基于3D 打印自动测试纸传送装置的研究及应用
2020-08-02马永军高灵宝
马永军,高灵宝
(共享智能铸造产业创新中心有限公司,宁夏银川 750021)
1 背景
铸造是装备制造业的基础,也是国民经济的基础产业。从汽车、机床、轨道交通、建筑五金到航空、航天、国防以及人们的日常生活等,都需要铸件产品。我国铸件产量处于世界领先水平,国内有2 万多家铸造厂,其中将近80%是采用砂型铸造,且处于逐年上升的趋势,每年有4000 万吨砂芯需要清理、检测、表面处理转运及码垛操作,人力、效率等问题尤为突出。在机器人和自动化工业生产领域中,定位识别传送测试纸处理的过程完全自动化,在砂芯生产之前,自动定位传送打印测试纸装置对喷头的状态检验起重要作用。一方面手动抽取测试纸无法精确控制,浪费材料,人工进出正在运行的设备,存在严重的危险因素,另一方面,喷头的状态太差,无法及时通过平台查看测试纸状态,会导致砂型报废,从而导致浇注出来的砂型出问题。
智能化设计时代已然到来,传统方式己经不能满足市场的需求。根据企业自身的知识及标准有针对性的开发适合企业自身的智能应用系统平台己经成为大势所趋。现阶段,移动定位、自动传送发展潮流逐渐向着大型、复杂、精密、高效方面靠近,这就要求我们进一步搞好3D 打印机行业的改革和创新,更深程度地与3D 打印机有关设计结合起来。目前,车间已经采用定位技术和传送技术,例如AGV 移动和砂芯清理工作。打造信息化、智能化、集成化、标准化的3D 打印机系统,以便更加快速敏捷地应对市场变动,与国际水平接轨,在学习中谋求创新,保证质量,提高效率,在国际竞争中立于不败之地。
2 实际生产过程中存在的问题
3D 打印机打印过程是逐层堆砌打印,在实际的工业生产中,打印机在每次生产砂芯时,都会执行打印测试纸操作。在这个过程中,每次都是人工操作,无测试纸,需手动进行添纸,无法通过自身去定位停止传送测试纸,从而导致打印过程中危险性增加,浪费人力以及材料,故而使设备无法脱离传统的运行方式,无法向现代自动化的方向进行发展。这样,使工厂生产效率降低,成本增加。通过自动定位测试纸传送装置,使安全性和生产效率增加,从而使得3D 打印在生产制造领域使用的更加得心应手。
随着科学技术的发展,自动化程度越来越高,相应的定位技术也不断的更新。目前使用人力去操作的状态,造成相应的成本增加、安全条件落后、自动化进程缓慢。
3 装置控制系统原理
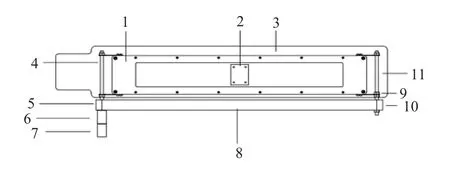
图1 装置原理图
如图1 所示,本课题研究的自动测试纸传送装置设置在打印设备喷头下方的空间范围内,且距离喷头高度为3~5mm,包括支架3、皮带8、主动轴4、从动轴11、测试纸钣金1、伺服电机6、图像采集设备2。支架3 设置在喷头下方,用于支撑皮带8;皮带8 通过皮带轮10 设置在主动轴4 和从动轴11 上,从而实现皮带8 的运转;主动轴4与伺服电机6 相连,伺服电机6 驱动主动轴4 转动,以实现皮带8 的运转;测试纸安装在从动轴11 上,拉开一端平铺在皮带8 上,并将拉开的一端设置在主动轴4 上,从而实现测试纸的传送;图像采集设备2 将用于测试纸图像的拍摄、扫描和录制测试纸上的打印图像,并将采集到的图像传送到人机界面以及远程运维平台上。用于观察测试纸当前状态和后续喷头出现问题进行调查分析,图像采集设备2 设置在测试纸钣金1 所在的正上方。
该测试纸传送装置控制系统,通过计算主动轴4 的圈数与喷头工作区域或者宽度的关系来实现打印测试纸的传送,其工作原理包括如下步骤:
(1)当在人机界面上点击“正转”按钮时,主动轴4 会在伺服电机6 的驱动下,带动从动轴11 转动,根据我们设定的喷头的总宽度,测试纸移动总宽度的距离后自动停止。
(2)当整个喷头移动在测试纸正上方喷墨后,发出喷墨结束信号,并启动图像采集设备2,采集设备将喷好的图像采集,并将采集得到的图像传送到人机界面。
(3)当人机界面显示的测试打印样符合要求时,发出卷纸信号,将打印过的测试纸卷到主动轴4 上;当人机界面显示的测试打印样不符合要求,但有打印痕迹的,发出卷纸信号,将打印过的测试纸卷到主动轴4 上;当人机界面显示的图像无痕迹,也即测试纸为空白时,再次发出喷墨信号,重新喷墨,进入下一个轮回。
(4)当测试纸卷在主轴上间断移动过程中,程序就会自动检测轴的扭矩是多大,如果轴的扭矩很小,说明测试卷纸在移动过程中没有达到铺平状态。因此,我们可以在扭矩相对较小的情况下,适当增加补偿值来增加扭矩,使得测试纸达到一个铺平状态。控制流程图如图2 所示。
4 扭矩计算公式
对于测试纸是否达到平整状态,需要我们对电机的相关参数进行计算,用该参数来判断测试纸的平整状态。扭矩:使物体发生转动的一种特殊的力矩,单位是N·m,计算公式是T=9549×P/n。P是电机的额定(输出)功率,单位是千瓦(kW);分母是额定转速n,单位是转每分(r/min)。
例如,现有设备P 的值为1.38,n 的值为6000,因此,轴的扭矩为T=9549×1.38/6000=2.19 N·m,当测试纸的转动轴的扭矩大于这个值的时候,纸张会拉断,当测试纸的转动轴的扭矩小于这个值的时候,纸张处于松弛状态,因此,扭矩等于该值的时候,测试纸刚好处于拉紧状态。
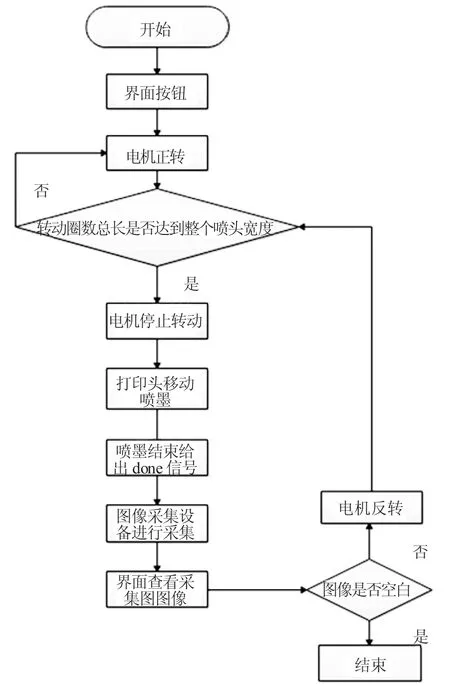
图2 控制流程图
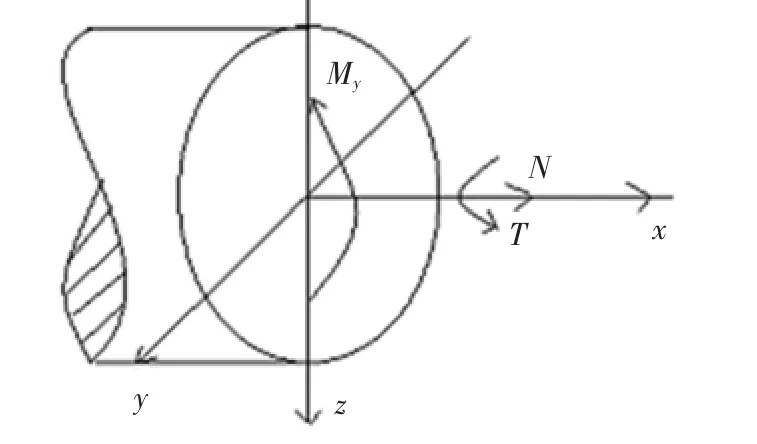
图3 扭矩示意图
5 实际应用
因为在实际生产的打印机上,打印头室空间很狭小,测试纸钣金抽测试操作人员不能在设备运行的情况下进入打印头室。所以在实际的应用时我们还需要对上述传送装置进行进一步的改进。
我们保证每一次打印测试纸传送、定位、图像识别统一由程序进行处理,这样我们就可以保证不去设备里面,就能观察到设备喷头的状态,保证了人员的安全性,提高了设备自动化程度。
6 结论
本文主要从此装置的运行原理以及实际应用进行了叙述。基于自动传送测试纸装置的研究和现实设备的应用,能有效的查看喷头状态,通过人机界面的算法程序进行控制,减少人工抽纸造成机械卡死,抽纸不方便,实现自动定位和采集图像实时显示在设备界面上。该设备避免操作人员在设备运行的情况下,来回进出设备里面,造成人身伤害,大大提高安全性。
