铜铅锌多金属混合精矿浮选分离试验研究①
2020-07-24葛英勇刘顺兵杜橙幻
高 钦, 葛英勇, 刘顺兵, 杜橙幻
(武汉理工大学 资源与环境工程学院,湖北 武汉430070)
铜铅锌多金属硫化矿各矿物之间紧密共生,镶嵌关系复杂,是多金属选矿处理中较为典型的难题之一[1]。 对这类矿石的处理,国内外均以浮选为主[2-5]。徐州某矿业公司经混合浮选⁃优先浮选流程得到硫化铜铅锌混合精矿,由于精矿中铜、铅与锌难以分离,严重影响精矿的价格以及销售途径,使得企业经济效益受到严重影响。 影响铜铅与锌分离的因素主要有:被活化后的闪锌矿浮选性质与硫化铜铅矿物浮选性质相近[6];铜铅锌混合精矿脱药不完全[7]。 针对以上问题,采用硫化钠脱药⁃优先混合浮选铜铅工艺回收铜铅,以降低混合精矿中的锌含量;同时,锌精矿中铜、铅含量大幅下降,锌品位提高。
1 原料性质及试验方法
1.1 原料性质
试验所用原料为徐州某矿业公司经混合浮选⁃优先浮选流程得到的-0.074 mm 粒级占92.98%的硫化铜铅锌混合精矿。 该混合精矿样品化学多元素分析结果见表1。
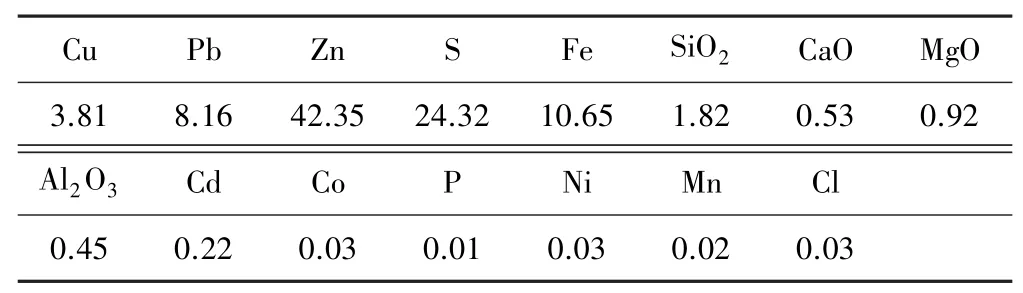
表1 样品化学多元素分析结果(质量分数)/%
1.2 试验方法
由于矿样是经过混合浮选的精矿,所含脉石矿物较少,拟采用脱药⁃铜铅混浮工艺实现铜铅与锌的分离。 试验原则流程见图1。
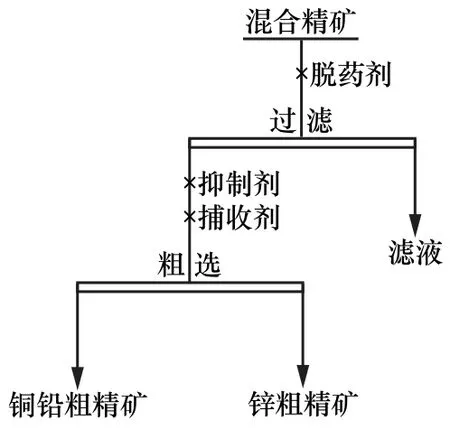
图1 试验原则流程
试验所用硫化钠、Z⁃200、乙硫氮均为工业纯(湖南岳阳某药剂厂),硫酸锌、亚硫酸钠均为分析纯(国药集团化学试剂有限公司)。 试验用水为自来水。 试验所用浮选机为XFD 型单槽浮选机,产自武汉探矿机械厂。
2 试验结果与分析
2.1 不脱药直接浮选试验
按图1 所示流程,进行了不脱药直接浮选试验,其中抑制剂硫酸锌和亚硫酸钠用量均为3 000 g/t,捕收剂Z⁃200 和乙硫氮用量均为30 g/t,试验结果见表2。结果表明,不脱药直接浮选得到的铜铅粗精矿中锌含量很高,说明锌矿物表面的捕收剂阻碍了抑制剂的作用,使得铜铅与锌的分离效果不理想。

表2 不脱药直接浮选试验结果
2.2 脱药⁃浮选试验
2.2.1 脱药试验
为消除混合精矿表面附着残留药剂对下一步分离造成的影响,在进行浮选分离前,先进行脱药,脱除残余的药剂和矿物表面附着的捕收剂膜[8]。
按照图1 所示流程,在抑制剂硫酸锌和亚硫酸钠用量均为3 000 g/t、捕收剂Z⁃200 和乙硫氮用量均为30 g/t 条件下,对比了活性炭和硫化钠两种脱药剂对矿样脱药的效果,结果分别见图2 和图3。 由试验结果可知,与不加脱药剂对比,两种脱药剂对该矿样均具有一定的脱药作用,脱药后,铜铅与锌的分离效果比不脱药时好;对比活性炭和硫化钠两种药剂的脱药效果可以发现,硫化钠的脱药效果明显优于活性炭,使用硫化钠作脱药剂得到的铜铅粗精矿中锌品位大幅下降,与文献[9]针对广西某铅锌等可浮精矿进行强化脱药试验的结果一致。

图2 活性炭用量试验结果(铜铅粗精矿)

图3 硫化钠用量试验结果(铜铅粗精矿)
由硫化钠用量试验结果可知,当硫化钠用量小于6 000 g/t 时,增加硫化钠用量,铜铅粗精矿中铜、铅品位逐渐升高,锌品位呈下降趋势;继续增加硫化钠用量,铜铅粗精矿中锌品位变化趋于平缓,且铜、铅品位也有一定程度下降。 综合考虑,选用硫化钠作脱药剂,用量6 000 g/t 为宜。
2.2.2 抑制剂用量试验
组合抑制剂ZnSO4+Na2SO3对锌具有良好的抑制效果[10]。 Na2S 用量为6 000 g/t,其他条件不变,硫酸锌和亚硫酸钠用量比为1 ∶1条件下,考察了组合抑制剂总量对粗选效果的影响,结果见表3。 由表3 可知,随着组合抑制剂用量增大,铜铅粗精矿中铜品位缓慢升高,铅品位先升高后降低;锌品位呈先快后慢的下降趋势。 当硫酸锌和亚硫酸钠用量均为2 000 g/t 时,铜铅粗精矿中铜、铅浮选指标都较好,且锌品位降到13.63%。 综合考虑,确定组合抑制剂用量为2 000+2 000 g/t。
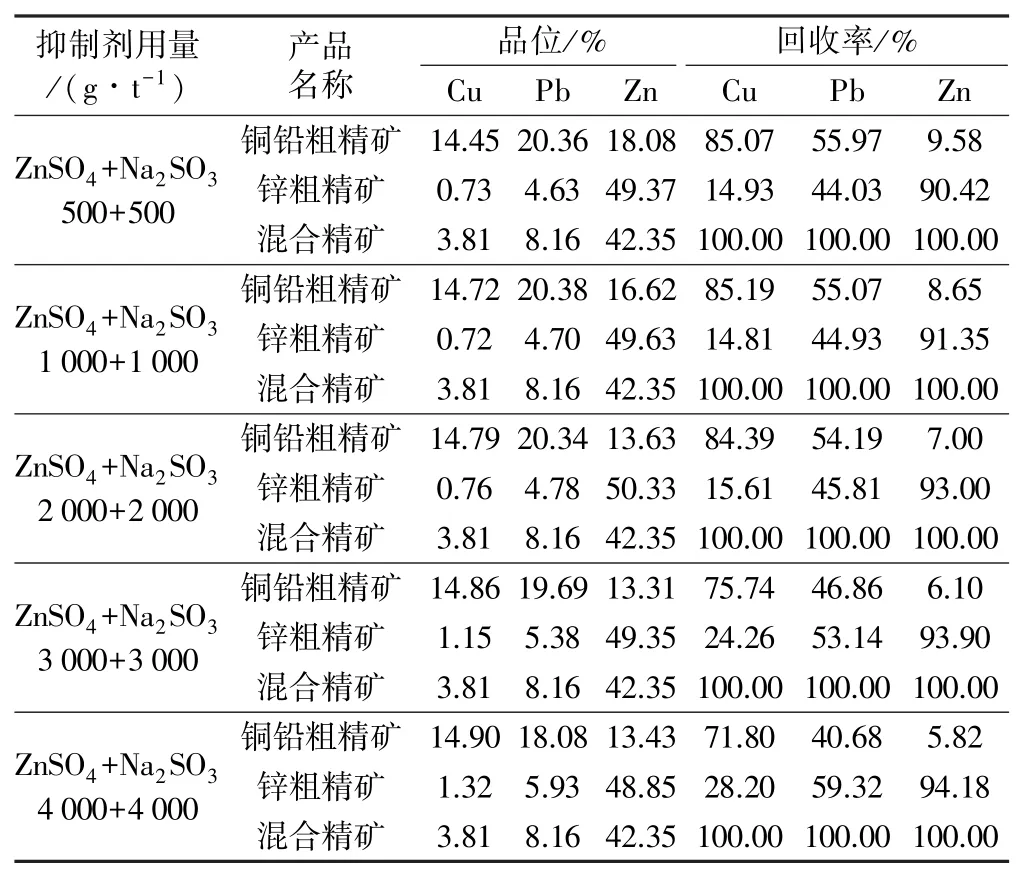
表3 粗选组合抑制剂用量试验结果
2.2.3 捕收剂用量试验
硫化钠用量6 000 g/t,抑制剂硫酸锌和亚硫酸钠用量均为2 000 g/t,浮选时间3 min 条件下,考察了捕收剂用量对粗选试验效果的影响,结果见表4。 由表4可知,固定乙硫氮用量时,增大Z⁃200 用量会造成铜铅粗精矿中铜品位降低、锌品位上升;固定Z⁃200 用量,当乙硫氮用量达到55 g/t 时,铜铅粗精矿中铜、铅浮选指标较好,且锌品位降至最低,为12.69%。 综合考虑,确定粗选捕收剂Z⁃200 和乙硫氮用量分别为30 g/t 和55 g/t。

表4 粗选组合捕收剂用量试验结果
2.3 全流程试验
中矿再选处理方式主要根据中矿的性质和对精矿产品的质量要求来确定,目前常用的处理方法有直接抛尾、单独再磨再选和直接再选处理[11]。 为了尽可能地降低铜铅精矿中的锌含量,在开路试验基础上进行了必要调整后,确定对中矿再选,工艺流程见图4,结果见表5。
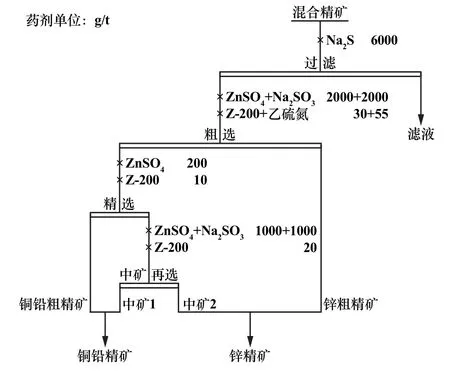
图4 全流程试验流程
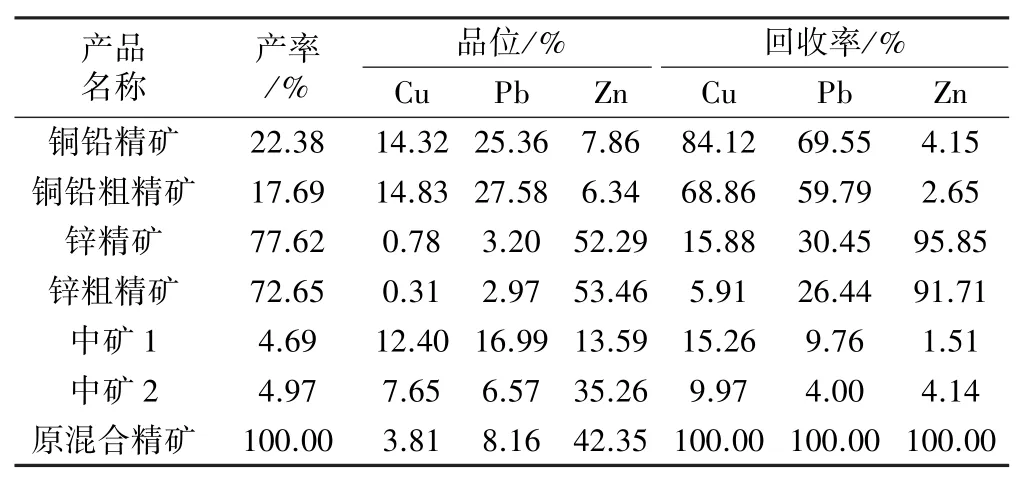
表5 全流程试验结果
经图4 流程处理后,所得铜铅精矿铜品位14.32%、铜回收率84.12%,铅品位25.36%、铅回收率69.55%,且锌品位降至7.86%;所得锌精矿锌品位52.29%、锌回收率95.85%,实现了铜铅与锌的有效分离。
3 结 论
1) 由于在铜铅锌混合浮选作业中加入了大量的捕收剂,某硫化铜铅锌多金属混合精矿表面附着了大量药剂,因此在进一步分离试验前需先对其表面的捕收剂膜进行处理。
2) 采用硫化钠脱药⁃优先混合浮选铜铅工艺回收铜铅,以硫酸锌和亚硫酸钠作为组合抑制剂、Z⁃200 和乙硫氮作为组合捕收剂,经中矿再选工艺流程,可获得铜品位14.32%、铜回收率84.12%,铅品位25.36%、铅回收率69.55%,且锌含量降至7.86%的铜铅混合精矿以及锌品位52.29%、锌回收率95.85%的锌精矿,实现了铜铅与锌的有效分离。
