真空回潮加工强度对烟叶加工质量及感官品质的影响
2020-07-17王发勇侬福贵李云青张凯杰刘羽婷吴贵轩
王发勇,侬福贵,李云青,唐 师,张凯杰,刘羽婷,吴贵轩,罗 军
(红云红河集团红河卷烟厂,云南弥勒 652399)
适宜的真空回潮加工强度既能保障烟叶的加工质量[1],又能兼顾烟叶的感官品质[2-4],达到良好的综合加工效果。姚光明等人[5]以温度作为加工强度的表征控制指标,对河南烟叶进行不同真空回潮加工强度的试验,发现蒸湿温度与破空回抽温度的提高可分别增加烟叶的含水率与温度,对烟叶的感官品质有改善作用。研究发现,真空回潮能降低烟叶造碎率,一定程度上改变烟叶内在化学成分含量,对烟叶的感官品质也有影响。还有研究发现,真空回潮能提高烟叶总致香成分含量[4],与加工强度关系不大。前人对类似真空回潮加工强度对烟叶品质影响的研究很多,但因控制方法、烟叶产地或参数设置的不同而存在差异[6-9]。因此,在目前烟叶行业“保香提质”的工艺主流下,因地制宜地针对加工区域的烟叶进行真空回潮的研究显得十分必要。针对云南红河生态区域的烟叶,利用压力控制法对真空回潮烟叶的加工质量及感官品质进行系统探究,以期形成适合云南红河烟叶的真空回潮加工工艺控制标准。
1 材料与方法
1.1 试验材料
选取云南红河烟区2019年烟叶为试验对象,品种为K326,等级为C3F,每个水平处理投料量为2 520 kg/次,设置3次重复。
仪器:真空回潮机,昆明船舶设备集团有限责任公司产品;QS-5A型烟叶切丝机,开封捷利美嘉机械设备有限公司产品;快速水分测定仪,Brabender产品;恒温干燥箱、梅特勒XS32001L精密天平,上海佑一仪器有限公司产品;便携式红外测温仪。
1.2 试验方法
1.2.1 水平处理设置
试验采用压力控制模式,抽空极限真空度为-0.083 MPa,将反抽时间设置为0,以蒸湿压力和保温时间为主因子,应用正交试验设置10个水平处理。其中,CK(0)为对照组,即不经过真空回潮处理。
真空回潮参数水平设定对照见表1。

表1 真空回潮参数水平设定对照
1.2.2 试验取样
从63包烟包中随机选择10个烟包,任意抽取包烟叶,由包芯与侧边部位抽取5把烟叶样品,每把取出5片完整叶片,置于密封袋中,加标签后待处理。
1.2.3 水分测量
将试样(烟叶应在混合前切成宽度约5 mm的小片或使用粉碎机磨成小片)混合均匀后,分别取出5~7 g置于2个已知质量的样品盒内,及时盖好盒盖并立即称质量,精确至0.001 g,同时要求双杯烘前质量偏差不超过0.5 g。当烘箱温度稳定在100±1℃,将待测样品盒盖打开放在盒子底部,置入烘箱中层鼓风干燥,待温度回升并保持在设定值要求时开始计时。计时满2 h时,加盖取出置入干燥器内,冷却至室温后称质量,精确至0.001 g,水平设置3次重复。
1.2.4 温度测量
非接触式温度测定仪(红外线温度测定仪),测量范围应覆盖0~100℃,测量精度≤1℃。非接触式温度仪距离物料30 cm左右,对流经该位置的物料连续检测30 s,记录该时间内最高温度为该次温度测定结果,水平设置3次重复。
1.2.5 造碎测量
在切断机之后的汇聚皮带上,截取输送带上一定长度的所有物料(含烟叶、碎末)约10 kg进行计量称质量;将计量后的物料倒在洁净的地面,人工分拣出形状完整、尺寸较大的烟叶称质量计量,将不含梗的叶片和碎片(末)进行筛分,进一步分小碎片与含末后称质量计量,水平设置3次重复。
1.2.6 色泽
在真空回潮前选取烟叶色泽均匀一致、色泽光鲜饱和的烟叶适量制成10组样品,每组样品10 kg;运用半叶法,将所选取的10组样品烟叶从主脉一分为二后进行编号,一半烟叶晾置到常温后装袋密封保存,另一半扎把后标识,进行真空回潮各水平处理,再自然风干到常温保存。通过25个人对2组样品进行比对,感官辨识其色泽变化程度。统计辨识结果,分析不同真空回潮加工强度对烟叶色泽影响程度。
1.2.7 感官品质评价
将采集样品切丝后,在<35℃的温度下将烟丝水分调至12%±0.5%,混合均匀后在温度22±1℃,相对湿度60%±2%条件下平衡48 h后采用暗评的方式,组织7位专业评吸人员进行样品感官品质评价。评吸组根据YC/T 138—1998(烟草及烟草制品感官评价方法)及《烟叶质量风格特色感官评价方法(试用稿)》等技术文件要求对样品进行评价。评吸指标包括香气风格、香气特性(香气质、香气量、杂气)、烟气特性(劲头、浓度、细腻程度) 和口感特性(刺激性、干燥感、干净程度) 等四大类共10项指标。
1.3 数据处理
用Excel 2013进行数据录入,用SPSS22.0进行独立样本分析。
2 结果与分析
2.1 不同真空回潮加工强度对烟叶加工质量的影响
不同真空回潮加工强度对烟叶加工质量的影响见表2。
由表2可知,经过真空回潮处理后,造碎率对照组(CK) 最大,3号最小。其中,6号、7号、8号、9号差异不显著,均保持在较小范围内。烟叶温度随着强度的提高而增加,随着保温时间的增加而有下降趋势。与对照(CK)相比,真空回潮加工处理显著提高烟叶的温度与含水率。不同处理水平间温度存在显著性差异,而含水率则多集中于17.00%~17.66%(在来料水平为15.31%的前提下)。回透率随着加工强度的降低而减小,但保温时间范围内波动不明显。

表2 不同真空回潮加工强度对烟叶加工质量的影响
2.2 不同真空回潮加工强度对烟叶色泽变化的影响
烟叶的棕色化反应伴随着加工过程的始终,特别在高温高湿的条件下,棕色化反应迅速。棕色化反应的外在表现为烟叶的色泽变深,所衍生而来的部分化合物中含有令人欢迎的香气和吸味,但同时也存在不良的气息,在真空回潮加工阶段,应控制其加工强度,避免烟叶内致香物质的损失。
不同真空回潮加工强度对烟叶色泽的影响见表3。
由表3可知,对照组色泽无变化;1~3号色泽稍变深,4~6号色泽似变深至稍变深,7号有13.64%认为色泽无变化,8~9号认为似变深到稍变深。同一蒸湿压力条件下,随着保温时间的延长,色泽略有转变;而随着蒸湿压力的升高,1~9号色泽呈稍变深-似变深-无变化趋势。为此,偏弱的加工强度对烟叶色泽的变化影响不大。
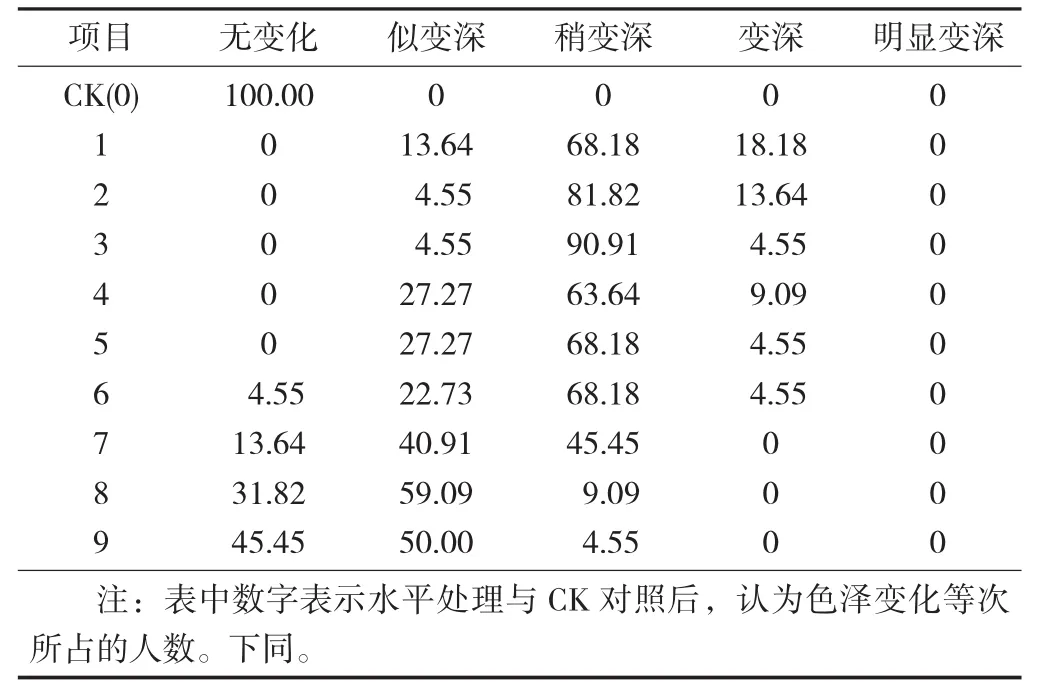
表3 不同真空回潮加工强度对烟叶色泽的影响/%
2.3 不同真空回潮加工强度对烟叶感官品质的影响
不同真空回潮加工强度对烟叶感官品质的影响见表4。
由表4可知,香韵得分最大值为6.61,最小值为6.35。其中,2号、5号与7号差异不显著;CK、1号、2号、3号、4号、5号、8号与9号差异不显著,水平处理间香韵得分均值约为6.50分,说明在设置真空回潮参数范围内对香韵的影响不大。香气质9号得分最高(6.94分),与CK差异显著;最小值为2号得分最低(6.11分),与CK呈显著性差异。其中,CK、2号、3号、4号、5号、6号与7号的差异不明显。说明高强度真空回潮加工不利于烟叶香气质的保留,而低蒸湿压力与适宜保温时间则能较好地保留烟叶的香气质。香气量最大值为6.95分(9号),最小值为6.24分(6号),差异性显著。

表4 不同真空回潮加工强度对烟叶感官质量的影响/%
CK、2号、3号、4号、5号、7号、8号与9号差异性不显著,但是低蒸湿压力加工条件下,香气量等于或略高于CK(0号、7号与8号)。浓度以CK为最高分(7.01分),以7号为最低分(6.43分)。各处理间差异不大。劲头以CK最大,9号最小。杂气、刺激性与余味方面,经真空回潮处理后杂气显著优于CK。总分以9号最高(53.64分),6号最低(49.93分)。其中,在劲头得分低于CK的情况下,9号总分显著优于CK,在香气量、杂气、刺激性与余味方面表现较优。说明对烟叶进行真空回潮工艺处理时,偏低的蒸湿压力下,适当延长保温时间能改善烟叶的感官品质,保留烟叶内的正向质量。
3 结论
真空回潮处理在物理性能上能提高烟叶的松散性、一定程度控制烟叶造碎,节约原料;同时,在感观品质方面,能去除部分杂气、增加余味舒适性。但是,不同强度加工模式会引起烟叶内在化学成分的变化,特别是致香物质的损失或是挥发或是经棕色化反应生产其他对香味无贡献的物质。结果表明,①真空回潮加工处理显著提高烟叶的温度与含水率;②烟叶温度随着加工强度的提高而增加,随着保温时间的增加而有下降趋势;③真空回潮处理能显著降低烟叶造碎;④回透率随着加工强度的降低而减小,但保温时间范围内波动不大;⑤随着加工强度的提高,烟叶有变深趋势,而偏弱的加工强度对烟叶色泽的变化影响不大;⑥对烟叶进行真空回潮工艺处理时,偏低的蒸湿压力下,适当的延长保温时间能改善烟叶的感官品质,保留烟叶内的正向质量;⑦真空回潮处理能改善烟叶杂气、刺激性与余味。云南红河生态区的烟叶,当来料为C3F等级条件下,抽空极限真空度在-0.083 MPa,蒸湿压力为-0.065 MPa,保温时间为60 s时,有利于提升烟叶的香气特性与吸味特性等感官品质,有效降低烟叶色泽变深的程度,并将过程加工造碎的控制在较小范围内。
