响应面优化超声波辅助提取葡萄籽油脂的工艺研究
2020-07-25尹佳黄志鸿李继锋
尹佳,黄志鸿,李继锋
(吉林化工学院 生物与食品工程学院,吉林 吉林 132022)
葡萄籽占鲜果质量的4%~7%,其中含有丰富的脂类、多酚类和蛋白质类化学物质,具有抗肿瘤、抗氧化、抗辐射和保护心血管等药理学活性功能[1]。葡萄籽中的粗油脂含量可达14%左右,是极其优质的油脂资源。葡萄籽油不仅具有降低血脂、软化血管、预防血管硬化、降低血压、降低血液粘度和防止血栓形成等各种生物学功效的价值,还可用于产生、维持上皮与神经细胞正常结构功能及抗氧化、抗衰老、保护视力、促进儿童生长发育等各种生理作用价值[2]。因此, 葡萄籽油是一种理想的膳食用油,可作为调味品在食品行业中应用。
葡萄籽油是葡萄籽开发的主要产品[3]。目前,从原料中提取油脂的方法有压榨法、溶剂提取法、超临界流体萃取法、水酶法提取、超声波辅助提取技术[4,5]。其中超声波辅助提取法作为一种优良的提取方法,具有操作简单快捷、提取率高和不破坏提取物结构等优点[6,7]。本研究以葡萄籽为原材料,利用响应面法协同超声波提取葡萄籽油脂,研究了提取时间、提取温度、料液比和超声频率对葡萄籽中油脂得率的影响。在单因素实验的基础上,通过响应面法得到超声波辅助提取葡萄籽油脂的最优工艺条件。
1 材料与方法
1.1 材料与试剂
葡萄籽、无水乙醇、甲醇、石油醚(60~90 ℃)、乙酸乙酯、蒸馏水。
1.2 仪器与设备
YP600电子天平 天津天马衡基仪器设备有限公司;DDL-5M 4000 r/min离心机 济南博鑫生物技术有限公司;HWS24电热恒温水浴锅 上海一恒科学仪器设备有限公司;RE-52A旋转蒸发器 上海亚荣生化仪器有限公司;FW80型高速万能粉碎机 天津市泰斯特仪器设备有限公司。
1.3 实验方法
1.3.1 葡萄籽油脂提取工艺
将原料葡萄籽筛选,除去变质、瘪壳、表皮残破的个体,浸泡,清洗,除去葡萄籽表面的果汁黏液,置于阴凉通风处自然风干。葡萄籽用粉碎机粉碎后过60目筛,密封好后置于-20 ℃冷冻备用[8]。
称取1.0 g葡萄籽粉,提取溶剂选择乙醇溶液,在设定的提取时间、超声频率、提取温度、料液比下恒温搅拌浸提。浸提完毕后,在2000 r/min下高速离心10 min,取上清液进行旋转蒸发得到葡萄籽油;再将沉淀烘干后分别在以上条件下浸提2次,并将3次所得葡萄籽油相加即得提取葡萄籽油总质量。
1.3.2 葡萄籽油脂提取率计算[9]
2 结果与分析
2.1 单因素实验
2.1.1 提取时间对提取率的影响
由图1可知,随着提取时间的增加,葡萄籽油提取率变化显著。这是由于提取时间越长,超声波对物料作用越充分。但是提取时间大于60 min后,提取效果的增加趋势不太明显,这是由于提取时间过长使葡萄籽油脂中某些成分的内部结构被破坏,使得提取率下降[10]。因此,提取时间为60 min 时较适宜。
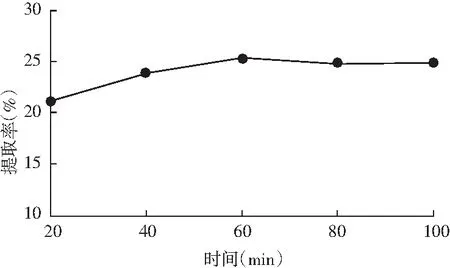
图1 提取时间对葡萄籽油提取率的影响Fig.1 Effect of extraction time on extraction rate of grape seed oil
2.1.2 超声波频率对提取率的影响
由图2可知,葡萄籽油提取率随着超声频率的增大而增大。但是,当频率达到一定值时,葡萄籽内外渗透压将达到平衡,油脂的渗出率也将趋于恒定[11]。因此,提取频率应选80 kHz为宜。

图2 超声频率对葡萄籽油提取率的影响Fig.2 Effect of ultrasonic frequency on extraction rate of grape seed oil
2.1.3 提取温度对提取率的影响
由图3可知,在提取温度为 20~40 ℃范围内,随着提取温度的升高,葡萄籽油提取率也随之增大,这是由于升高温度提高了提取溶剂分子和油脂分子的动能,促进扩散作用的进行[12];在40 ℃以上对提取率影响不明显, 可能是因为温度过高导致溶剂挥发,而且高温会导致油脂酸败现象的发生[13]。因此,提取温度选择40 ℃。

图3 提取温度对葡萄籽油提取率的影响Fig.3 Effect of extraction temperature on extraction rate of grape seed oil
2.1.4 料液比对提取率的影响
由图4可知,当料液比在1∶5~1∶25的范围内,随着料液比的增加,即有机溶剂添加量的增加,使葡萄籽颗粒与有机溶剂接触面的浓度差增大,从而使葡萄籽中的油脂更容易被渗透出来[14];当料液比达到1∶15以后,因为葡萄籽中的油脂含量有限,提取率趋向于恒定。所以, 料液比应取1∶15为宜。

图4 料液比对葡萄籽油提取率的影响Fig.4 Effect of ratio of solid to liquid on extraction rate of grape seed oil
2.2 响应面实验设计及结果
按照单因素实验结果,以及Box-Behnken设计的自变量,以葡萄籽油脂提取率为响应值,进行提取条件优化的研究。响应面分析的因素及水平表见表1。

表1 因素水平编码表Table 1 The coding table of factors and levels

表2 响应面实验方案及结果Table 2 Response surface test plan and results
通过拟合回归处理数据,建立多元二次响应面回归模型为:
Y=-0.444+7.383×10-3A+2.773×10-3B+8.013×10-3C+6.25×10-5D+0.025AB-1.2×10-5AC-1.2×10-5BC-6.25×10-6BD-6.25×10-6CD-3.35×10-4A2-2.328×10-5B2-4.0×10-5C2- 3.6875×10-5D2。
续 表
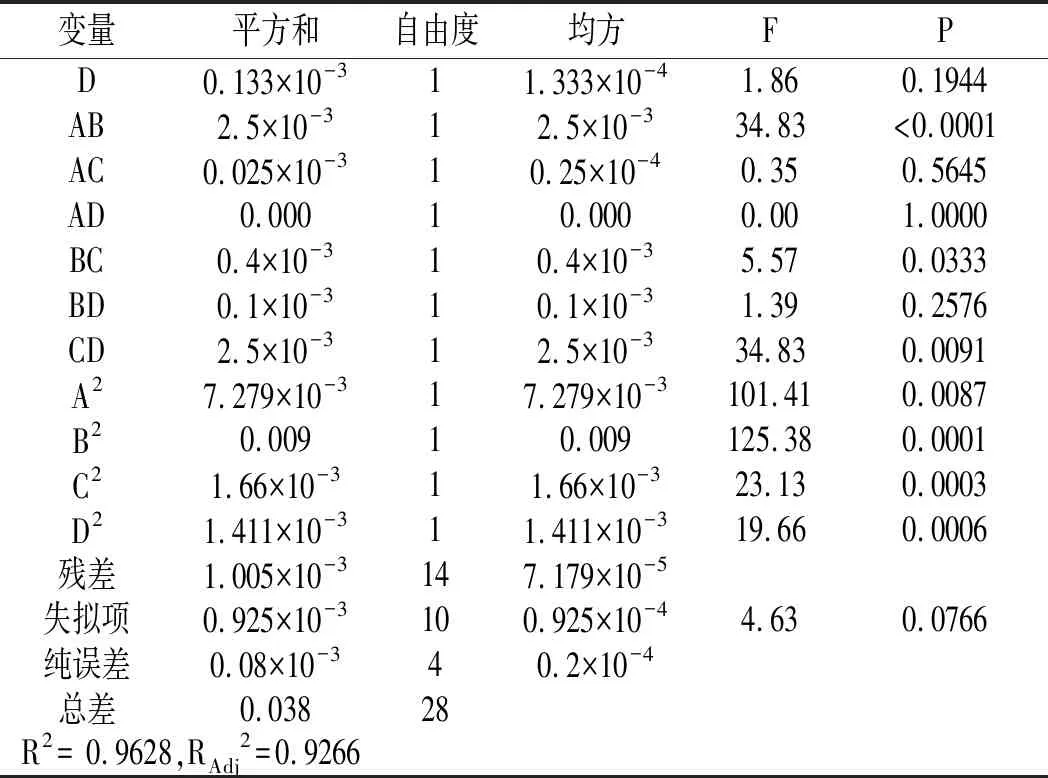
由表3可知,函数模型R2= 96.28%,说明模型计算值和实验值拟合度程度高,能很好地对响应值进行预测[15]。一次项B,C表现为极显著,A为显著, 二次项A2、B2、C2和D2皆表现为极显著。由F检验可以得到影响因素主次排序为:提取时间(B)>提取温度(C)>料液比(A)>超声波频率(D)。AB、CD的交互作用影响极显著,见图5和图6。

表3 方差分析结果Table 3 Analysis of variance results
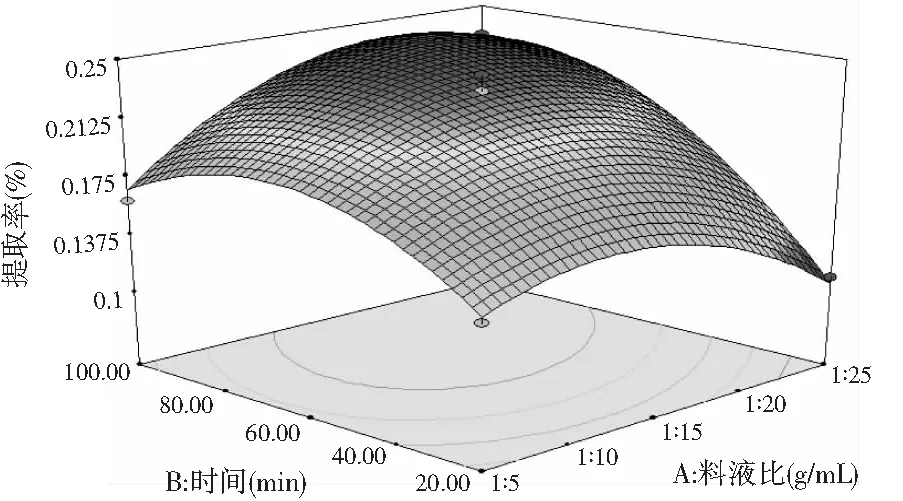
图5 料液比和时间的交互作用对油脂提取率影响的响应曲面图Fig.5 Response surface diagram of the interaction between solid-liquid ratio and time on oil extraction rate

图6 温度和频率的交互作用对油脂提取率影响的响应曲面图
3 结论
本研究在单因素实验的基础上,依据Box-Behnken实验设计原理,利用响应面法优化了超声波辅助提取葡萄籽油脂的工艺。通过回归数学模型得到最优工艺条件为:提取时间73.97 min,超声频率81.42 kHz,提取温度33.48 ℃,料液比1∶12.42 (g/mL)。在最优工艺条件下,葡萄籽油脂的得率为 20.26%,为今后葡萄籽的深加工和系列产品的开发提供了一定的理论基础,最终提高了产品的附加值。