磁性编码器和倍福伺服系统在砂型3D 打印机中的应用
2020-08-01
(共享智能铸造产业创新中心有限公司,宁夏 银川 750021)
砂型3D 打印机颠覆了传统的铸造工艺,因其具有污染小,精度高,易定制等特点,在铸造行业的应用日趋成熟。砂型3D 打印机采用逐层打印叠加的方法打印出砂型,然后直接组合浇铸,完成铸造过程。砂型3D 打印机因其特殊的工艺方法,对设备的的稳定性和精度要求很高。若中间打印中断或者精度不够,打印的产品层与层之间叠加不齐,甚至造成层与层之间错位,打印的产品将报废。因此,砂型3D 打印机各伺服轴运动精度是设计过程中必须考虑的关键因素。倍福控制系统因其具有很好的开放性,兼容性,易于配置,其基于EtherCAT 通信协议稳定可靠,成为自动化行业新的解决方案,本3D打印机X 轴使用倍福伺服驱动器和直线电机的控制方案,并使用磁栅尺作为位置反馈传感器,经过调试配置测试,使用稳定可靠,达到了很好的效果。
1 系统硬件选择
1.1 电机及伺服驱动器的选择
砂型3D 打印机X 轴运行距离较长,使用丝杆模组加旋转电机安装精度难以保证,而且因为背隙的影响,往返运动过程中位置误差不易消除,传动系统中的磨损造成的误差也是不可避免的。采用直线电机直接驱动的方式,可有效消除机械传动带来的误差。电机选择倍福直线电机,型号是AL2006-0000-0001,伺服驱动器选用同一家产品AX5000,使伺服驱动器与电机能够很好地匹配。
AX5000 系列伺服驱动器开创了驱动性能的新标准。这种全新系列的伺服驱动器除了支持单通道和多通道技术之外,更在性能和经济性方面得到了飞跃。其所集成的快速控制技术使得电流控制周期最快可达31.25 μs,支持快速及高动态性定位任务。此款驱动器采用EtherCAT 作为高性能通讯系统,为基于PC 的控制技术提供了一个理想的平台,同时,还支持与其他现场总线系统的连接[1]。
在本控制系统中,选择AX5000 系列数字紧凑型伺服驱动器AX5106-0000-0200,1 轴模块,100…480 V AC,额定输出电流6 A,具有高速EtherCAT接口,结构紧凑,便于控制柜安装,宽电压,集成电源过滤器等特点。AX5000 提供了灵活、通用的接口选项。本系统使用稳定且可靠的BISS_C 协议用作编码器的反馈,因此需要配置AX5721-0000 BISS_C 协议接口卡。
1.2 编码器选择
因砂型3D 打印机特殊的工况,细小颗粒砂子及灰尘较多,因此选择抗污能力强的磁栅作为反馈器件,本系统选择了雷尼绍的LA11 系列磁性绝对线性编码器,此编码器信号质量高、尺寸小,具有LED 功能指示和状态指示灯,而且使用稳定可靠,安装时可通过背胶直接粘贴在导轨平面上,使用简便。
本系统选择的磁性绝对线性编码器型号是LA11DCA2D0KA10CA00,分辨率达到1μm,完全可以满足实际的测量要求。
2 系统参数配置
参数配置涉及编码器参数配置,电机参数配置和PID 参数调节等,需要再倍福编程软件Twin-CAT3 中完成,配置完成后下载后配置生效,也可以在线配置,具体配置如下。
2.1 编码器的参数配置
2.1.1 编码器参数配置准备
本砂型3D 打印机系统使用了雷尼绍BISS_C协议的磁性绝对线性编码器,AX5000 驱动器固件需使用2.06.27 或2.10.14,在参数配置前,需要准备以下内容:
1)确定编码器供电方式,采用外置供电还是采用接口卡直接供电,本系统中,磁性绝对线性编码器的供电使用编码器接口卡AX5721-0000 上的5 V电源;
2)确定磁性绝对线性编码器最大消耗电流,按照手册,磁性绝对线性编码器的最大消耗电流为150 mA,编码器接口卡AX5721-0000 的输出电流可达250 mA,因此完全满足要求,另外还要考虑供电电压因为线路压降造成的影响;
3)信号的种类,本系统选择BISS_C 协议,需配置编码器接口卡AX5721-0000;
4)编码器数据位数,本系统选择的雷尼绍磁性绝对线性编码器26 位数据位,左对齐,最低有效位,2 位状态位(触发为低电平),6 位奇偶校验位;
5)直线编码器信号周期长度:2 000 000 nm;
6)直线编码器的分辨率:1 μm.
2.1.2 编码器参数配置
1)选择反馈 在倍福TwinCAT 软件中,完成对连接的硬件扫描后,选择雷尼绍读头对应的型号,如图1 所示。
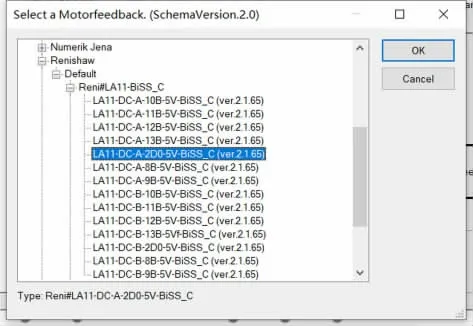
图1 第三方编码器选择
2)电源设置在配置参数Power settings 参数中,配置好Correct voltage 为5V 供电,Wait time after power up 参数设置为1 000 ms.
3)过程通道设置 对于直线编码器,请以纳米为单位设置“每个信号周期的长度”。如果没有sin/cos 信号,对于直线电机和电机与直线编码器系统,极距=每个信号周期的长度x 每个旋转的信号周期。
4)参数通道设置
一般情况,参数通道设置值是通过直线编码器配置文件直接加载到参数表中,不需要单独设置。
2.1.3 时钟频率的限制
伺服驱动器固件大于V2.10 build 0015 允许设置不同的频率值,要置的时钟频率的可能值:2 000、2 500、3 333、50 00 kHz,如果设置了其他值,则软件将使用下一个可能更低的值。时钟频率越低,数据传输时间越长。
对于BISS_C 协议,在“Ack”周期内,编码器准备传输实际的位置值。在“Start”的上升沿,意味着系统已经准备好,然后开始传输数据。
在倍福系统中,由于其内部循环周期,在位置开始读取后,AX5000 需要在特定的时间点到达特定的位置。这意味着从第一时钟信号的上升时间最后CRC 位不得超过18 μs.
因为不同厂家或者相同厂家在选型时不同直线编码器允许的时钟频率不同,而且数据位也不同,因此在传输过程中可能存在传输周期大于18 μs的情况,可以通过设置“Pretrigger time encoder to sync”参数来补偿,但此值不能超过15 μs.
2.2 电机参数配置
AX5000 伺服驱动器需要计算的相关变量有峰值电流的时间限制(P-0-0052),通道的峰值电流(P-0-0090),通道的额定电流(P-0-0091),配置通道峰值电流(P-0-0092)和配置通道额定电流(P-0-0093),这些参数在伺服驱动器中主要起安全功能,最大允许过流范围I×tmax 与驱动器的型号有关。伺服驱动器在计算时间tmax 内可能超过额定电流,超过额定电流的时间应该被限制到tmax 内。这取决于不同电机不同的峰值和额定电流,具体的:最大允许过流范围(I×tmax)=(峰值电流-额定电流)×计算时间(tmax)[2],因此,通过减小峰值电流,可以使额定电流超出更长时间。
2.3 控制参数整定
2.3.1 速度环控制 PID 参数调节(Ziegler-Nichols 方法)
在PID 参数整定前,请将控制模式切换到2:速度控制模式下进行,并关闭跟随误差报警开关,如图2 所示。
速度控制器主要参数为比例增益Kp(S-0-0100)和积分动作时间Tn(S-0-0101),在选择电机时,将设置默认值,如图3 所示,使电机能够在没有负载的情况下安全运行。在调试期间,应该调整这两个参数,以便在驱动器响应性(控制器带宽)和噪声产生之间找到一个好的折中。
下面介绍的方法初步确定了控制回路的稳定性极限。然后根据Ziegler-Nichols 方法,将确定的增益值与一个经过现场验证的因子相乘,以获得一个稳定的控制回路。在调整过程中,轴必须能够在两个方向上移动,而不需要到达机械端停止。例如,应该手动将其推到行程的中心。
在大多数情况下,AX5000 工作在“11:位置控制反馈1”模式下工作。为了消除位置控制器的影响,Kv 在位置控制器的整定过程中应取0.此外,在速度控制器中将Tn 设置为0.
应该禁用NC 轴的后续错误监视,或者将其设置为一个较大的值,以便在接下来的测试中不会触发它。
为了确定稳定性极限,当轴处于活动状态时,在速度控制器中分小步骤增加Kp,直到轴开始振荡。根据轴的类型和轴所处的环境,根据噪声的产生来确定稳定极限可能就足够了。当Kp达到一个临界值时,许多轴开始发出“吱吱”声。在有噪声的环境中,对于必须避免振荡的轴,应使用双视示波器。

图2 控制模式切换到速度模式
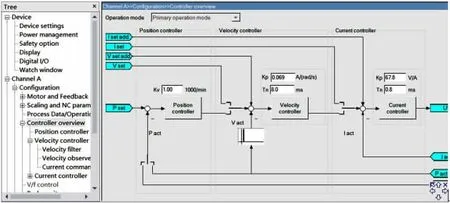
图3 控制器主要参数配置
设置TwinCAT 的Scope 视图,使用功能文件→添加→新项目来添加“TwinCAT Measurement”工程的“Scope YT NC Project”,此处不再赘述[4]。
开始测试动作在“NC Functions”下选择功能“Velo Step Sequence”,要使轴反转,必须用不同的符号表示两个速度。输入1 秒作为“Idle time”,以及往复运动的次数。
对示波器图形进行评估,当轴反转时,用示波器观察轴的特性,如图4 所示,上部的示波器图案显示了设置速度值和实际速度值,下部的波器图案显示了扭矩反馈值。左右两侧划分了Kp 值增加之前和增加之后的不同状态,右侧显示在整个运动过程中产生了共振.

图4 不同参数值扭矩曲线对比图
根据机械系统的不同,达到的值的极限,视为Kpcrit,还是Kp可以进一步增加,直到速度值也出现振荡,这是系统也将发出声音。例如在有滚珠丝杠的应用中,电流信号的振荡开始于Kp=0.22,只能听到轻微的“吱吱声”,在嘈杂的环境中是听不到的。在Kp=0.25 时,速度信号也会出现振荡。
降低Kp,根据Ziegler-Nichols 方法,应该使用以下公式来确定Kp的正确值,即:Kp=0.45 x Kpcrit[3].
确定Tn,Tn决定积分控制器的积分动作时间。Tn越小,积分控制器的增益越大。Tn的正确值主要取决于电机与负载之间耦合的类型。许多应用程序在默认值Tn=8 ms 时运行得令人满意。在刚性耦合下,如果跟踪误差太大,Tn可以达到5 ms.
2.3.2 位置环参数调节
位置环的比例调节。增加Kv可以减小位置跟随误差,和加速度前馈配合使用比较合适。需要注意的是位置环增益的带宽大概为速度环增益Kp带宽的四分之一。(Kv和Kp单位不一样,所以不是一般意义上数值的四分之一)。所以Kv的调节需要在Kp的基础上增加,并且如果Kv数值增大后,速度发生振荡,则需要将该值降低。
3 编写控制程序
倍福TwinCAT3 集多任务PLC、NC 与编程环境于一体,使配置、编程等工作在一个软件中完成,方便快捷[5,6]。在砂型打印机应用中,各轴主要采用点对点控制方式,可以控制单轴定位或者定速运动,也可实现两轴之间的电子齿轮同步。对于绝对值伺服系统而言,常用的轴控制程序包括使能(MC_Power),如图5 所示;点动(MC_Jog)、绝对位置移动(MC_MoveAbsolute),如图6 所示;运动停止(MC_Stop)、回零点(MC_Home)和复位(MC_Reset),如图7 所示等功能块[7]。
4 结论
在砂型3D 打印机使用过程中,需要注意因磁尺上附着磁性物质而造成的反馈失效问题,为了避免此问题,可以在磁性绝对线性编码器读数头两侧安置毛刷,运行时清扫两侧磁尺上粘贴的磁性物质,避免因反馈失效造成的故障停机问题。

图5 使能功能块调用

图6 调用移动到绝对位置功能块

图7 调用复位功能块
伺服系统PID 参数也是影响运动精度的主要因素,PID 参数配置不合理,会造成电机啸叫、机械振动等现象,严重影响伺服系统运行精度;伺服系统的电压也是影响运动性能的一个因素,虽然倍福伺服驱动器电压范围较宽,但电压太低影响电机驱动性能。
本文以倍福控制系统和倍福AX5000 系列伺服驱动器作为控制系统的硬件,搭建了一套基于直线电机和BISS_C 协议的磁性绝对线性编码器控制系统,并对相关控制参数进行配置优化,对伺服轴进行编程,控制系统设计功能满足精度要求,使用稳定可靠。
