一种并列型复合弹性(T400)纤维设备及工艺分析
2020-07-28周晓辉张红亮
周晓辉 张红亮
(北京中丽制机工程技术有限公司 北京 101111)
1 前言
并列复合纤维是利用两种不同特性的原料按50:50 左右的比例复合,得到截面形状类似“8”的、有特殊卷曲性或高回弹性的复合丝。并列复合纤维有很多种,使用PTT 与低粘PET并列复合可以得到一种高回弹性纤维(T400),T400 纤维是用量较大的并列复合丝之一,因其生产过程类似FDY,初生纤维经过拉伸直接卷装成型,具有类似DTY 的高回弹性,广泛应用于各种面料中。北京中丽制机工程技术有限公司(以下称“北京中丽”)是做复合丝装置较早、量较大的工程公司之一。下面将以北京中丽装置为基础,生产T400 复合丝75de/36f 为例,对设备、工艺等分析和探讨。
2 设备及工艺情况
2.1 实例设备装置
(1)PET 干燥系统:郑州中远;PTT 干燥系统:郑州中远
(2)PET 螺杆:北京中丽;PTT螺杆:北京中丽
(3)复合纺丝箱体:北京中丽
(4)复合喷丝板:北京中丽
(5)油嘴、预网络器、导丝器:日本AWA
(6)计量泵:英国斯奈克1.8cc/r
(7)油剂泵:英国斯奈克0.10cc/r
(8)热辊系统:北京中丽
(9)卷绕机:北京中丽BWA55T
2.2 工艺流程(见图1)
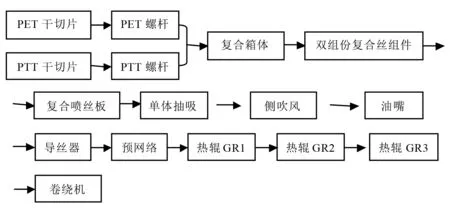
图1 生产工艺流程图
2.3 原料
2.3.1 低粘PET 切片:上海石化(见表1)
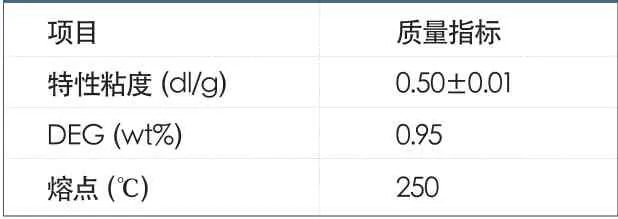
表1 上海石化切片指标
2.3.2 PTT 切片:杜邦L2268(见表2)
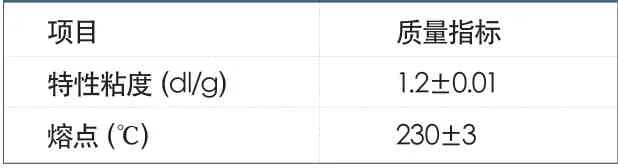
表2 杜邦L2268 切片指标
2.3.3 油剂:竹本F-1748
此处使用涤纶FDY 油剂:竹本F-1748。
2.4 测试仪器
(1)压差法微量水分仪:常州纺织仪器厂有限公司SF-I 型
(2)测长仪:常州纺织仪器厂有限公司 YG082 型
(3)强伸仪:常州纺织仪器厂有限公司 YG023B 型
(4)乌斯特仪:Uster-III 型
2.5 实例工艺参数(见表3)
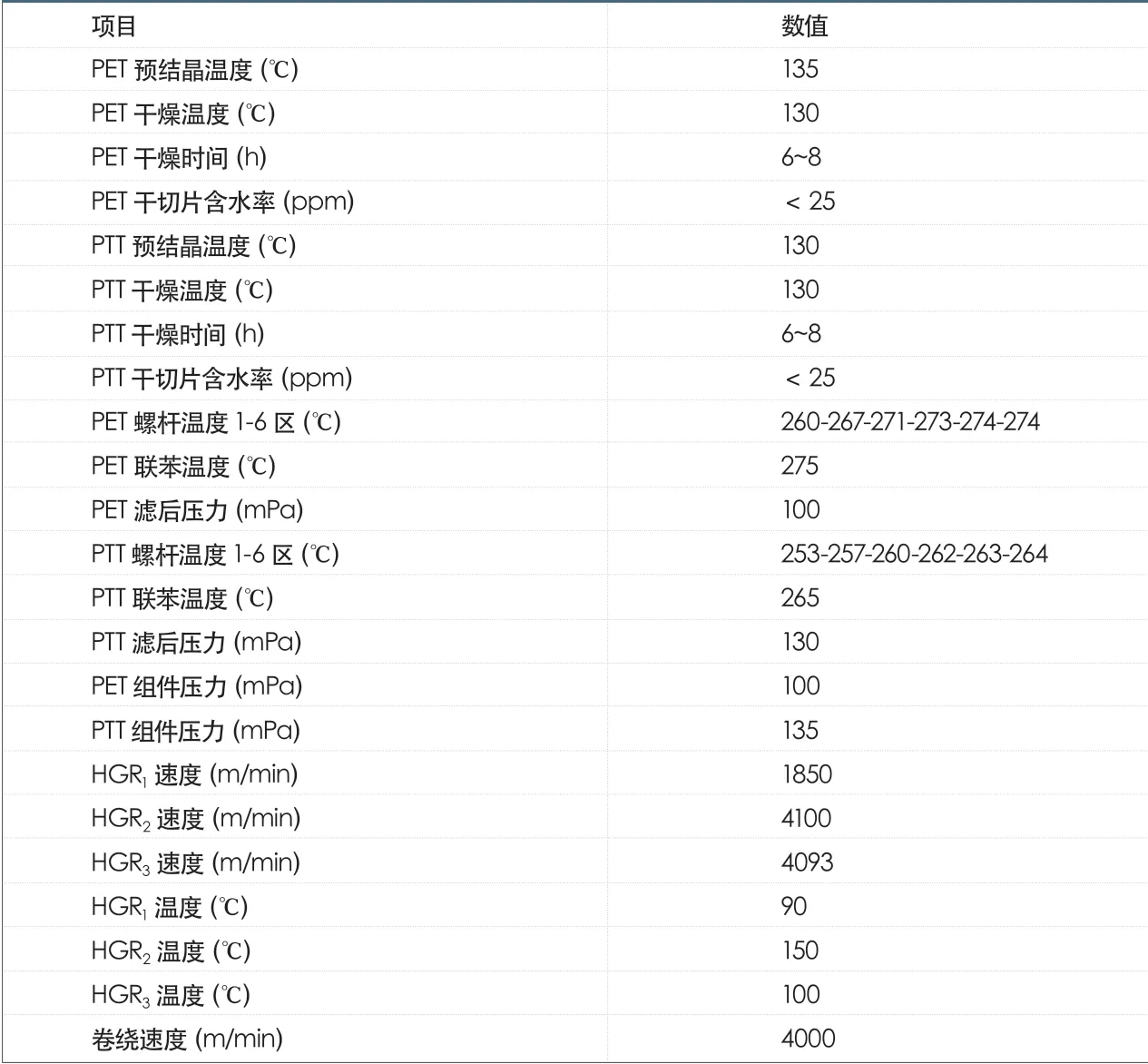
表3 75de/36f T400 复合丝主要工艺
2.6 实例成品质量(见表4)
3 设备及工艺分析
3.1 概述
T400 复合丝,通过低粘PET(聚对苯二甲酸乙二醇酯)、PTT(聚对苯二甲酸丙二醇酯)两种不同的原料,分别经过干燥、螺杆熔融,计量泵计量输送,进入同一个复合组件,再经过复合喷丝板的并列对喷吐丝,离开喷丝孔后马上复合在一起,再经侧吹冷却,油嘴上油,预网络,热辊牵伸,网络,最后卷绕机卷绕成型,得到T400 弹性纤维。T400 纤维具有高回弹性,CP 一般在80%~90%,同时这种纤维还具有高的光热稳定性,可以通过与其他纤维混织,包覆等,广泛应用于不同风格的弹性面料生产,比如近年较流行的四面弹等。
生产T400 复合丝75de/36f,通常低粘PET:PTT比例为50~55:50~45,拉伸比2.3~2.8,纺丝速度一般在3800~4200m/min 之间选择,单纤维截面成“8”型(见图2),因两种成分粘度差较大,纤维接近取向后,产生了较高回弹卷曲性。
3.2 干燥(见图3)
低粘PET,熔点250℃。低粘PET切片干燥系统,采用BM 型干燥系统,原料切片经投料装置送入高位切片料仓,经过沸腾床预结晶后,送入干燥塔,经过热干空气干燥后,干切片含水率小于25ppm,干切片进入螺杆。如干切片含水率较高时熔融降解大,会造成断头多,无法保证顺利进行复合纺丝。因为生产T400 使用的是0.5(dl/g)粘度的低粘PET,这样粘度差更大,卷曲回弹效果更好。预结晶温度130℃左右,温度高切片表面易黏连,结块。干空气露点要求-80℃以下,即达到较好的除湿效果。经过6~8 小时,130℃左右的干燥塔干燥,干切片含水率低于25ppm,纺丝达到好的效果。
PTT 为半结晶高聚物。DSC 法熔点228℃。PTT 切片干燥系统,也采用BM型干燥系统,原料切片经投料装置送入高位切片料仓,经过沸腾床预结晶后,送入干燥塔,经过热干空气干燥后,干切片含水率小于25ppm,干切片进入螺杆。PTT 原料更易熔融热降解,含水率必须严格控制,否则断头多,无法保证顺利进行复合纺丝。因为生产T400 使用的是1.2(dl/g)粘度的经过固相增粘的PTT 切片,这样粘度差更大,卷曲回弹效果更好。PTT 预结晶温度120℃左右,温度高切片表面易黏连,结块。经过6~8 小时,120℃左右的干燥塔干燥,干切片含水率必须低于25ppm,PTT 极容易降解。
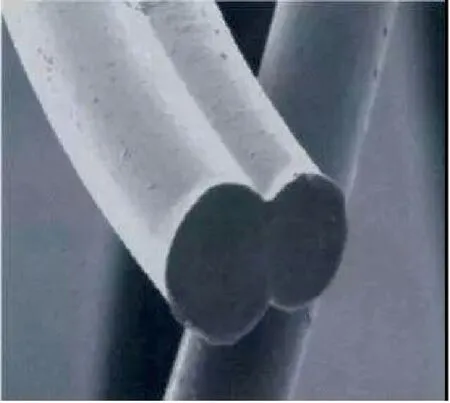
图2 T400 截面示图
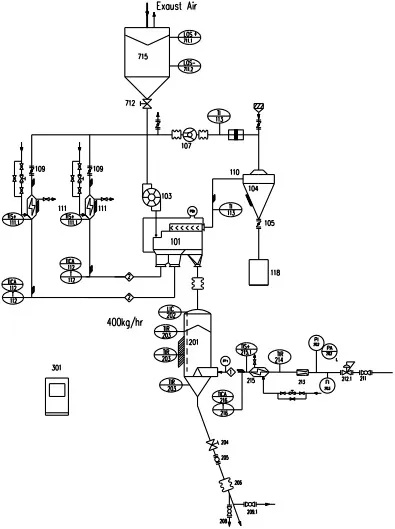
图3 干燥系统原理图
3.3 螺杆(见图4)
低粘PET 使用带销钉混炼头的LTD 螺杆。干燥好的低粘PET 干切片进入螺杆,经过输送,挤压,熔融,再经销钉混炼头均化混合,经熔体管路送入过滤器过滤杂质,再进行纺丝。低粘PET 螺杆各区从进料端依次由低到高,控制在250℃~280℃之间,温度不宜过高,否则热降解大,不利复合纺丝。
PTT 熔体有较高的特性粘度,扭矩大,剪切发热大,通常选择带强制冷却的双螺纹螺杆。干燥好的PTT 干切片进入螺杆,经过输送,挤压,熔融,再经熔体管路送入过滤器过滤杂质,再进行纺丝。PTT 螺杆各区从进料端依次由低到高,控制在240℃~265℃之间,PTT 原料更易热降解,通常温度不宜过高,否则不利复合纺丝。PTT 原料螺杆易超温,可通过风冷强制降温,达到工艺温度要求。

图4 螺杆
3.4 熔体过滤器
低粘PET、PTT 熔体由于都是间接纺,前加工过程多,可能含有的杂质多,都需要熔体过滤器过滤后再送去纺丝。PTT 熔体因热降解剧烈,做某些特殊品种时,为了减少熔体停留时间,减少熔体降解,需要加配过滤器直通管,减少停留时间,保证可纺性。
3.5 复合箱体及联苯系统(见图5)
经熔体过滤器过滤后的低粘PET、PTT 熔体,分别进入主箱体和副箱体(见图6)。通常高熔点低粘PET进入主箱体,这样可以保证可纺性好。复合箱体结构复杂:包含副箱体PTT部分:PTT 计量泵,PTT 熔体管路,副箱独立联苯系统,使用中温联苯热媒(沸点240℃)以保证联苯循环良好,保证箱体各部分温度均匀。主箱体低粘PET部分:低粘PET 计量泵,低粘PET 熔体管路,PTT 泵后部分熔体管路,低粘PET 熔体管路,主箱独立联苯系统,复合组件等,使用常温联苯热媒(沸点256℃)即可保证生产。
熔体管路,都采用等长设计,以保证两种熔体箱体停留时间相同,防止产生热降解差异,影响成品丝品质一致性。
正常纺丝需要联苯温度高20℃~40℃,以保证熔体适宜的流动性和喷丝板面温度,便于顺利纺丝。低粘PET 熔点247℃左右,主箱体联苯温度控制在270℃左右;PTT 熔点228℃左右,副箱体控制在260℃左右。
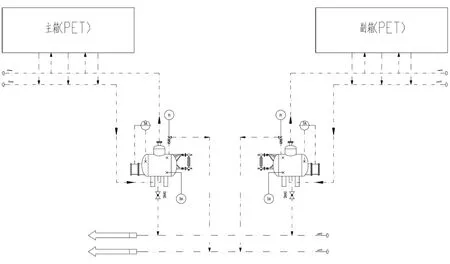
图5 联苯系统图
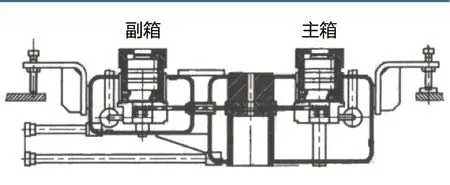
图6 复合箱体图
3.6 复合组件(见图7)
T400 复合丝为并列复合,组件一般采用双砂腔下装杯形组件,双入料口,经计量泵计量后的低粘PET、PTT 熔体两路熔体,进入组件,分别走独立通道,最终在出复合喷丝板后复合成丝。
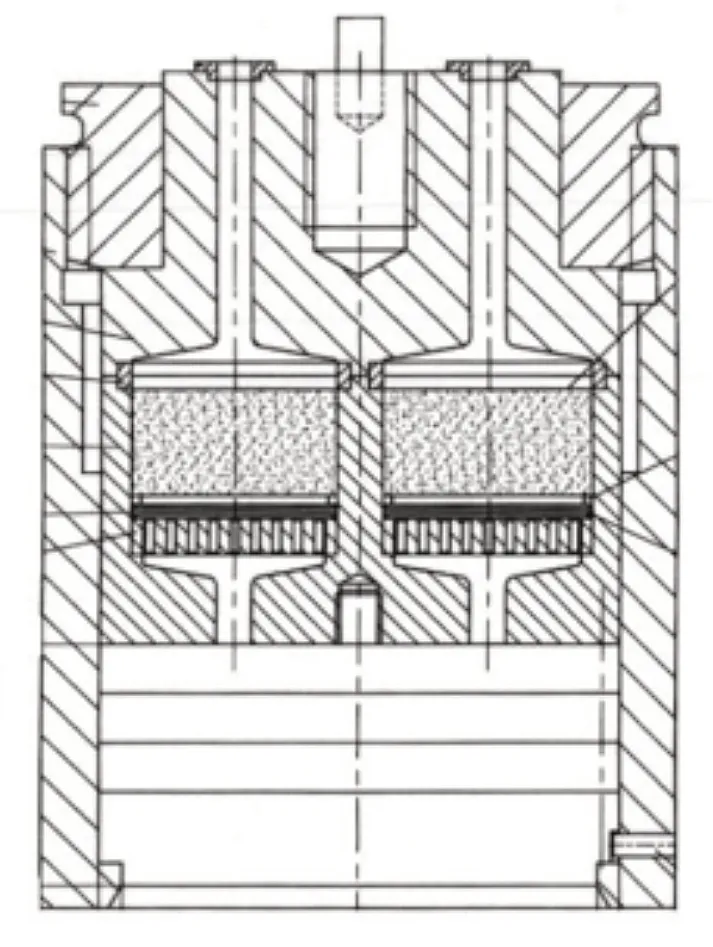
图7 复合组件图
T400 复合丝为板外复合,组件背压控制也很重要,两组分背压不匀将会影响截面形状,使得纤维CP 值将下降,达不到回弹要求。
3.7 复合喷丝板(见图8)
T400 喷丝板采用复合喷丝板,一般由5 块板组合,把两种熔体输送到出丝孔外熔融态下复合成丝,这种纤维有“8”字型截面。
复合喷丝板出丝微孔设计计算时,按涤纶计算,控制剪切速率应在8000~15000s-1,喷头拉伸比控制在150~200 倍。因为出丝孔为斜向,很难清洗和检板,通常稍微放大孔径20%~30%,生产使用效果更好。
在生产中,因PTT 熔体单体析出较多,为保证截面均匀,丝品质稳定,复合喷丝板面通常需要12~24 小时清理,保证出丝均匀,同时减少中间断头次数。一般8~12 天,断头率会增加,丝品质稳定性下降,需要更换组件,确保丝品质均匀稳定。

表5 无风区高度对条干的影响趋势
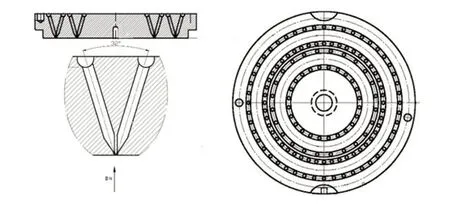
图8 复合喷丝板
3.8 侧吹冷却系统
T400 复合丝生产过程中,PTT 熔体会有少量低聚物析出,一般采用侧吹方式,析出低聚物通过抽吸装置抽走。
T400 复合丝生产中,因为复合丝板面大,通常大于Φ95,需防止初生骤冷,一般需要使用电加热缓冷器,缓冷器控制温度稍低于主箱体温度。同时无风区高度不应超过100℃,否则条干大,易产生色差等质量问题(见表5)。
T400 复合丝生产过程中,PTT为半结晶高聚物,DSC 法熔点为228℃。这样就需要侧吹风温度控制在20℃~22℃,过高不利于纤维均匀冷却结晶,拉伸过程中易产生毛丝。
3.9 热辊牵伸
T400 复合丝生产,最早是在FDY设备上开发,牵伸系统为两组热辊,因PTT 为半结晶高聚物,不易冷却,结晶定性困难,丝饼应力大,同时成型不易控制,给后纺加工带来困难。现在一般采用3 组热辊牵伸系统。HGR1 和HGR2 之间为牵伸,拉伸比一般在2.5~3.0倍,HGR2和HGR3之间为冷却定型,拉伸比一般在0.95~1.05倍,主要起到冷却定型,稳定张力作用。生产75dtex/36f,HGR1 温度控制在80 ℃~90 ℃,以使丝束玻璃化充分,便于牵伸。HGR2 温度控制在150℃~160℃,充分牵伸定型。HGR3温度需要降温,进一步平衡结晶定型,一般控制在80℃~130℃。
3.10 卷绕成型
T400 复合丝生产中,因为纤维弹性回复大,丝本身内应力大,卷绕过程成型较难控制,很容易凸肩鼓肚,给包装运输和后加工造成困难,必须严格控制卷绕张力和接触压力,以及成型角度。生产75dtex/36f,通常卷绕张力控制在12~15cn,接触压力在300n 左右。
4 结论
(1)T400 复合丝,低粘PET:PTT 比例为50~55:50~45。
(2)生产T400 复合丝,要求干燥含水率小于25ppm。
(3)生产T400 复合丝,3 组热辊效果好。
(4)生产T400 复合丝,必须严格控制好各种工艺条件。
(5)生产T400 复合丝,丝饼成型不易控制,必须严格控制好卷绕张力,接触压力,成型角度。