基于3D打印技术的水枪扳机铸造工艺改进
2020-07-23吕炳邑
吕炳邑


摘要:3D 打印機成本和打印材料价格逐渐降低、模具打印填充率为 20% 的设置下,相比制作木模等辅助件,3D 打印的成本大大降低。3D 打印技术可以与砂型铸造完美结合,尤其在中小批量及产品个性化方面具有独特的优势,且成本较低。本工艺研究针对水枪扳机铸造困难且成型精度难以保证的缺点,运用3D打印技术成型快、制作精良等特点,进行辅助件设计,大幅度缩短铸造时间,提高铸件成型效率。
Abstract: When the cost of 3D printer and the price of printing materials are gradually reduced and the filling rate of mold printing is 20%, the cost of 3D printing is greatly reduced compared with making auxiliary parts such as wooden mold. 3D printing technology can be perfectly combined with sand casting, especially in small and medium batches and product personalization, with unique advantages and low cost. This process research aims at the shortcomings of water gun trigger casting difficulty and difficult to guarantee the molding accuracy. It uses 3D printing technology to form fast and well-made, and performs auxiliary parts design, which greatly reduces the casting time and improves the casting molding efficiency.
关键词:3D打印;铸造工艺;木模;工艺设计
Key words: 3D printing;casting process;wood mold;process design
中图分类号:TG248 文献标识码:A 文章编号:1006-4311(2020)19-0177-02
0 引言
传统的砂型铸造有着悠久的历史,有着适应范围广、可制造各种合金以及成本低廉等优点,是当代机械工业的基础,也是国民经济的重要基础。砂型铸造工序较多,生产周期长,部分工序(如挖砂)质量难以保证,在铸造过程中容易出现缩孔和气孔,而对于一些复杂的零件,砂型铸造就更没法保证零件是否能完整取出,以及零件需要添加型芯、滑块时,这些辅助零件制作也是我们所要考虑的因素。另外对于多品种、小批量的产品,模具的制造成本普遍较高,随着社会的发展,定制化、个性化趋于常态,而 3D 打印技术的出现,恰好迎合了目前铸造行业的需求。
1 3D打印技术的应用特点
3D打印技术是一种精确、可靠、低成本的新兴技术,材料来源广泛且对环境没有污染,适用范围广。它是一种以数字模型文件为底层运算原理,运用可粘性材料,通过层层打印堆积方式来构建物体的技术。3D打印技术在生活中的应用随处可见,利用3D打印易建模造型设计的优点,使得在工件中应用越来越广泛,2017年清华大学的学者就提出基于 3D 打印成形的智能铸型-镂空灵巧铸型结构思想,采用壳型、空心夹层、桁架支撑等结构,彻底改变铸型的密实结构,实现铸型智能化。
目前3D打印技术在砂型铸造领域有着非常好的应用前景。
①该技术的应用,大幅度改善了造型、制芯等工序恶劣的劳动环境;
②该技术的应用省略了制作模具的环节,节约了生产成本,提升了产品试制的速度与灵活性;
③该技术的应用大幅提高了产品尺寸精度,增强了砂型尺寸的控制能力,将复杂的产品砂型变简单,增强产品品质,提高了生产效率[1]。
因此,将 3D 打印技术和传统铸造技术相结合,进行优势互补,对铸造业的发展具有重要意义。
2 水枪扳机铸造辅件设计流程
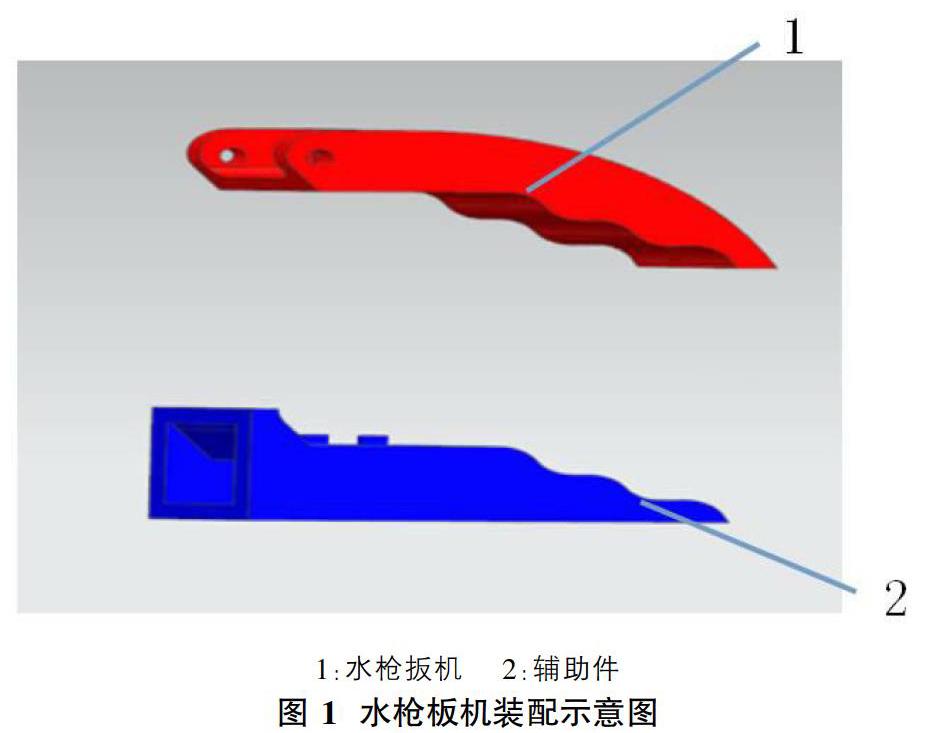
传统的砂型铸造在铸造水枪扳机(见图1)等复杂造型的工件时,往往因为工件的造型复杂、工件紧凑等特点,容易造成工件成型精度差,重要面缺失等缺陷。本工艺改进结合3D打印技术,对水枪扳机等造型困难、难以成型的工件设计铸造辅助件,以便在铸造时能够更好、更快的达到零件质量要求。
其工作流程:
①在电脑上利用3D软件设计出与水枪扳机相符合搭配的辅助件,在设计过程中一定注意水枪扳机的重要工作面(图2),此外还要考虑在砂型铸造过程中一系列问题如取拿、缺陷等。
②辅助件设计完成后进行分层结构信息编程。
③将已经设计好且分层设计完成的工件转化为打印机可以识别的STL文件,将其输入至3D打印机中。
④前期的工作做完后打印机在特定的工作面进行层层堆积形成辅助件实体(图 3)。
在实际铸造过程中,将设计辅助件与水枪扳机相配合铸造,不仅简化了工艺大大缩短时间并保证了工件成型精度。
现代,主流的3D打印技术有熔融沉积成型技术、光固化制造技术等。熔融沉积成型技术——FDM 3D打印机,主要采用的材料是塑料,利用塑料的熔点将其层层堆积而成,打印机的价格相对便宜。光固化制造技术——SLA 3D打印机,光敏树脂为原材料进行工作,价格相对与熔融堆积成型技术较贵一些,打印精度高[2]。本工艺研究采用打印机为FDM 3D打印机。
3 实施过程
利用3D打印技术将辅助件打印出,与工件(水枪扳机)进行配合,见图4,铸造前进行零件放置设计,模拟放置现场,进行基本的放置处理,以防止出现铸造过程中一系列缺陷,再进行传统的砂型铸造,将水枪扳机组件进行砂型铸造,见图5,将其进行完整的两箱铸造,得到实物。在铸造过程中的注意事项:
①铸造工件倾向于定向凝固,冷却速度改变了凝固方式。适当调整其冷却速度。
②铸件进行铸造过程中可能会出现铸件定位不精确,造成铸造错位,利用3D打印技术可以对零件的设计进行验证,通过建模来模拟实际应用过程中的场景。
③铸造工件尺寸与原型不符,在进行设计时候适当调整,遵循热胀冷缩。
4 工艺对比论证
从铸件表面以及流程中可以得到结论,使用3D打印模型与传统砂型铸造相结合不仅保证了表面粗糙度质量,大幅度节省了铸造时间(相比于传统的木模辅助件时间节约近32%),相对的提高了工件外观品质,通过对铸件进行检查,无论是强度、硬度还是工件的壁厚均是满足于图纸要求,通过对铸件的组织成分还是金相组织的检测,均符合技术要求。
5 结论
综上所述,通过对铸件水枪扳机的辅助件设计配合,不仅提高了铸件的成型精度并且大幅度的减少了水枪扳机铸造时间,同时,通过对工艺技术的改进,能有效避免铸件过程中气泡及疏松问题。通过砂型铸造技术与新兴3D打印技术的结合,不仅可以节省时间,更是在表面质量上达到了一个新的起点,利用3D打印技术成型快、制作精良的优势,不仅在砂型铸造中可应用,未来会更进一步进步,应用于更多技术之中。
参考文献:
[1]马涛,李哲,程勤,马浩楠,陈玉丹.3D打印技术在砂型铸造领域的应用前景浅析[J].现代铸铁,2019,39(02):38-40,50-51.
[2]段望春,高佳佳,董兵斌,李研,刘少伟,楚珑晟.3D打印技術在金属铸造领域的研究现状与展望[J].铸造技术,2018,39(12):2895-2900.
[3]黄宏俊.3D打印技术在铸造实训教学中的应用[J].内燃机与配件,2019(20):253-255.
