深水海管涂层及焊缝清理装置研究
2020-08-01柳宇曲有杰林守强陈俊友李井纯
柳宇, 曲有杰, 林守强, 陈俊友, 李井纯
(深圳海油工程水下技术有限公司,广东深圳518067)
0 引 言
随着海洋石油工业高速发展,新铺设的海管逐年增多,相应海管损坏事故也逐年增多,在我国南海海域,由于所处海域水深的缘故,针对海管损坏多采用水下维修。在进行海管水下维修时,首先需要对海管涂层和纵焊缝进行清理,之后再根据海管受损类型进行后续的维修工作[1]。在浅水区海管维修时,通常采用潜水员配备高压水枪、冲击镐和液压打磨刷来完成海管相关破损段涂层及焊缝清理工作,这些工具多为接触式工具,存在清理速度慢、工作负荷大、清理后的海管表面不均匀且光洁度不达标、海管本体二次伤害等缺点。针对上述情况,近年来,国内引入高压水射流装置来进行海管表面清理,并取得了很好的工程应用效果[2-4],但该装置目前仅能清理海管涂层,无法清理海管纵焊缝,且仅适用于浅水区海管维修,无法应用于深水海管维修。目前我国已进入深水油气田开发,国内尚无深水海管维修配套的涂层及焊缝清理装备,因而设计一种适用于深水海管表面清理装置,对深水海管维修至关重要。
1 国外深水海管表面清理装置的现状
由于国外深水油气田开发早于国内,相关深水海管表面清理设备研究较为成熟,部分厂家如Proserv公司、ITech公司和Oceaneering公司的设备已有深水海管抢修项目成功应用先例。
1)Proserv公司海管表面清理装置如图1所示,其由抱爪机构、喷嘴机构、沿海管轴向伸缩机构、喷嘴沿海管径向进退机构组成。装置采用高压水射流清理方式,满足最大作业水深3000 m的作业能力,能够覆盖4~48 in的海管[5]。
2)I-Tech 公司海管海管表面清理装置如图2所示,其由抱爪机构、喷嘴机构、沿海管轴向伸缩机构、喷嘴沿海管径向进退机构组成。装置采用高压水射流清理方式,能够覆盖8~44 in的海管[6]。

图2 I-Tech公司海管表面清理装置
3)Oceaneering公司海管海管表面清理装置如图3所示,其由框架机构、喷嘴机构、沿海管轴向伸缩机构、喷嘴沿海管周向转动机构、喷嘴沿海管径向进退机构组成。涂层清理装置采用高压水射流清理方式,可根据海管管径尺寸选择不同型号的涂层清理装置,能够覆盖4~64 in的海管涂层清理要求,该涂层清理装置采用高压水射流清理方式,最大工作水深达200 m[7]。

图3 Oceaneering公司海管表面清理装置
2 深水海管涂层及焊缝清理装置结构组成
根据上节内容可知,深水海管表面清理装置主要由抱爪机构、沿海管轴向伸缩机构、沿海管径向进退机构及沿海管轴向转动机构等组成,上述机构的功能也能同样用于海管焊缝清理中,下文将针对一种深水海管涂层和焊缝清理装置的结构组成进行分析。
本文所涉及的深水海管涂层和焊缝清理装置如图4、图5所示,该装置能满足最大作业水深2000 m的作业能力,覆盖6~30 in的海管,采用高压水射流清理和机械打磨方式进行海管涂层及焊缝清理,最大涂层清理厚度达100 mm,海管表面清理光洁度达SA2.0。

图4 海管涂层清理装置主要结构

图5 海管焊缝清理装置主要结构
海管涂层清理装置由喷嘴卡盘、框架机构、ROV阀箱、浮材机构、卡爪机构、卡盘夹具机构组成;海管焊缝清理装置由焊缝打磨卡盘、框 架 机 构、ROV 阀箱、浮材机构、卡爪机构、卡盘夹具机构组成;海管涂层和焊缝清理装置除去卡盘不同外,剩余结构为共用结构。在深水海管涂层和焊缝清理装置中,ROV阀箱作为液压控制阀的储存机构,浮材机构作为装置的浮力提供机构,能使装置处于零重力。以下将重点介绍装置的框架结构、卡爪结构、卡盘夹具结构、喷嘴卡盘及焊缝打磨卡盘。
2.1 框架结构组成
框架结构如图6所示,主要包括:ROV把手、卡爪固定板、卡盘夹具液压缸。卡爪固定板作为卡爪的固定支撑机构,承受卡爪机构的质量;卡盘夹具液压缸可在液压驱动下,带动卡盘夹具沿海管轴向进行伸缩运动。
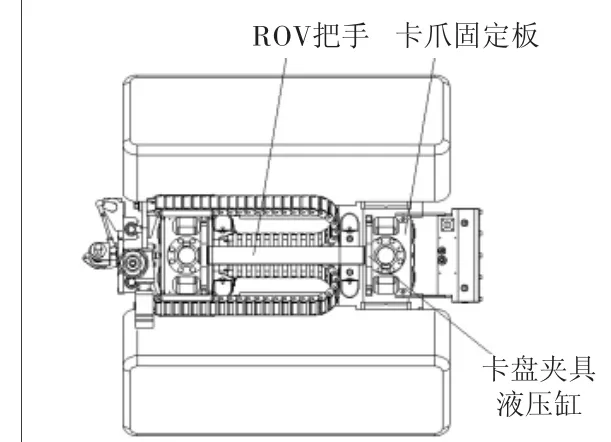
图6 海管涂层及焊缝清理装置框架结构组成
2.2 卡爪结构
卡爪结构如图7所示,具体包括:卡爪开合液压缸、卡爪周向转动主动轮、卡爪、卡爪周向转动被动轮、卡爪周向转动驱动马达。卡爪开合液压缸控制卡爪开合以便卡爪在海管上抱紧或释放;卡爪周向转动驱动马达在液压驱动下,带动卡爪周向转动主动轮旋转,从而可使装置绕海管进行周向转动。

图7 海管涂层及焊缝清理装置卡爪结构
2.3 卡盘夹具结构
卡盘夹具机构如图8所示,具体包括:卡盘夹具支撑板、卡盘径向进给驱动马达、卡盘径向进给机构。卡盘径向进给驱动马达可在液压驱动下,带动卡盘径向进给机构沿海管径向上下移动。

图8 海管涂层及焊缝清理装置卡盘夹具结构
2.4 喷嘴卡盘结构
喷嘴卡盘结构如图9所示,具体包括:喷嘴卡盘、喷嘴、喷嘴摆动驱动马达、喷嘴摆动摇杆。在进行海管涂层清理时,将喷嘴卡盘结构安装在卡盘夹具机构上进行相应涂层清理作业。

图9 海管涂层清理装置喷嘴卡盘结构
2.5 焊缝打磨卡盘结构
焊缝打磨卡盘结构如图10所示,具体包括:焊缝打磨卡盘、焊缝打磨带主动轮、焊缝打磨带压紧轮、焊缝打磨带被动轮、焊缝打磨带。在进行海管焊缝清理时,将焊缝打磨卡盘机构安装在卡盘夹具机构上进行相应焊缝清理作业。

图10 海管焊缝打磨装置焊缝打磨卡盘结构
3 装置液压控制系统分析
根据上节深水海管涂层及焊缝清理装置结构组成分析可知,装置在进行海管涂层或焊缝清理时具有以下相同的4种运动:卡爪开合运动、卡爪绕海管周向转动、卡盘沿海管轴向伸缩运动、卡盘沿海管径向上下移动。对于喷嘴摆动运动及焊缝打磨带主动轮转动则分别为涂层清理和焊缝清理独有运动,因而在进行液压控制系统设计时,需综合考虑上述功能需求。图11是深水海管涂层及焊缝清理装置的液压控制系统设计,根据图11可知,海管涂层和焊缝清理共用卡爪开合液压缸、卡爪周向转动驱动马达、卡盘径向进给驱动马达、卡盘夹具液压缸,对于涂层清理和焊缝清理分别独有运动的喷嘴摆动运动及焊缝打磨带主动轮转动,则考虑对喷嘴卡盘和焊缝打磨卡盘上分别安装一个独立的马达来实现其所需的独特功能。

图11 海管涂层及焊缝清理装置液压控制系统
在进行水下控制时,关闭液压系统上其他ROV阀门RV01、RV02,ROV 将 液 压 接 头 插 入 装 置 的 液 压 接 口HYD01(两孔),通过电磁阀(solenoid valve, SV)SV01-05,分别控制卡盘夹具液压缸、喷嘴摆动驱动马达/焊缝打磨带主动轮驱动马达、卡盘径向进给驱动马达、卡爪周向转动驱动马达、卡爪开合液压缸,并通过压力传感器(pressure transmitter, PT)PT01-02对卡爪开合液压缸进油和回油压力进行监控。
4 装置工作流程
4.1 准备阶段
在下放深水海管涂层及焊缝清理装置至海管就位之前,根据作业任务,选取喷嘴卡盘(或焊缝打磨卡盘)安装在装置的卡盘夹具上,启动卡盘径向进给驱动马达,将喷嘴卡盘(或焊缝打磨卡盘)回缩至最顶端;启动卡盘夹具液压缸,将喷嘴卡盘(或焊缝打磨卡盘)回缩直至贴住深水海管涂层及焊缝清理装置本体;如需进行焊缝打磨任务,则需调整焊缝打磨带压紧轮张紧调节螺栓,使焊缝打磨带张紧程度适中;启动卡爪开合液压缸,将卡爪开至最大状态,此时初始状态设置完毕。
4.2 实施阶段
针对不同作业任务,以下将分别介绍海管涂层清理及焊缝打磨实施阶段工作流程。
4.2.1 海管涂层清理
下放装置和高压水供应站至水下作业区,ROV水下提起装置在海管的0点位置上进行就位;待装置就位成功后,启动卡爪开合液压缸,将卡爪进行关闭并抱紧海管;确认抱管成功后,启动喷嘴摆动驱动马达,开始进行喷嘴摆动;启动卡盘径向进给驱动马达,将喷嘴卡盘沿海管径向方向向靠近海管移动,直至喷嘴出水口与海管涂层距离达到设计安全作业距离;启动高压水供应站,为喷嘴提供高压水;启动卡盘夹具液压缸,使喷嘴卡盘沿海管轴向伸缩进行涂层清理工作;待完成海管的0点位置的扇形面涂层清理工作后,启动卡爪周向转动驱动马达,沿海管周向转动装置转动至下一位置进行就位,需确保该位置与上一位置的涂层清理扇面存在重叠;重复上述步骤,直至海管指定表面涂层全部清理完毕。
4.2.2 海管焊缝打磨
ROV水下提起装置在海管的0点位置上进行就位;待装置就位成功后,启动卡爪开合液压缸,将卡爪进行关闭并抱紧海管;确认抱管成功后,启动卡爪周向转动驱动马达,沿海管周向转动装置直至焊缝打磨卡盘的焊缝打磨带压紧轮与海管纵焊缝对齐;启动卡盘径向进给驱动马达,将焊缝打磨卡盘沿海管径向方向向靠近海管纵焊缝移动,直至焊缝打磨带距离海管纵焊缝约1 cm位置时停止;启动焊缝打磨带主动轮驱动马达,此时焊缝打磨带开始转动;继续启动卡盘径向进给驱动马达,将焊缝打磨卡盘沿海管径向方向向靠近海管纵焊缝移动;启动卡盘夹具液压缸,使焊缝打磨卡盘沿海管轴向伸缩运动;待焊缝打磨带接触到海管开始进行纵焊缝打磨后,根据现场情况适时调整卡盘径向进给驱动马达和卡盘夹具液压缸的速度,直至焊缝打磨完成。
4.3 回收阶段
待海管完成涂层及焊缝清理后,启动卡盘径向进给驱动马达,将喷嘴卡盘(或焊缝打磨卡盘)回缩至最顶端;启动卡盘夹具液压缸,将喷嘴卡盘(或焊缝打磨卡盘)回缩直至贴住深水海管涂层及焊缝清理装置本体;启动卡爪周向转动驱动马达,沿海管周向转动装置至海管的0点位置;启动卡爪开合液压缸,将卡爪开至最大状态;ROV水下从海管上提起装置进行回收。
5 结 语
结合国外现有的海管表面清理装备,以装备的结构组成、液压控制系统设计、工作流程为起点,对一种深水海管涂层及焊缝清理装置进行分析,打破了国外对深水海管表面清理装备技术的垄断,并推进了我国深水海管维修装备技术的发展。
