如何提高155/165型轮胎动平衡合格率
2020-07-23黄耀姜磊张海峰
黄耀 姜磊 张海峰

摘 要:文章介绍了整车制造厂采用的自动化轮胎装配线工艺流程,分析了轮胎装配过程中动平衡合格率低问题,提出了优化落料冲孔模上压模R角、适当增加平衡机卡爪高度等措施,以优化轮胎动平衡检测过程中轮毂与设备卡爪匹配程度,从而提高轮胎总成装配过程中的动平衡合格率。
关键词:自动化轮胎装配;动平衡合格率;动平衡机
轮胎作为汽车唯一与地面直接接触的部件,在车辆行驶使用过程中起着承受载荷、驱动、制动、缓冲、减震、改变方向的作用,是保证汽车舒适和安全性的重要组件。随着汽车产业的不断发展和人们对汽车品质需求的不断提升,用户对产品性能及质量要求越来越严格。而动平衡作为轮胎的关键参数之一,直接影响到行驶过程中是否会出现颠簸、抖动、方向跑偏、转向异常、油耗增加、轮胎磨损等现象,严重者甚至会导致传动系统出现异常磨损。
目前主流整车厂轮胎总成均采用厂内自动化组装线完成轮胎装配工作,而在轮胎自动化装配过程中,常常遇到轮胎动平衡合格率偏低的问题,造成严重的返修成本浪费,以及质量、成本损失。如何提高轮胎总成动平衡合格率,在保障产品质量和效率上面就尤为重要。
1 轮胎装配自动化线简介
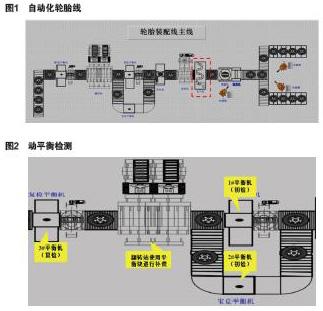
主流的轮胎自动化装配线一般由传送带、抓取机器人、润滑机器人、装胎机器人、爆充机、动平衡机等设备组成。员工分别将轮毂和轮胎放到传送带上,机器人抓取轮胎/轮毂配合润滑液喷涂机器人将其润滑,润滑完成后通过钢托盘传动带输送到自动装配工位,装胎机器人将轮毂和轮胎组装为一体,爆充设备对装配好后的轮胎进行充气操作,塑胶履带式传送带将轮胎输送到动平衡测试工位,由初检平衡机对轮胎进行动平衡初次检测,翻转站工位员工对不平衡轮胎进行补偿,复检动平衡机对轮胎动平衡进行复测,复测合格轮胎通过滚筒输送带传输到主线轮胎装配岗位,见图1。
2 轮胎动平衡
2.1 动平衡检测工艺
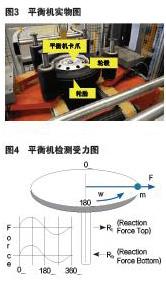
整个系统由3台平衡机组成,其中1#和2#平衡机采用并联方式进行动平衡初检,经由翻转站补偿平衡块后,再由3#平衡机进行动平衡复检,见图2。
2.2 动平衡检测原理
如图3和图4所示,车轮及轮胎总成通过平衡机卡爪被固定在平衡机上(卡爪夹住轮胎中心孔),通过电机驱动车轮及轮胎总成转动,平衡机上的测力传感器检测离心力并生成波形图,通过软件计算出轮胎不平衡量和位置。
2.3 动平衡合格率影响因素
动平衡机卡爪与轮毂中心孔匹配程度会直接影响动平衡合格率,匹配度差轮胎在旋转过程中容易晃动,导致F不稳定,软件计算出的值偏差较大,导致合格率偏低。匹配程度主要受卡爪设计形式和轮毂中心孔型面影响。
3 动平衡合格率低
自项目投产以来,轮胎自动化装配线155/165型轮胎动平衡合格率持续偏低,严重影响轮胎装配线效率和质量输出,造成大量返修成本浪费。近两月下线复检动平衡合格率仅为84.4%,连续两月不达标(车间过程监控指标合格率≥95%)。提高155/165型轮胎动平衡合格率迫在眉睫,轮胎装配线属于全自动化生产线,各项质量数据记录完善,团队决定用“层别法”将各数据对比分析,寻找问题症结。
3.1 轮胎型号别
轮胎装配线共生产155/165/175/185四种轮胎,小组决定按轮胎型号别分析三个月合格率数据,寻找可疑症结点。
将数据制作成折线图,见表2:
通过轮胎别合格率数据分析可得出,155/165型轮胎动平衡合格率明显低于175/185型轮胎。说明轮胎总成存在较大差异,155/165型共用1种铁轮毂,175用1种铁轮毂,185为铝合金轮毂,进一步分析轮胎与设备接触中心孔,发现铁轮毂中心孔为冲压孔,底面与中心孔结合处有倒角圆弧偏大(查询数模发现112车型为R6.5,111车型为R7),动平衡机卡爪夹住的是倒角圆弧处;铝合金车轮中心孔为机加工孔,底面与中心孔结合处倒角圆弧角很小,与卡爪配合处为机加工面,见图5 。
将该处差异输入供应商整改,优化压型2序模上模芯结构,成型圆角由R7改进为R6,改进后跟踪验证1000件,合格率稳定在96.5%左右。
综上所述,我们可以得出铁轮毂与底面连接处倒角大小直接影响卡爪与轮胎中心孔接触面大小,若出现铁轮毂动平衡合格率偏低时,可以测量该处倒角值,并适当调小R角度。
3.2 设备别
轮胎装配线动平衡设备有1#、2#、3# 3台设备,小组决定在115/165胎型情况下,
按设备别分析三个月合格率数据,寻找可疑症结点。
通过同型号轮胎设备别数据分析可得出,2#设备合格率明显高于1# 3#。说明设备存在较大差异,对比三套设备发现卡爪设计有明显不同,2#动平衡机是将卡爪深入到车轮中心孔上端,卡爪与中心孔的圆柱面接触,配合良好合格率较高;1# 3#动平衡机卡爪夹入车轮中心孔较浅,仅夹住车轮中心孔下端的圆弧面上,配合不良合格率较低。
将该处差异输入给设备供应商,将1# 3#设备卡爪高度增加5mm,改进后跟踪验证1000件,合格率稳定在98.5%左右。
综上所述,我们可以得出动平衡设备卡爪高度直接影响卡爪与轮胎中心孔接触面大小,卡爪过短,不能卡住车轮中心孔圆弧段,仅仅卡住车轮倒角位置,卡爪与车轮中心孔匹配不良,导致动平衡合格率偏低。为提高动平衡合格率,可以改造平衡机卡爪,适当增加平衡机卡爪高度。
4 结语
通过分析在全自动化轮胎装配线生产条件下,轮毂中心孔与动平衡机卡爪匹配程度影响因素,针对生产过程出现的动平衡合格率低的问题,从轮毂中心孔型面和制造设计,以及动平衡机卡爪高度设计方面提出相应的改进提升措施及建议,有助于提高轮胎动平衡合格率,减少企业制造生產过程中的返修浪费和质量成本损失。
参考文献:
[1]动不平衡及车轮动平衡机不平衡量的测量[J].刘美生,王蛟茹,姜爱军.中国测试技术.2003(03).
[2]汽车总装工艺技术应用趋势探究[J]. 陶振恒.时代汽车.2017(08).
[3]汽车总装工艺技术应用趋势与研究[J]. 陈平,蒋佳桉,谭志强,王晓斌,陈琳琳,范家春.汽车实用技术.2016(03).
