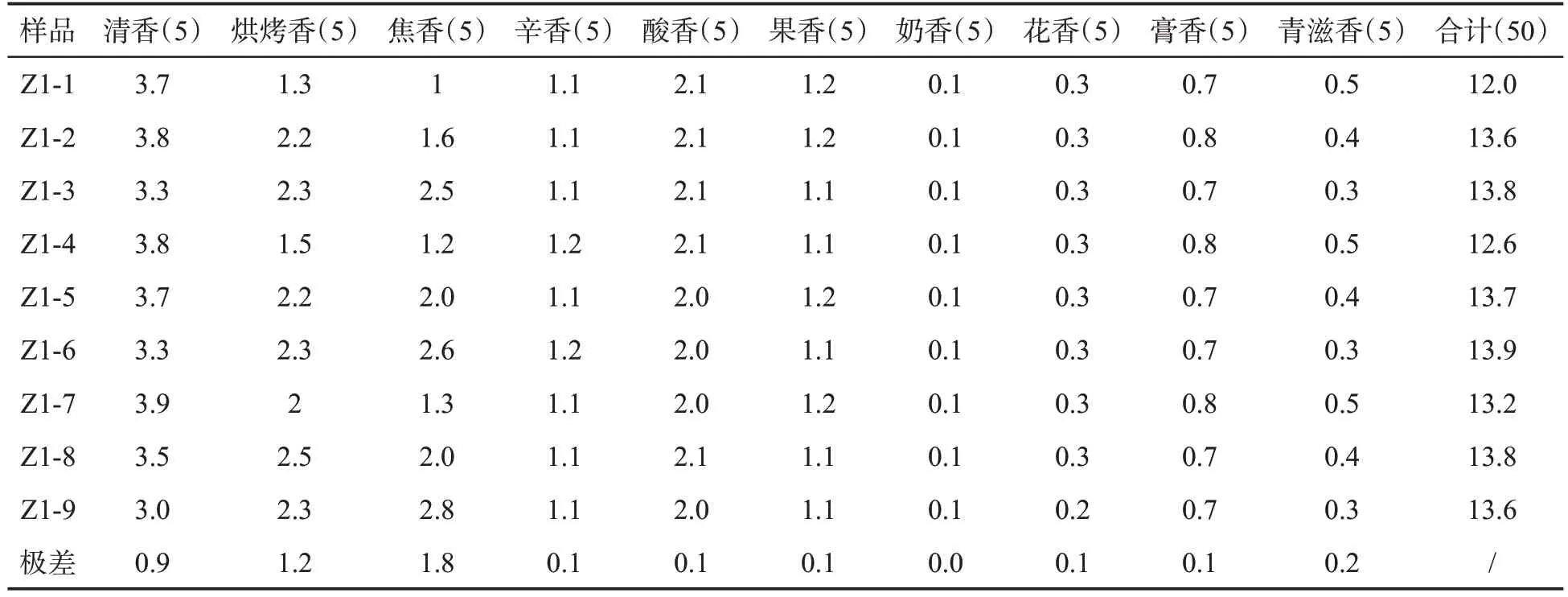
表9 不同加工强度样品的香韵风格评价结果Tab.9 Evaluation results of aroma note style for samples of different processing intensities (分)
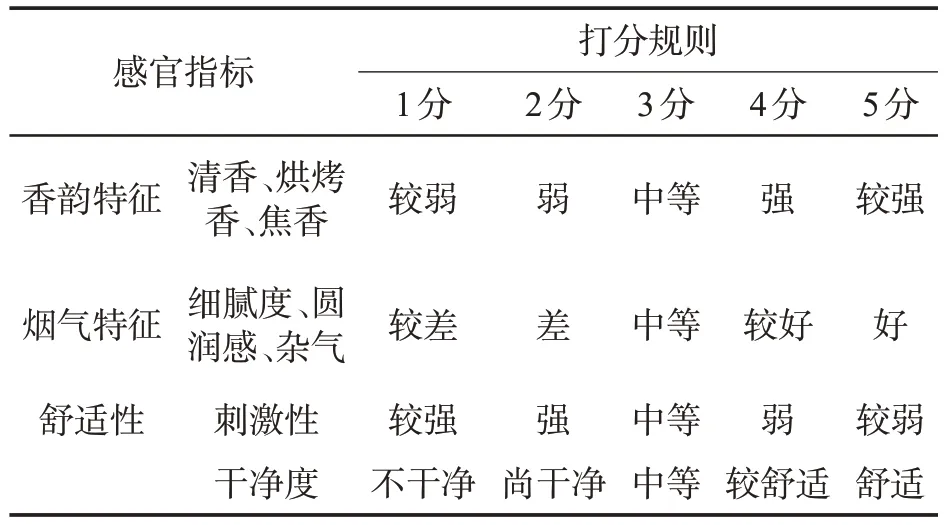
表10 制丝加工强度感官评价方法Tab.10 Sensory evaluation methods for primary processing intensity
2.3 品质校正模型的建立
2.3.1 试验设计及评价方法
2.3.1.1 试验设计
以玉溪卷烟厂某品牌全配方叶组为试验材料,其标准脱水量值为5.5%,由表4 可知其品质可接受区间为5.0%<脱水量<6.0%,以区间外每增加或减少0.2%为梯度,在各梯度下采用“均匀试验设计方法”按5 水平设置3 个加工强度影响因子(物料流量、HT 温度、筒壁温度),详值见表11。在MATLAB 平台采用Stepwise 函数进行二次多项式逐步回归分析,分析加工强度因子对感官质量的影响规律,以此建立脱水量在不可接受区间条件下的品质校正模型,并按目前品类脱水量标准进行聚类分析,选择代表性品牌进行模型验证与优化。
2.3.1.2 评价方法
按2.2.3 小节中建立的“制丝加工强度感官评价方法”进行感官质量评价,香韵以“特征值”[((烘烤香+焦香)/清香)]为响应变量,烟气特征以细腻度、圆润感、杂气的几何平均值为响应变量,舒适性以刺激、干净度的几何平均值为响应变量。
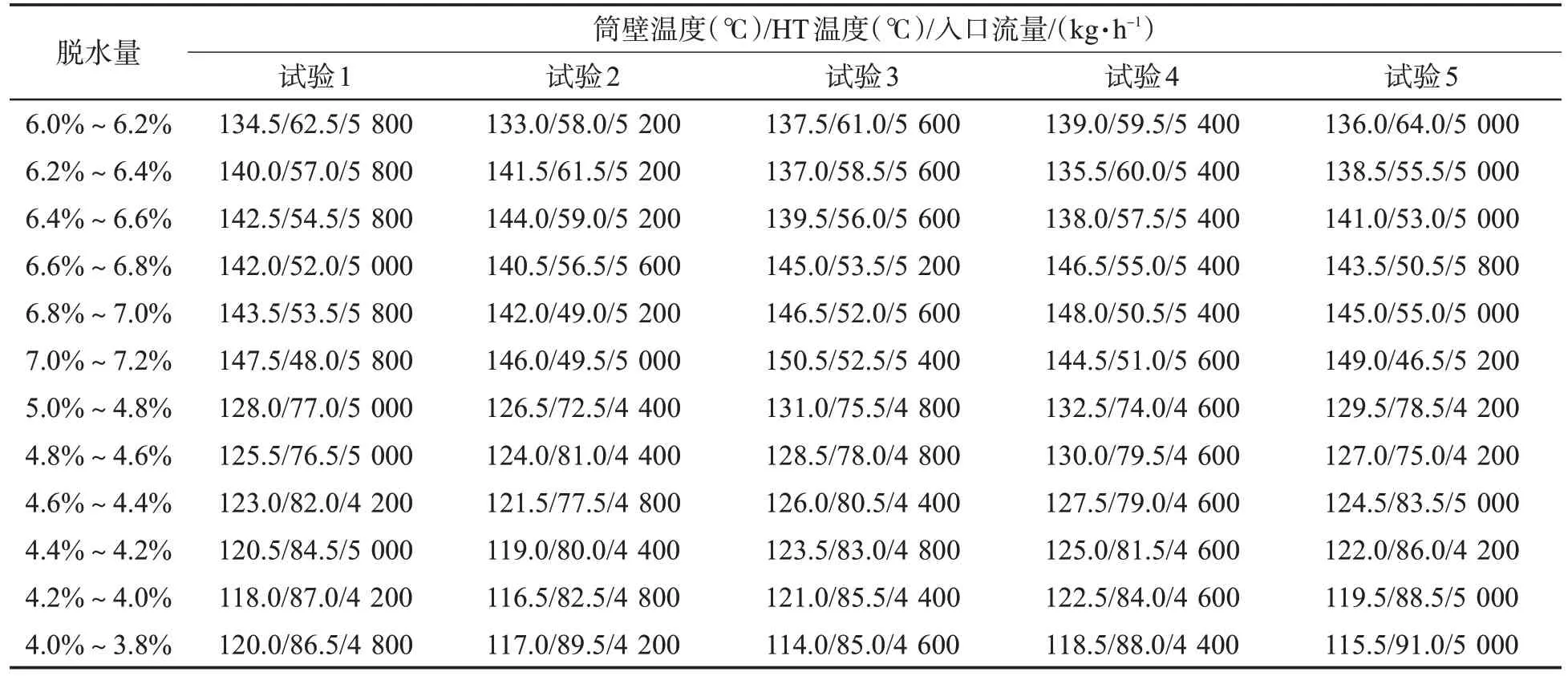
表11 不同脱水量下加工强度均匀试验条件Tab.11 Conditions for uniform test of processing intensity at different dehydrating levels
各脱水量试验条件下,与标准脱水量样品、参数不修正样品同步进行评价,并进行加工强度、香韵特征符合、烟气特征符合、舒适性符合的比较分析。
2.3.2 试验数据及结果
采用均匀试验设计方法,完成不同脱水量下加工强度因子试验共12 组、60 次试验,以脱水量6.0%~6.2%试验为例,试验过程数据及评价结果见表12。
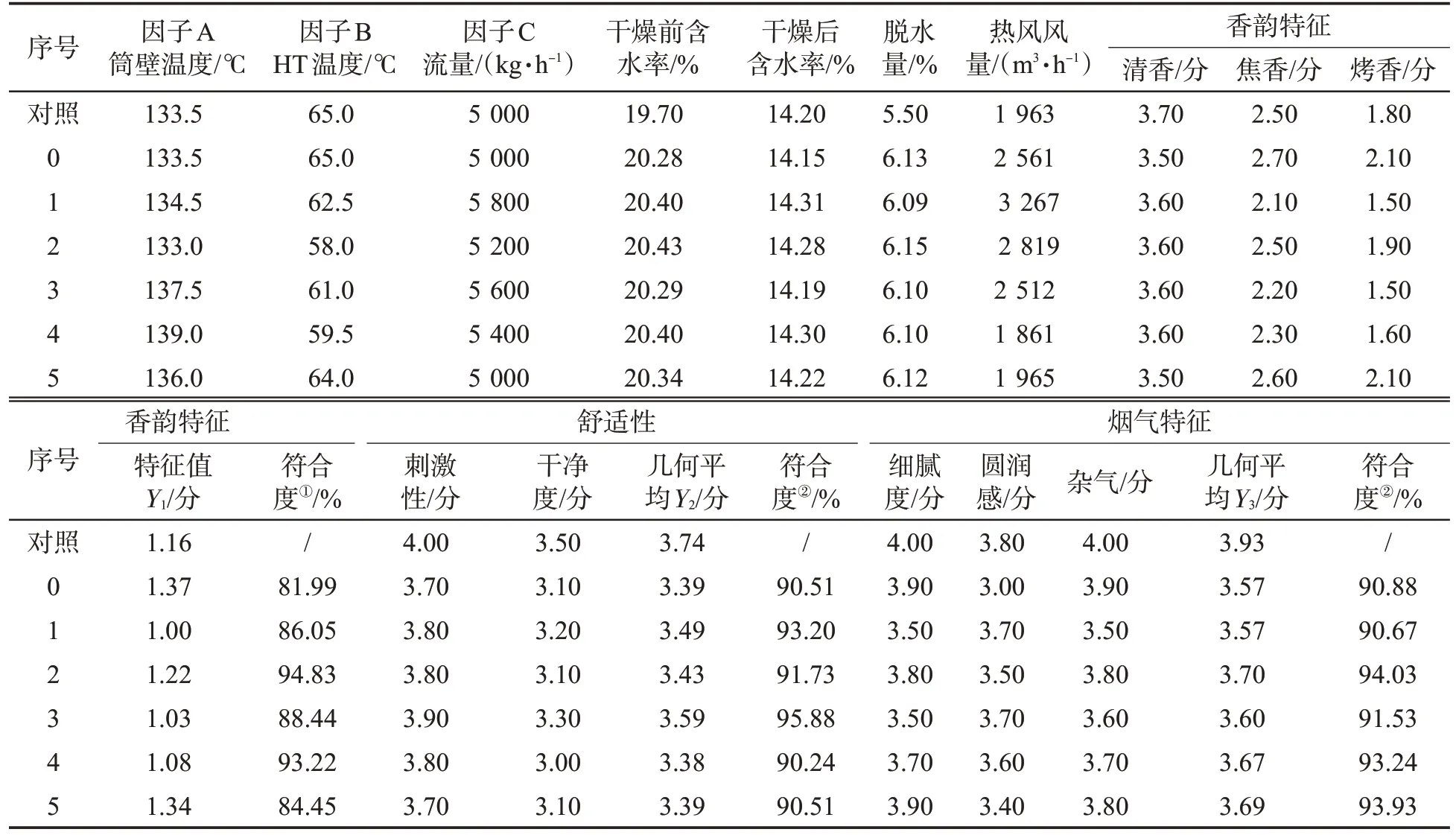
表12 试验过程数据及感官评价结果Tab.12 Data of test process and sensory evaluation results
2.3.3 二次多项式逐步回归模型的建立及分析
(1)香韵特征模型:Y1=1.408-0.056 3Xa-0.631 5Xc+0.281XbXc
RMSE=0.002 4,AdjR-sq=0.99,F=4 583.36,P=0.010 8,P小于0.05 说明模型是独立显著的。在试验范围内,Xb与Xc存在交互作用,Xb与Xc交互项对香韵特征值的作用是正向的;Xa和Xc的一次项对香韵特征值的作用是反向的。为考察各因数对香韵特征的影响,以香韵特征分别对筒壁温度、HT温度和流量求偏导:
∂Y1/∂Xa=-0.056 3<0,说明筒壁温度对香韵特征的影响为负值,即随着筒壁温度的上升,香韵特征值下降。
∂Y1/∂Xb=0.281Xc>0,说明 HT 温度对香韵特征的影响为正值,即随着HT 温度的上升,香韵特征值上升,其上升幅度取决于流量,流量越大上升幅度越大。
∂Y1/∂Xc=-0.631+0.281Xb<0(线性变换后Xa、Xb、Xc值均在 0 到 1 范围内),说明流量对香韵特征的影响为负值,即随着流量的上升,香韵特征值下降。其下降幅度取决于HT 温度,HT 温度越高下降幅度越小。
(2)舒适特征模型:Y2=3.526-0.397Xc-0.716XaXa+1.406XaXc
RMSE=0.014 3,AdjR-sq=0.97,F=48.37,P=0.05,在试验范围内,方程基本显著。Xa与Xc存在交互作用,Xa与Xc交互项对舒适性的作用是正向的,而Xa平方项和Xc的一次项对舒适性的作用是反向的。为考察各因数对舒适性的影响,以舒适性分别对筒壁温度、HT 温度和流量求偏导。
∂Y2/∂Xa=-1.432Xa+1.406Xc,筒壁温度对舒适性的影响取决于筒壁温度与流量的比值,当Xa/Xc>0.982 时,筒壁温度对舒适性的影响为负值;当Xa/Xc<0.982 时,筒壁温度对舒适性的影响为正值;Xa/Xc=0.982 时,筒壁温度对舒适性无影响。
∂Y2/∂Xb=0,HT 温度对舒适性无影响。
∂Y2/∂Xc=-0.397+1.406Xa,流量对舒适性的影响取决于筒壁温度的大小,当Xa>0.28 时,流量对舒适性的影响为正值;当Xa<0.28 时,流量对舒适性的影响为负值;当Xa=0.28 时,流量对舒适性无影响。
(3)烟气特征模型:Y3=3.717-0.053 1XaXb-0.180XcXc
RMSE=0.002 5,AdjR-sq=0.96,F=56.77,P=0.017,P<0.05 说明模型是独立显著的。在试验范围内Xa与Xb存在交互作用,Xc平方项和Xa与Xb交互项对烟气特征值的作用是反向的。为考察各因数对烟气特征的影响,以烟气特征分别对筒壁温度、HT 温度和流量求偏导。
∂Y3/∂Xa=-0.053 1Xb<0,说明筒壁温度对烟气特征的影响为负值,即随着筒壁温度的上升,烟气特征值下降,其下降幅度随着HT 温度的增加而增大。
∂Y3/∂Xb=-0.053 1Xa<0,说明 HT 温度对烟气特征的影响为负值,即随着HT 温度的上升,烟气特征值下降,其下降幅度随着筒壁温度的增加而增大。
∂Y3/∂Xc=-0.360Xc<0,说明流量对烟气特征的影响为负值,即随着流量的上升,烟气特征值下降,其下降幅度随着流量的增加而增大。
2.3.4 模型验证
(1)模型可靠性验证
取因子A、B、C 在试验范围内的中心值,即筒壁温度 136 ℃、HT 温度 61 ℃、流量 5 400 kg/h 进行验证实验,结果见表13。由表13 可知,验证结果的相对误差均小于5%,说明模型可靠。

表13 因子中心值验证结果Tab.13 Verification result of factor center value
(2)模型优化验证
以标准脱水量5.5%下的对照样为各指标的望目值,控制香韵特征符合度(望目值为1.16)在95%以上、舒适性(望目值为4.00)和烟气特征(望目值为3.93)符合度在90%以上,利用所建模型进行计算并验证,并与实际脱水量6.0%下的不校正样品进行比对,验证结果见表14。由表14 可知,利用模型优化的参数明显降低了样品的加工强度,香韵特征值符合性提升显著,舒适性与烟气特征有一定提高,样品感官质量总体达到可接受区间。
2.4 品质校正技术
2.4.1 主要品牌加工强度特征品类界定及加工强度程度划分
以加工强度特征值为衡量指标,按香韵风格特征值的近似程度并结合各品牌脱水量标准值进行聚类分析,完成玉溪卷烟厂主要生产牌号品类划分,见表15。同时依据实际脱水量与标准值的差异大小进行加工强度的程度划分,见表16。

表14 脱水量6.0%~6.2%优化验证结果Tab.14 Optimized verification results of dehydration level of 6.0%-6.2%
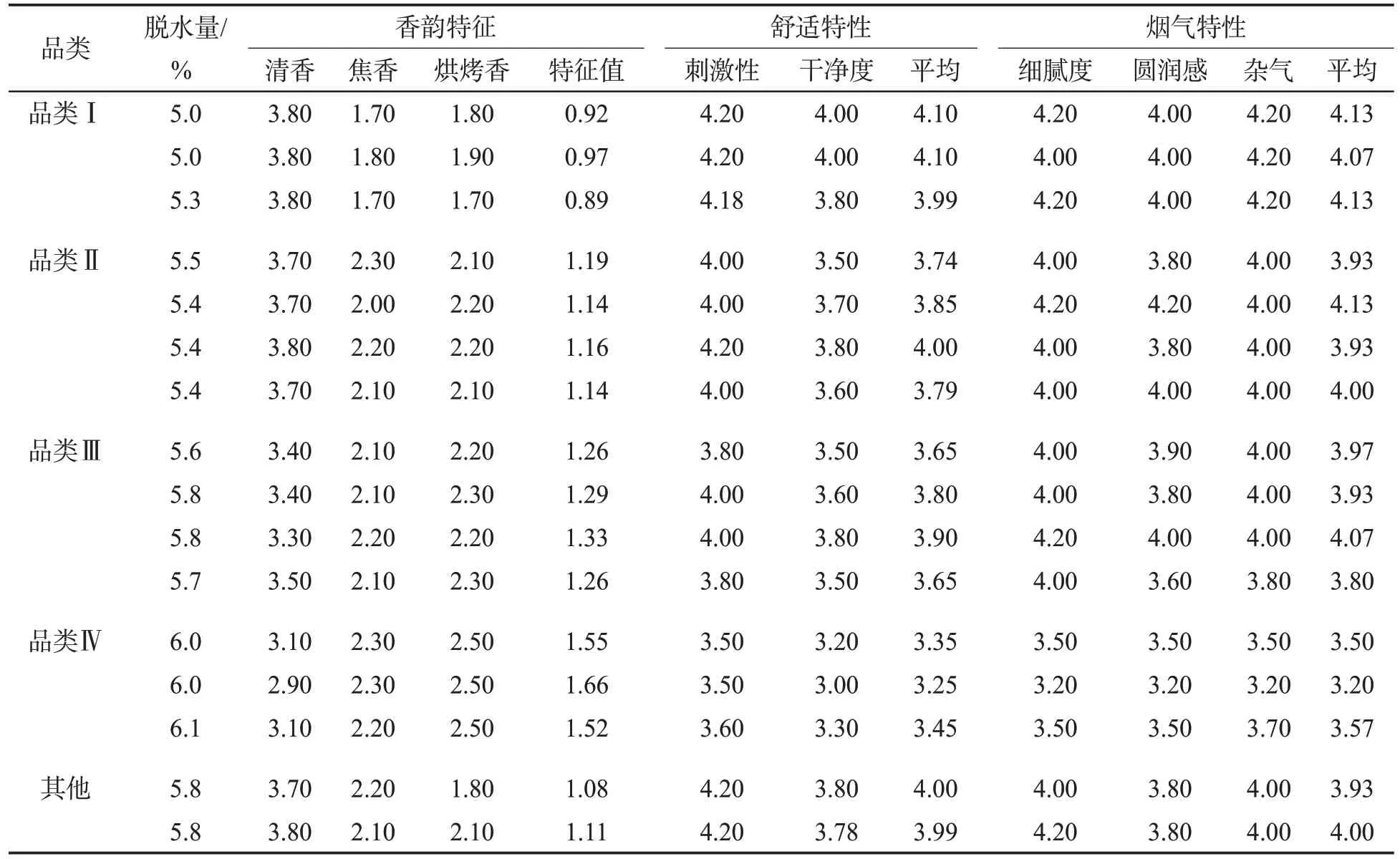
表15 玉溪卷烟厂主要品类感官特征标准Tab.15 Sensory characteristic standards for main brand categories of Yuxi Cigarette Factory (分)
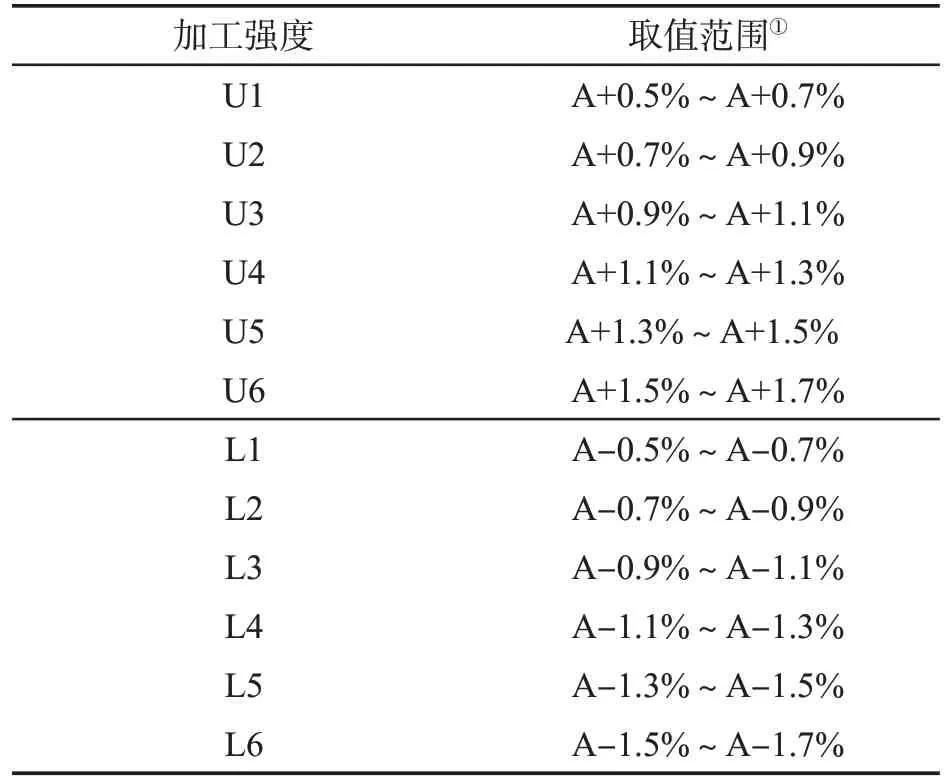
表16 各加工强度及取值范围Tab.16 Value range of processing intensity
2.4.2 品质校正参数基础数据库的建立
按不同品类的香韵、舒适性、烟气特征的望目值为输出变量,对各品类不同脱水量偏移程度下的影响因子(筒壁温度、HT 温度、物料流量)进行回归分析,并对回归后香韵、舒适性、烟气特征值与望目值符合度较高的参数进行整理汇总,建立品质校正模型基础参数数据库,见表17。
2.5 系统集成
将品质校正技术在中控MES 系统中进行集成,完成加工强度品质校正系统的研发,系统运行逻辑见图1,系统批次品质校正参数见图2。制丝干燥段生产启动后,系统自动以牌号工艺标准下达关键特性指标,生产开始后,系统计算批次脱水量并计算所在区间,对于超出可接受区间批次,系统自动判定脱水量程度等级并调用品质校正参数基础数据库进行参数校正。
3 效果验证
选择品类Ⅲ玉溪(和谐)品牌,选择程度U3、L2 进行验证,验证结果见表18。由表18 可以看出:通过参数校正后,香韵特征及舒适性符合度均达到95.0%以上,烟气特征符合度达到90.0%以上,总体品质均达到可接受范围。
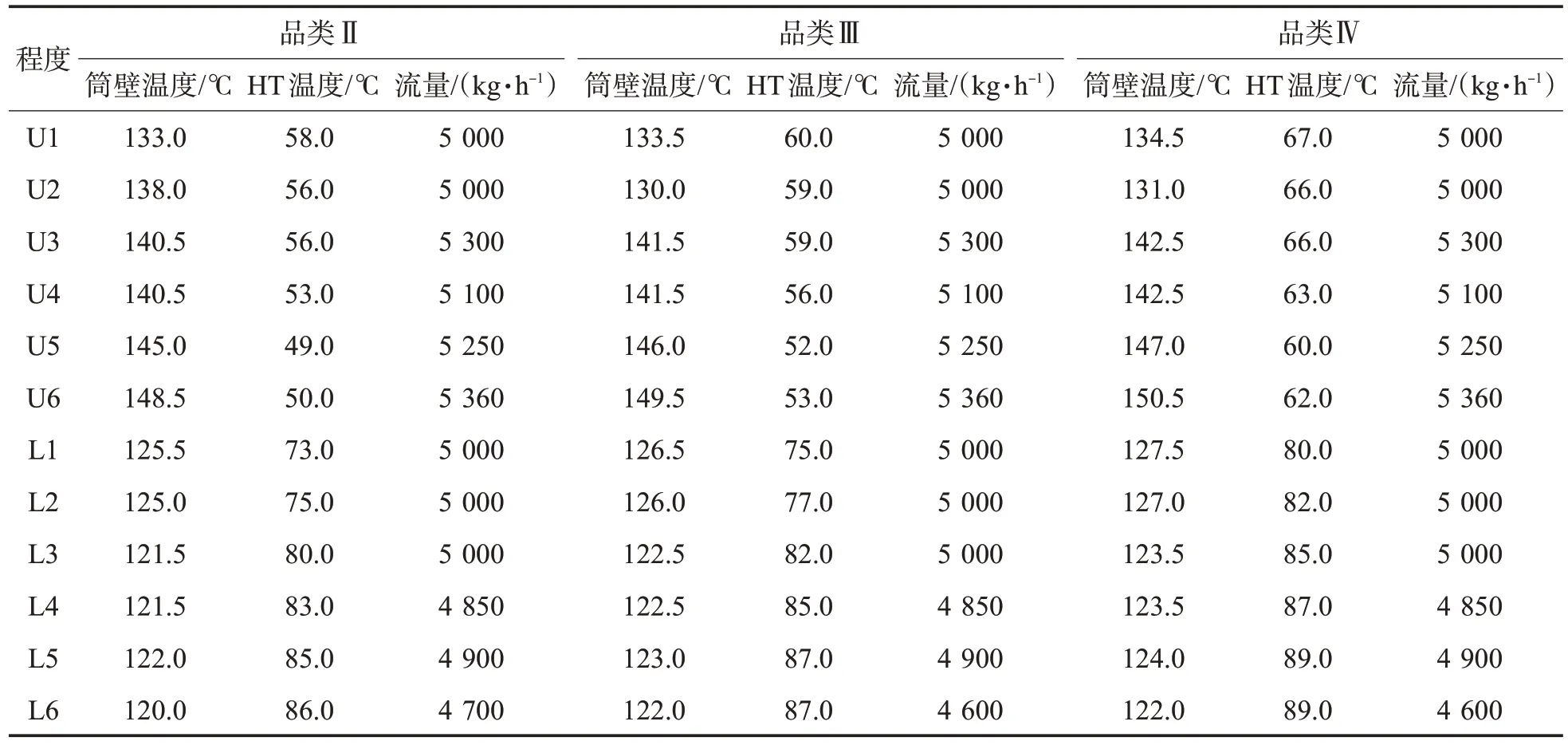
表17 品质校正模型基础参数数据库Tab.17 Basic parameter database of quality correction model
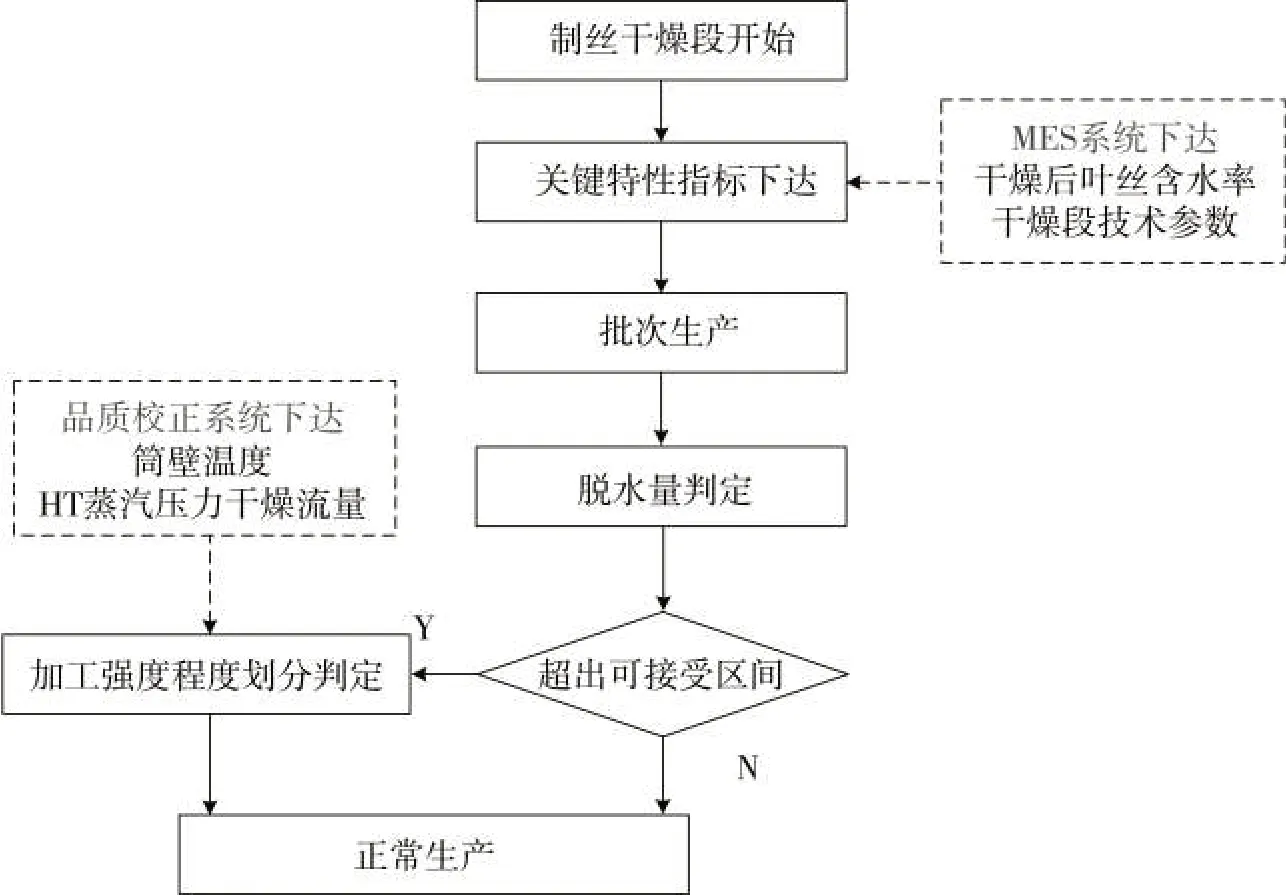
图1 系统运行逻辑图Fig.1 System operation logic diagram
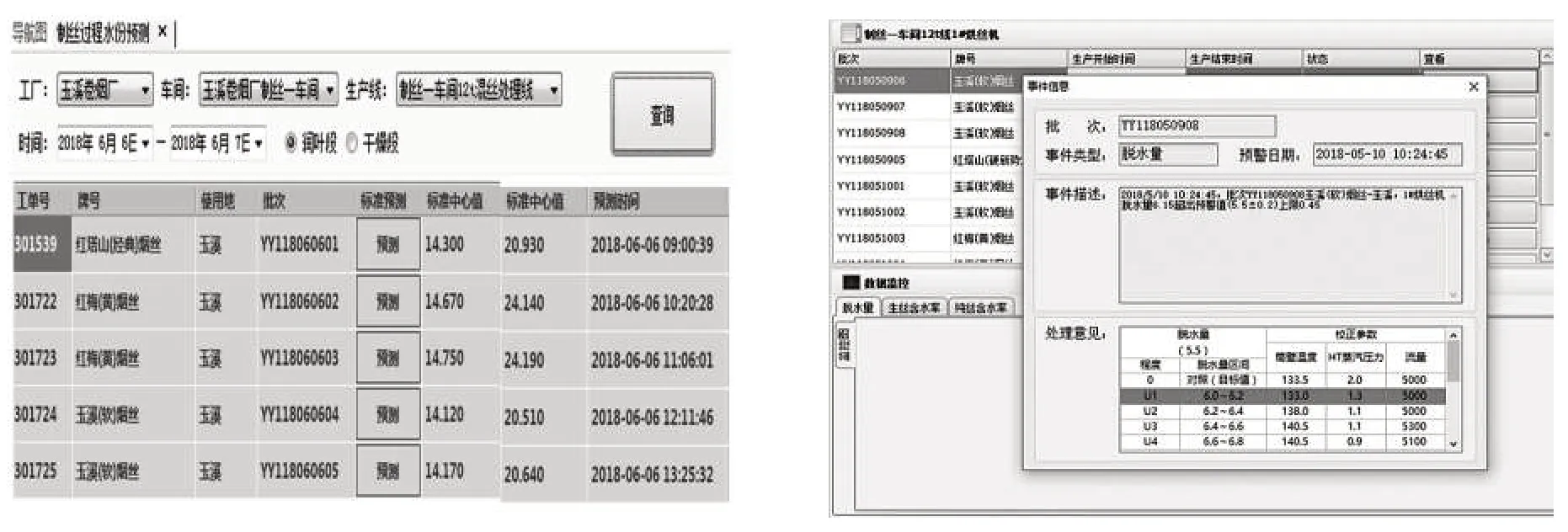
图2 系统批次校正参数Fig.2 System batch correction parameters
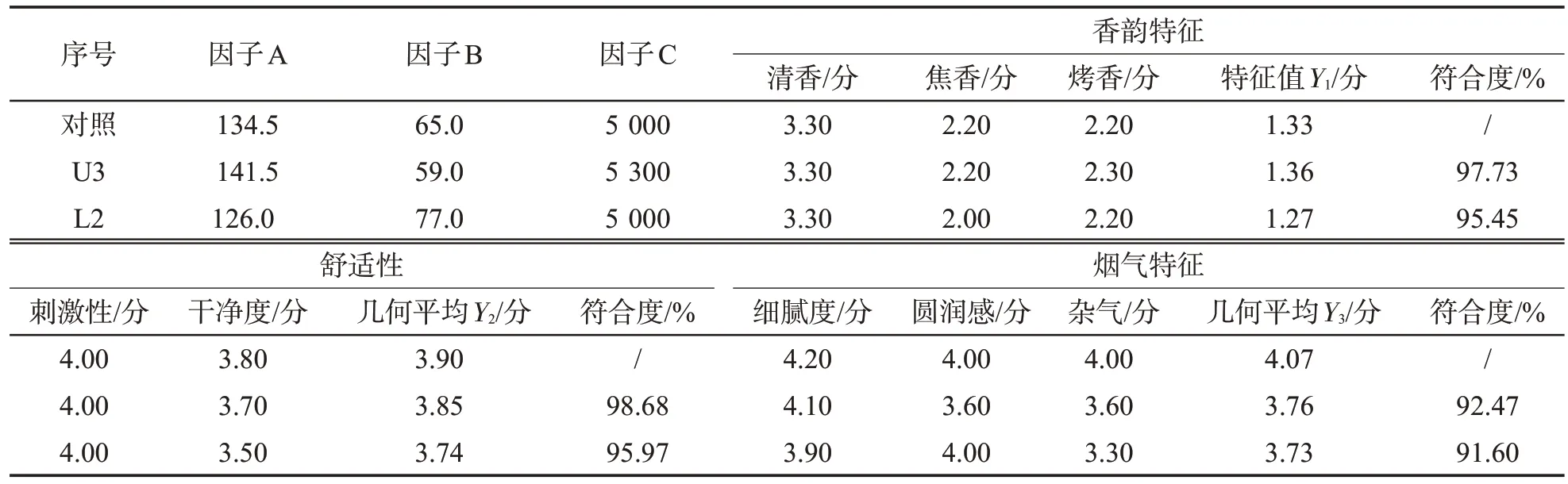
表18 品类Ⅲ验证结果Tab.18 Verification results of brand category Ⅲ
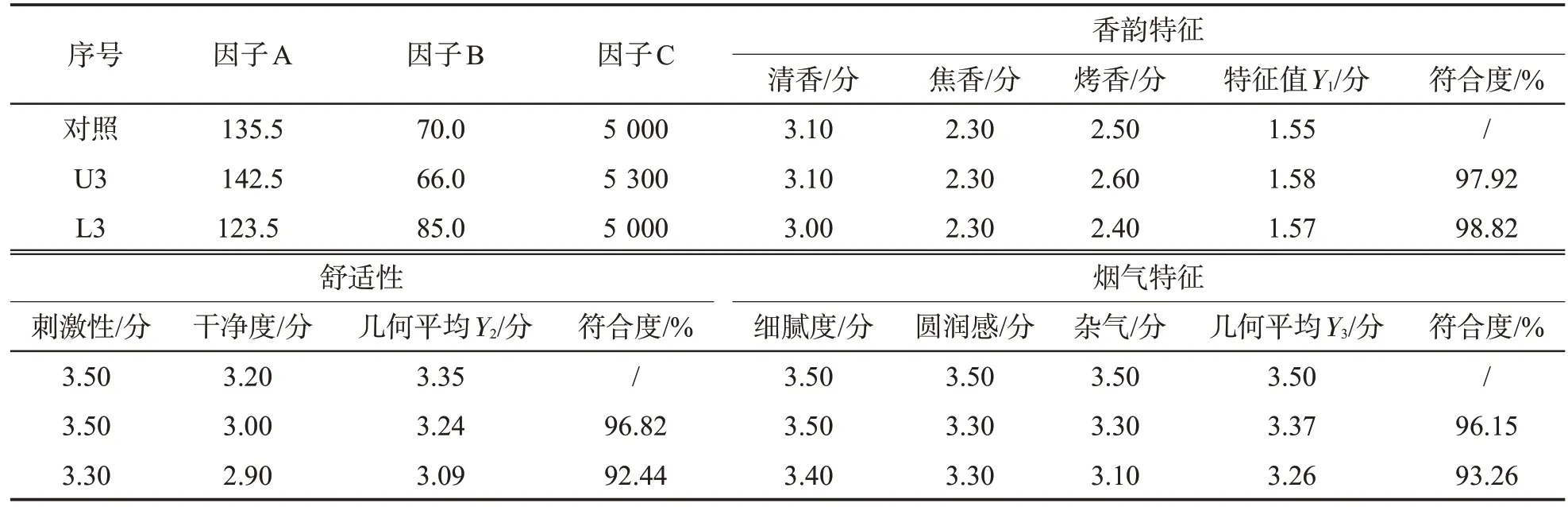
表19 品类Ⅳ验证结果Tab.19 Verification results of brand category Ⅳ
选择品类Ⅳ以红塔山(经典100)品牌选择程度U3、L3 进行验证,验证结果见表19。由表19 可以看出:通过参数校正后,香韵特征符合度均达到97.0%以上,舒适性及烟气特征符合度达到92.0%以上,总体品质指标均达到可接受范围。
选择玉溪(软)牌号进行系统应用验证,应用前后各跟踪取样30 批次进行评价,验证结果见表20。由表20 可以看出,系统应用后,香韵特征(加工强度)符合度较应用前提升12.8 百分点,批间感官质量评价得分波动降低53.3%。

表20 系统应用效果统计Tab.20 Statistical table of system application effect
4 结论
(1)通过对不同干燥脱水量纯叶丝半成品的感官评价,并以产品品质的稳定区间、可接受区间、不可接受区间界定干燥脱水量层级,得到了叶丝滚筒干燥工序预控与校正的基础判定标准;通过系统评价加工强度与感官质量、香韵指标的关联性以及指标变化的显著性和易识别性,将“烤香、焦香之和与清香的比值”作为表征加工强度的感官特征值,建立了可准确评判叶丝加工强度的适宜度的感官评价方法。
(2)利用均匀试验设计实现不同脱水量区间的最优参数匹配,建立香韵特征、舒适性、烟气特征的二次多项式逐步回归模型,开发了“加工强度品质校正技术”,可为脱水量偏离标准的批次提供适宜的参数匹配。
(3)将品质校正技术在中控MES 系统中进行集成,研发了加工强度品质校正系统,该系统应用后香韵特征(加工强度)符合度较应用前提升12.8百分点,批间感官质量评价得分波动降低53.3%。
