三个焙烤温度焦香麦芽焙烤过程的L*a*b*变化
2020-07-22郝俊光莫小丹陈静邱彦兴
郝俊光,莫小丹,陈静*,邱彦兴
1(钦州市特色果蔬发酵重点实验室(北部湾大学),广西 钦州,535011) 2(北部湾大学 食品工程学院,广西 钦州,535011) 3(广西聚鑫麦芽有限公司,广西 防城港,538000)
悦人的色泽是优质啤酒的一个商品特性,不同类型的啤酒颜色特征不一样[1-2]。啤酒颜色源自麦芽和麦汁制备过程的热过程以及多酚类物质的氧化[1-4],而麦芽制作过程中非酶褐变(包括焦糖化反应、美拉德反应以及热裂解反应)的不同是决定啤酒色泽丰富多彩的主要原因[2,5-7]。深色啤酒的颜色则主要受特色麦芽的影响[2,4,7],特色麦芽的颜色主要取决于美拉德反应产物的组成[8]。特色麦芽不仅影响啤酒的颜色[4,9-11],还影响啤酒的抗氧化性[10-13]、风味[11,14]、泡沫[15]、黄腐酚[16]等,这都与美拉德反应密切相关[17-18]。美拉德反应极其复杂[19-20],近期出现了啤酒中基于吡咯素等与颜色相关的美拉德初级产物定量的报道[16]。
啤酒行业多采用EBC、SRM方法表征啤酒色度[5],该法简便、易操作。单波长色度检测存在一定的缺陷,引发了用多波长检测进行颜色评价的探讨[4,21]。SMEDLEY等[22]将CIELAB颜色体系引入到啤酒颜色的评价中,并逐渐加以应用[2,4-7,21];程浩等[23]将偏色度方法引入到了啤酒色彩评价。于1976年修正出的CIEL*a*b*是公认的描述视觉颜色完备的色彩模型[21-22,24]。
焦香麦芽是一个重要的特色麦芽品系,由绿麦芽或复水后的浅色麦芽糖化后经100~160 ℃焙烤而得[7]。随着精酿的发展,高特种麦芽配方啤酒和不同色彩水果啤酒的兴起,对颜色配方的选择提出了更高的需求[25-26],而利用CIEL*a*b*对焦香麦芽进行的研究较少[1-2]。COGHE等跟踪了多个焙烤条件下焦香麦芽L*a*b*变化趋势[6,8,10,17]。李东东等利用L*a*b*确定出鲜亮红啤酒对应的a*/b*的范围[27]。在啤酒工业中,特色麦芽的消耗量占总麦芽的5%,而焦香麦芽10%的配方在实际生产中较为常用[12,28]。为更好地理解焦香麦芽低温焙烤过程中颜色的变化规律,探讨基于颜色配方的焦香麦芽选择的指导方式,对比了焦香麦芽质量分数配比50%的协定法麦汁、10%的协定法麦汁以及10%的65 ℃糖化麦汁及其煮沸过程的颜色变化。
1 材料与方法
1.1 材料
澳麦La Trobe浅色基础麦芽,广东永顺泰麦芽有限公司。麦芽指标:色度4.2 EBC,煮沸色度7.8 EBC,水分4.6%(质量分数,下同),脆度80.7%,浸出率78.8%。青岛大花(α-酸5.7%),玉门拓璞科技有限公司提供;Ale啤酒酵母(BA-02),本实验室保藏菌种。
1.2 仪器与设备
2550100多功能转鼓式电炒货机,浙江省瑞安市冠胜机械厂;UV-1800紫外可见光分光光度计,苏州岛津仪器有限公司; DK-98-II电热恒温水浴锅,天津泰斯特仪器有限公司; WYT-J手持式折光仪,成都豪创光电仪器有限公司;H1850高速离心机,湖南湘仪实验室仪器开发有限公司;HE53水分测定仪、ME204E电子天平,上海梅特勒-托利多仪器有限公司; BGT-8A 协定糖化仪,日本Bioer公司;立式压力蒸汽灭菌器,上海实验仪器有限公司; HD-3508电磁炉,中山市奥特莱斯电器有限公司; INNOVA 4低温培养箱, 上海巴玖实业有限公司。
1.3 实验方法
1.3.1 焦香麦芽的制备工艺[11,17]
1.3.1.1 工艺流程
基础麦芽→浸麦→沥干→麦粒糖化→排潮→焙烤着色→取样冷却
1.3.1.2 麦芽制备要点
(1)浸麦:称取7 kg基础麦芽,洗净,浸泡于35 ℃温水中保温10 h至水份达到46%~47%。
(2)沥干:将浸泡好的麦芽取出,放入有假底的不锈钢容器中,摊匀,沥干至表面无水。
(3)麦粒糖化:将沥干的麦芽放入转鼓式炒货机,缓慢升温至68 ℃,保温1.5 h,此过程中麦粒里发生了类似麦汁糖化过程的生化反应。
(4)排潮:将麦层温度升至90 ℃排潮1 h,水份控制在33%~35%。
(5)焙烤:快速升温到115、120、125 ℃进行旋转焙烤,转速18 r/min,焙烤120 min。
(6)取样与冷却:分别在糖化结束、排潮结束、焙烤过程定时取麦芽250 g,晾凉备用,进行3次平行。
1.3.2 焦香麦芽质量分数配比50%和10%协定法麦汁的糖化
为对比美国酿造化学家学会(The American Society of Brewing Chemists,ASBC)建议的质量分数50%焦香麦芽配比的协定法麦汁与生产常用配比10%协定法麦汁所反映的焦香麦芽低温焙烤过程的颜色变化趋势的差异,将焦香麦芽制备过程的样品和基础麦芽粉碎,按比例称取,利用协定糖化仪在45 ℃条件下根据ASBC建议的协定法制备麦汁[11,17],分别获得质量分数50%和10%的协定法麦汁。每个实验进行3次平行。
1.3.3 焦香麦芽质量分数配比10%的65 ℃糖化麦汁的糖化与煮沸
为获取接近生产实践的配比、糖化和煮沸条件下制得的麦汁所反映的焦香麦芽低温焙烤过程的颜色变化,将含质量分数10%焦香麦芽、90%基础麦芽的混合麦芽333 g与1 200 mL水混合,于糖化仪中依次在48 ℃下保温20 min、升温至65 ℃保温60 min、升温至78 ℃保温10 min。用滤布过滤,并用300 mL 78 ℃自来水洗糟。将1.35 L滤液转至2 L不锈钢杯中用电磁炉加热,初沸后加入青岛大花1.5 g。功率控制在1 500 W,煮沸30 min,控制终浓度12 °P。沸后10、20、30 min时分别取样50 mL待检。进行3次平行。
1.3.4 色度检测
麦汁经8 000 r/min离心15 min后,取上清液经单层滤纸过滤后用于色度测定。用10 mm比色皿在波长430 nm处测定吸光度A乘上系数25即得麦汁色度。吸光度A>0.8的样品需要稀释后检测。按ASBC的方法,焦香麦芽的色度采用质量分数50%协定法麦芽的色度乘以2再减去基础麦芽的色度得到[11,17]。
1.3.5L*a*b*值检测
麦汁经8 000 r/min离心15 min后,取上清液检测。用10 mm比色皿在波长380~780 nm范围内间隔1 nm进行透光度扫描,带入ASBC所提供的三色法计算器进行计算得到L*a*b*值[10,29]。色度角按公式(1)计算,色彩饱和按公式(2)计算[2,29]
色度角H*=arctanb*/a*
(1)
色彩饱和C*=(a*2+b*2)1/2
(2)
2 结果与分析
2.1 焙烤过程L*a*b*值和色度的变化
焙烤过程中颜色特性值变化用ASBC建议的质量分数配比50%焦香麦芽协定法进行测定。焦香麦芽制作过程的温湿度控制,是影响成品麦芽风味、抗氧化、泡沫和颜色特性的关键因素[4-5,10,17]。浸泡后麦粒的水分含量为(47.3±0.5)%,“麦粒糖化”结束时水分含量为(45.3±0.4)%,排潮结束时水份含量为(34.4±0.2)%。3个温度焙烤对应水份和颜色变化分别见图1和图2。发现115、120、125 ℃焙烤90、85、80 min时麦粒水分含量达到1%以下,而焙烤结束时3者均低于0.1%(图1)。COGHE等[17]认为水份<5%才引发褐变反应,而图1、图2表明10%即可引发。
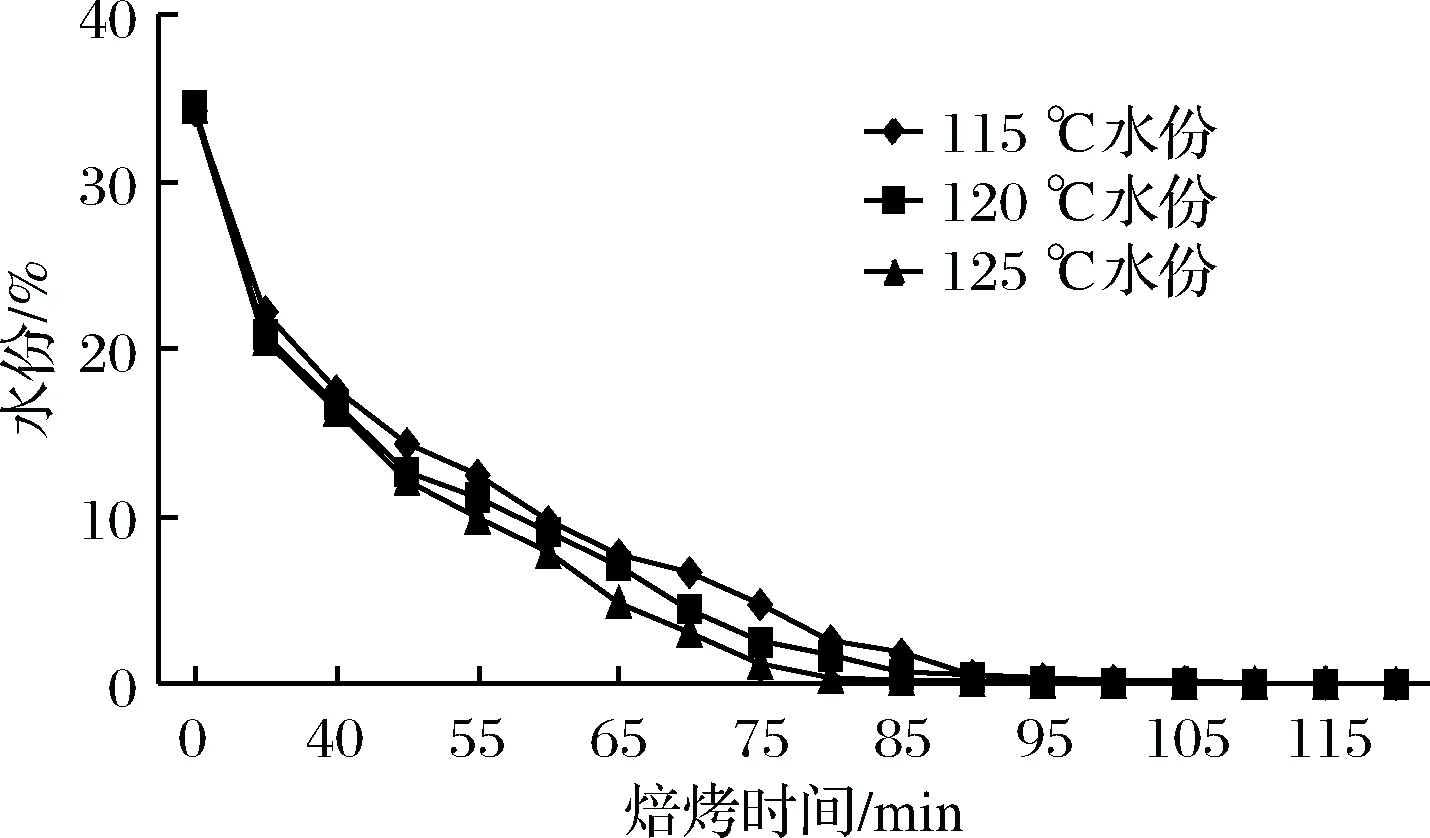
图1 焙烤时的麦粒水分变化
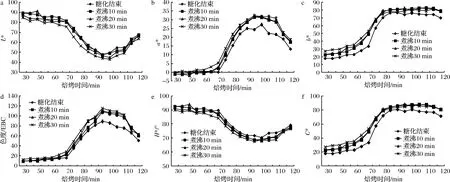
图2中3个温度颜色参数的变化趋势相同,只是按125、120、115 ℃的顺序呈现近似的变化。

a-L*值;b-a*值;c-b*值;d-色度值;e-H*值;f-C*值
在125、120、115 ℃焙烤过程中:L*值一直下降,分别在85、100、105 min时出现低值19.8、19.0、21.4,而后上升至焙烤结束时的39.1、34.5、34.0;a*值从较小的负值上升,分别在80、85、90 min时达到高值38.9、39.5、38.7,而后基本维持不变;b*值从小的正值开始上升,分别在70、75、80 min时出现高值88.1、87.5、88.0,而后下降至85、100、105 min的低值57.1、55.9、59.1,而后逐步上升至结束时的78.6、74.5、73.8;色度在开始时上升,分别在85、100、105 min达到高值514、549、505 EBC,而后下降至结束时的318、368、367 EBC;H*值从开始就一直下降,分别在85、100、105 min时出现低值57.5、57.4、58.3°,而后上升至焙烤结束时的64.9、62.7、62.8°。
将指标变化趋势进行对比发现,亮度L*值与色度有较好的负相关性;由于a*值达到高值后基本不变,C*值变化模式与b*值相同;根据a*、b*值的峰值,可以判定黄色素物质的产生早于红色素物质且强度大。黄色素物质转变成非黄色物质或转化成不溶态导致b*值达峰值后下降,而新黄色素物质的产生又导致了后续的上升[11,17]。H*值较小的麦汁红色趋势增加,结果与李东东等[27]报道的红色强度a*/b*值类似。
与COGHE等[10]报道的120 ℃焙烤结果相比,仅a*值趋势相近;其报道的L*值一直呈下降趋势,未出现再上升过程;b*值只见先升后降,并无后续上升[17];焙烤过程色度一直呈上升趋势[10,17],最高仅为270 EBC[17]。
2.2 质量分数配比10%的协定法麦汁L*a*b*值和色度的变化
为探明稀释对颜色特性值变化趋势的影响,跟踪了质量分数配比10%焦香麦芽协定法麦汁的颜色变化(图3)。与质量分数50%协定法麦汁相比,仅色度值、L*值变化趋势相同且色度值接近倍数关系。其a*值在85、100、105 min达到高值18.2、18.7、15.3后下降至焙烤结束时的5.8、9.0、8.8;b*值在85、100、105 min达到高值77.5、78.0、73.9后一直下降至焙烤结束时的63.1、68.2、66.5;H*值、C*值趋势与质量分数50%配方也不相同。有趣的是,高色度10%焦香麦芽协定法麦汁的b*值高于50%焦香麦芽协定法麦汁。例如120 ℃焙烤95 min时麦芽色度为515 EBC,对应质量分数10%和50%配方麦汁的b*值分别是76.5、58.5,WOFFENDEN等[30]也观察到了该现象。稀释对协定法麦汁a*值、b*值的影响,可能与热负荷引发的非酶褐变反应造成焦香麦芽基体复杂性有关[5,10,17,30]。这一显著差异说明,焦香麦芽配比对麦汁颜色特性的评价存在显著影响,质量分数10%配方协定法麦汁较ASBC建议的50%配方协定法麦汁在评价焦香麦芽颜色特性方面更具实际意义。

a-L*值;b-a*值;c-b*值;d-色度值;e-H*值;f-C*值
2.3 煮沸过程L*a*b*值和色度的变化
为了探明与实际生产更接近颜色特性值的变化规律,在实验室条件下进行了质量分数配比10%焦香麦芽配方、65 ℃糖化、30 min煮沸L*值、a*值、b*值变化跟踪。不同焙烤温度对应煮沸过程L*值、a*值、b*值、EBC的变化更加趋近于相同,可能由于煮沸反应剧烈部分掩盖了焙烤引起的颜色差异[5],仅呈现120 ℃的结果见图4。相同配方不同煮沸时间L*值、a*值、b*值、EBC间差异不明显,可能与检测过程的离心造成色素损失有关,但煮沸30 min麦汁的a*值、b*值、EBC明显高于糖化麦汁、L*值明显低于糖化麦汁。煮沸30 min麦汁的颜色参数变化趋势与10%协定法麦汁有一定的相似性、但不尽相同,说明除配比外,糖化煮沸等热过程对麦汁中呈色物质的影响也不可以忽略。120 ℃焙烤过程对应煮沸30 min麦汁的a*值呈现前升后降的趋势,即焙烤95 min达到峰值32.3,然后逐渐下降至焙烤结束时的18.7,明显不同于质量分数50%协定法麦汁达到峰值后稳定的趋势。其b*值呈现的先上升后趋于平稳的趋势,即焙烤85 min达到78.2后基本维持不变,也明显不同于质量分数50%协定法麦汁的先上升后下降再上升的趋势。a*值先升后降可能是由于不同焙烤时间的红色素稳定性不同、焙烤时间长对应的红色素在煮沸条件下容易转变成非红色素物质造成的;而b*值上升后趋于稳定反映出伴随着煮沸的进行黄色素物质因热反应产生、增加至浓度最大后能稳定存在。相对于其他2种协定法麦汁,质量分数10%焦香麦芽65 ℃糖化、30 min煮沸更接近生产实际,所得麦汁L*a*b*值能很好地指导特定颜色特性啤酒焦香麦芽配方的选择。
a-L*值;b-a*值;c-b*值;d-色度值;e-H*值;f-C*值
3 结论
CIEL*a*b*测定含质量分数50%经115、120、125 ℃焙烤得到的焦香麦芽协定法麦汁的颜色特性值的结果表明色度值呈峰形变化,a*值上升后持平、b*值呈先上升后下降再上升的趋势;黄色素物质生成早于红色素物质;非酶褐变启动对应的水分含量为10%。质量分数10%焦香麦芽协定法麦汁的a*值、b*值的变化模式与50%配方的明显不同,说明焦香麦芽配比对焦香麦芽的颜色特性评价存在显著影响。质量分数10%焦香麦芽配方65 ℃糖化麦汁的煮沸实验表明煮沸过程增色明显,但a*值、b*值的变化模式与50%的协定法麦汁也存在显著差异。由于该过程与实际生产过程接近,所获取的L*a*b*值信息对于指导特定颜色特性啤酒的焦香麦芽配方选择有现实的意义。但其在煮沸过程中引入了相对强烈的热过程,不能真实地反映焦香麦芽自身的颜色特性,建议利用生产常用配比10%的协定法麦汁评价焦香麦芽颜色特性。本研究为3个焙烤温度条件下的颜色特性研究,不能用于说明其他焙烤温度如150 ℃条件下的颜色变化规律。焦香麦芽对啤酒颜色、风味、泡沫、抗氧化性产生复合影响,今后需加强对特色麦芽制备和使用过程中相关指标协同变化的研究,为研发特定颜色特性的焦香麦芽及其应用奠定基础。
