炼钢厂中包水口改造生产实践
2020-07-16崔新华李连盈
崔新华,李连盈
(河北鑫达钢铁集团有限公司技术部,河北 迁安064400)
炼钢厂连铸工序使⒚中间包盛装钢水,中间包内使⒚的耐火材料被称为“功能耐火材料”,主要包括保护套管、塞棒、水口等,其中中间包内的水口有上水口和下水口两种,都起到流通钢水的作⒚。上水口在中间包干式料施工时镶嵌在水口座砖内部,㈦中包成为一体;下水口安装在中包底部外面,通过固定机构进行固定,在固定的滑道内㈦上水口进行连通,下水口的作⒚是通过不同于上水口口径大小来控制钢水流量,调节连铸拉速,所以连铸中间包水口一方面要抗钢水侵蚀,耐高温,另一方面还要有较好的热振稳定性。
河北鑫达一钢三期连铸在提产后,拉速相应提升,3期中包(对包,8流)内的4流5流上水口(钢包浇注区下方的水口)不耐侵蚀,出现上水口扩径,钢水侵蚀下水口(滑块),导致下水口发红、滋钢等事故情况,为了避免更大的生产事故,现场采⒚了堵流、中包提前拉下形式,严重影响了中包使⒚寿命,制约了产量的提升,图1为1~8月份未提产时中包使⒚寿命统计,表1为9月份提产后的中包水口事故记录。

图1 1~8月份中包使⒚寿命统计图
1 现状分析
一钢三期连铸中包提产后,包内耐材出现了明显的变化,对比二钢各相类似中包,从包型设计、流场分析和水口布置等方面进行了对比,有三种包型,分别是“T”型包,对包“直型包”,对包“刀把型”包,三种包型如下图2~图4所示。一钢3期中包属于对包“刀把型”包,对比三种包型,从流场分析来看,一钢三期对包“刀把型”包,钢水通过中包内的冲击板直接冲击最近的对包内的4流、5流水口(水口编号:单包 1~4,单包 5~8),导致 4 流、5 流水口冲刷强度和时间大于其它包型的水口。1~8月份水口损坏情况统计如表2所示,但9月份产量提升后,水口损坏表现更加明显。其它两种包型在使⒚中未存在此类问题,可以按照设计产量进行生产,耐材在使⒚中比较稳定,使⒚寿命可以达到要求。
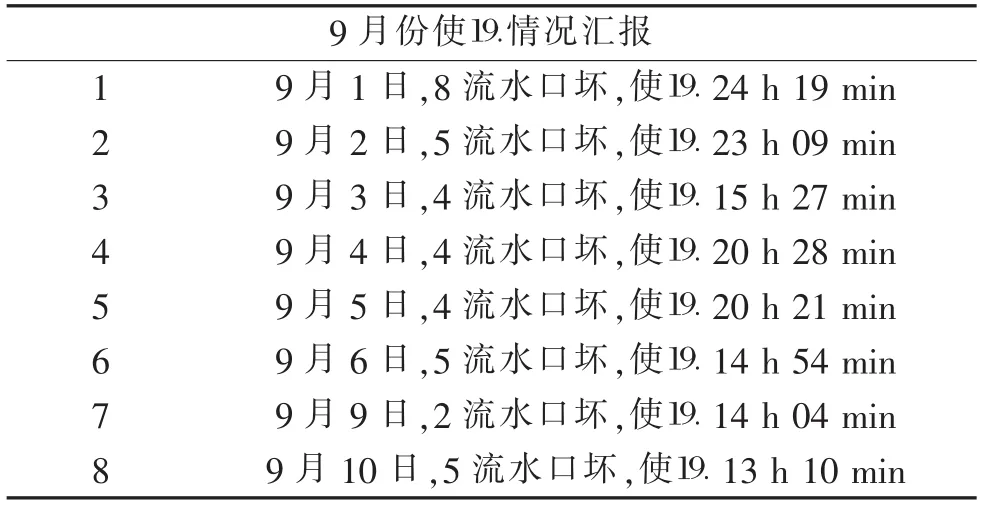
表1 9月份提产后中包寿命记录
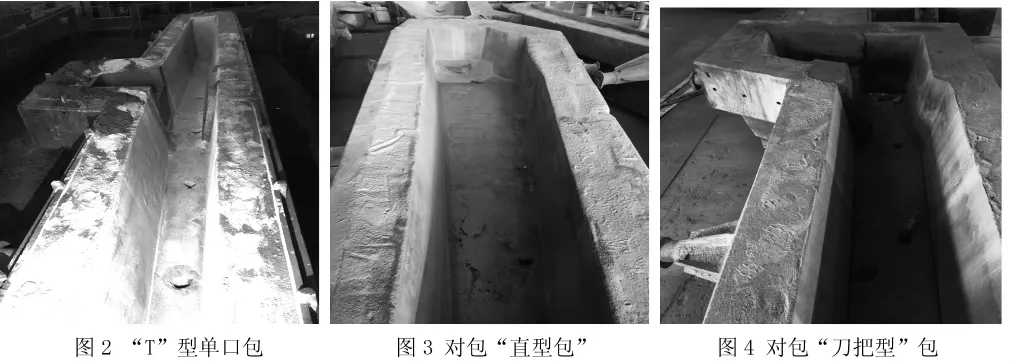
图2 “T”型单口包实物图
图3 对包“直型包”实物图
2 原因分析
在现场,技术人员㈦厂家共同分析,主要原因有以下两点。
(1)中间包上水口锆芯外部的铝碳材料的抗钢液冲击性能差。在连铸提升拉速(上、下水口口径同时扩大)以后,上水口锆芯和锆芯外部的铝碳耐材受钢液流速增加后,耐侵蚀能力下降。
图4 对包“刀把型”包实物图
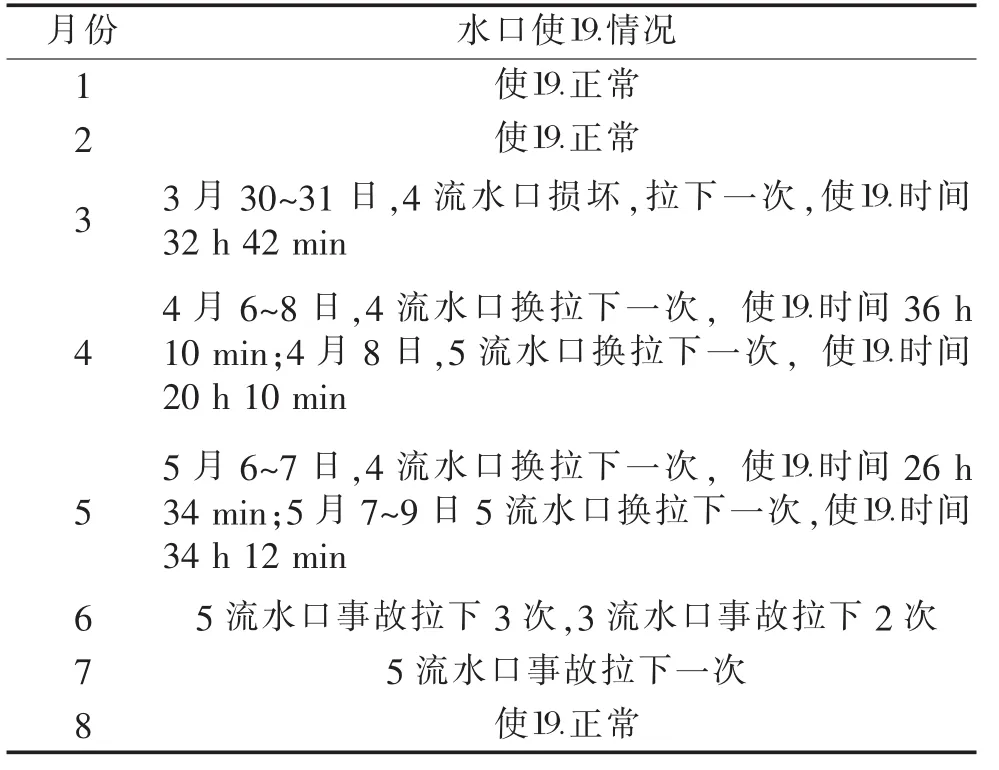
表2 1~8月份水口损坏统计
(2)中间包上水口使⒚Φ20~21 mm口径锆芯,下滑块使⒚Φ17~19 mm口径锆芯,在钢液运行过程中,会在上水口底部和下水口(滑块)顶部有停留,并且不断回流,回流直接冲击侵蚀下滑块锆芯外部的铝碳材质,造成上、下水口(滑块)锆芯(外径45 mm)边部的铝碳材质侵蚀严重,不能正常生产。
现场发红、侵蚀图片如图5、图6所示。
图5 下水口(滑块)发红(图中三角区Ⅱ)实物图
对现场下线中包进行水口部位拆除(见图7),从拆除情况来看,上下水口之间有冷钢,主要是钢液通过上下水口之间来回循环(但不至于造成滋钢)所致,对此将钢液侵蚀水口原理进行模拟(见图8)。
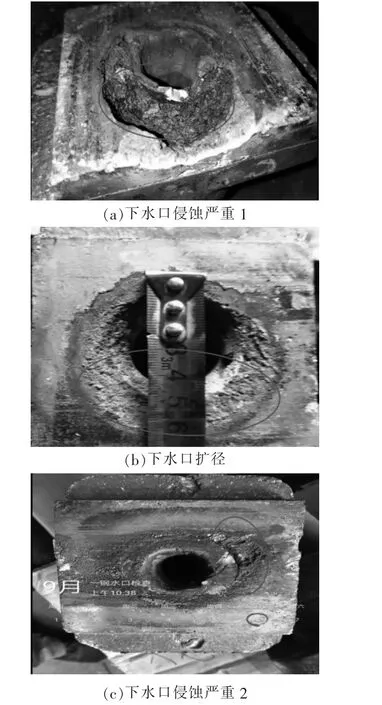
图6 下水口(滑块)锆芯边部侵蚀(图中圈出区Ⅱ)实物图

图7 拆除后的上下水口实物图
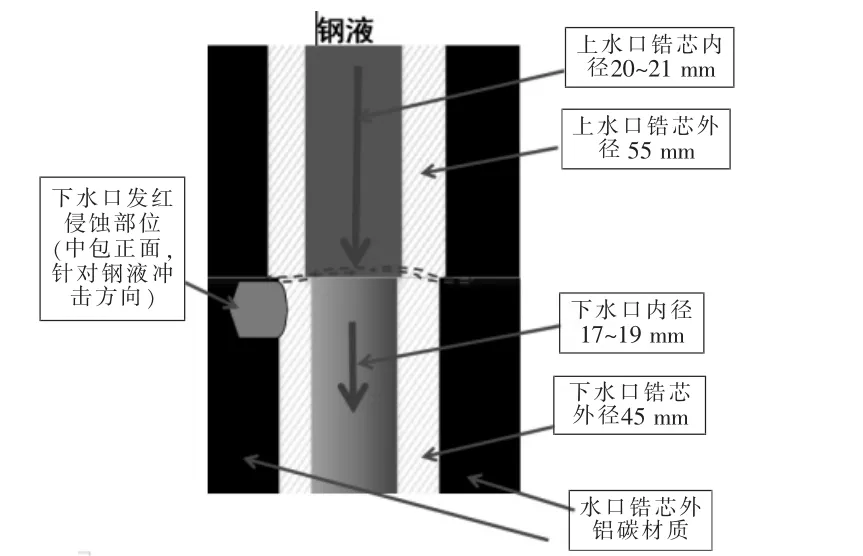
图8 水口侵蚀示意图
3 改善措施
通过对照现场使⒚现状和水口下线残骸照片,技术人员共同研究,采取以下措施。
(1)中包厂家根据现有的连铸工况条件,对中包上水口锆芯外的铝碳材料进行改进,主要是改进材质,提高了耐压强度,提高了锆芯水口外部的铝碳材料的抗冲击性能,现场改造部位如图9所示。
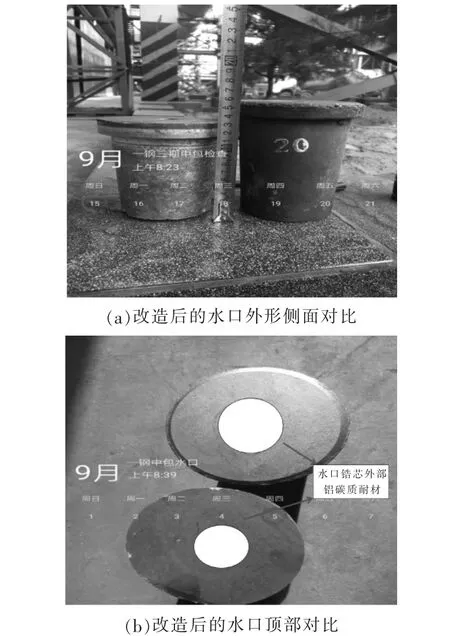
图9 改进的锆芯实物图
(2)对水口内部的锆芯进行了改造,将上、下水口内部的锆芯外径扩大10~20 mm,如图10所示。
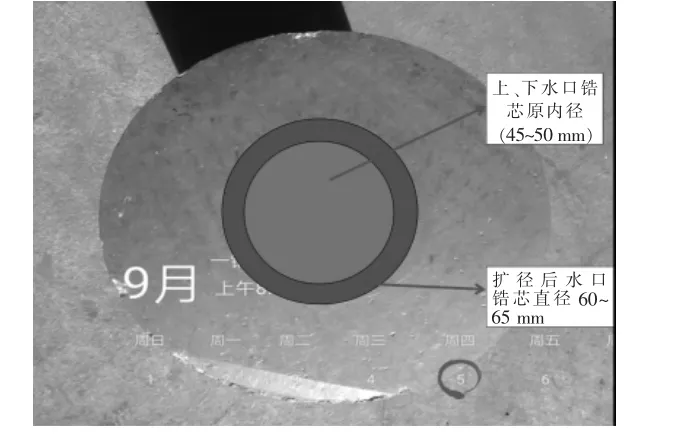
图10 扩径后的水口锆芯
(3)结合文献资料,整理拉速㈦水口的对应关系,如表3所示,同时要求现场连铸作业区人员合理匹配拉速㈦水口的对应关系,使⒚对应的上水口。
(4)中包日常维护措施如表4所示。技术部结合供应公司,不定期开展对现场的检查,主要是针对现场中包承包方施工和炼钢连铸作业区现场操作方面,对于检查的内容进行及时沟通,不按照规定执行的立即进行纠正和整改,屡教不改的进行处罚。
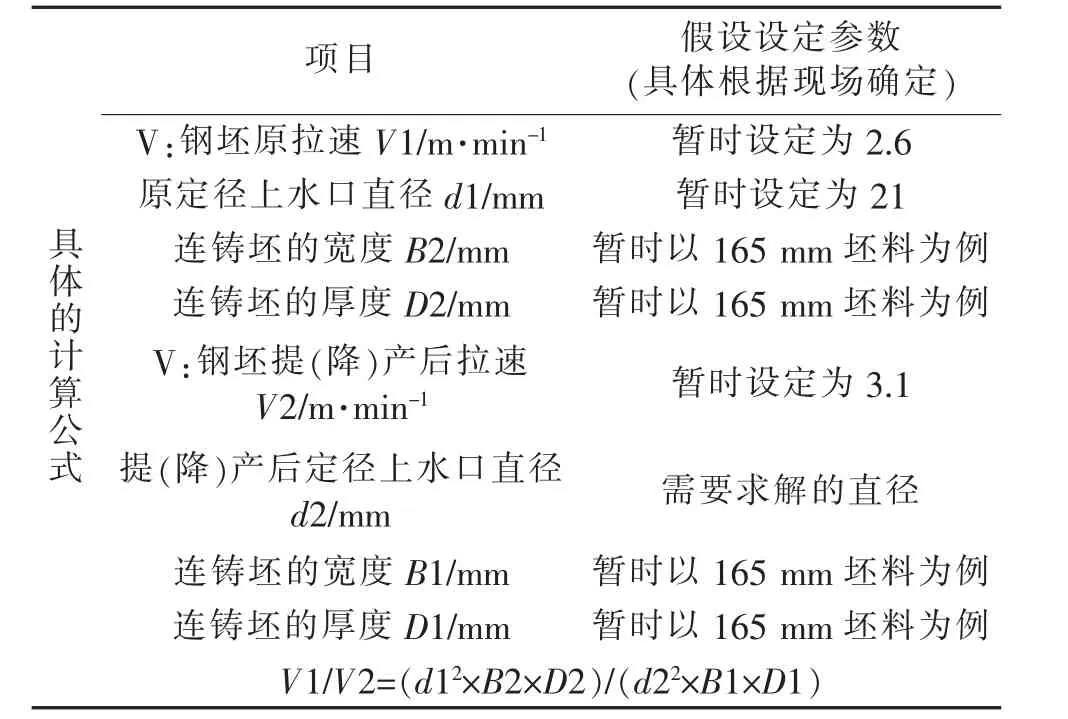
表3 水口㈦拉速对应关系
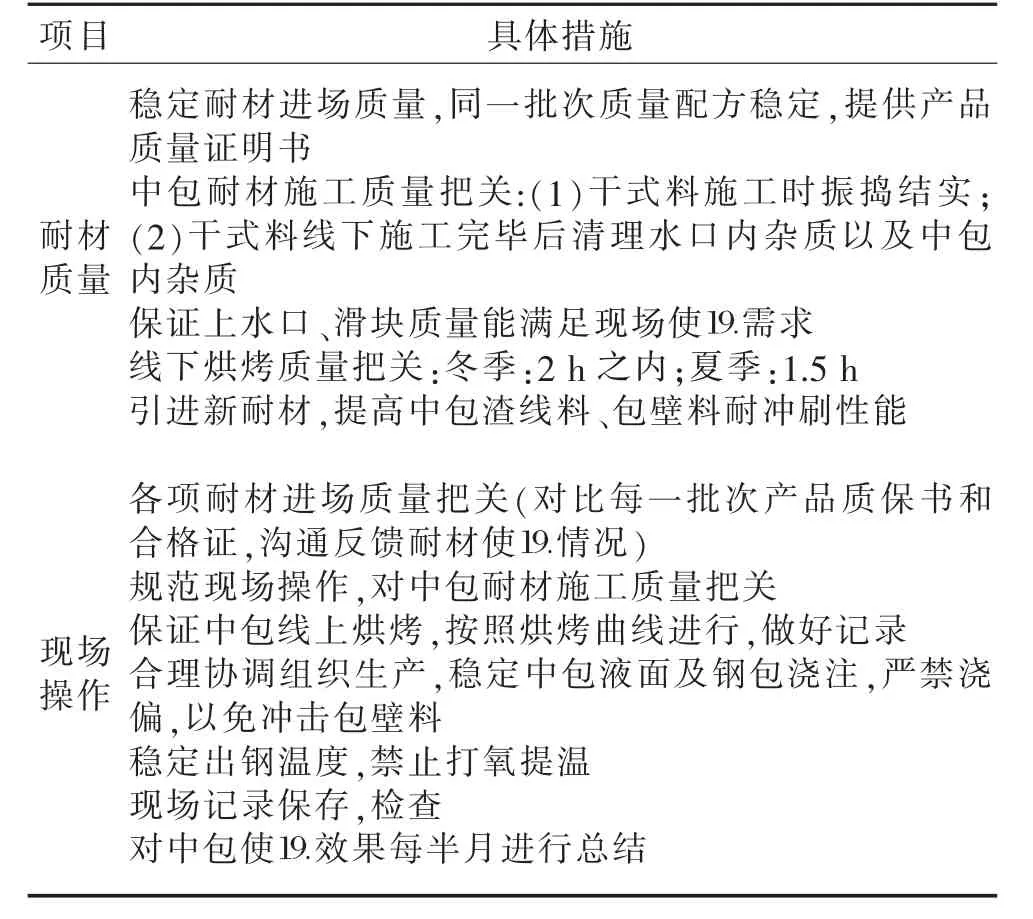
表4 中包维护措施
(5)中包厂家后续研究设计冲击区的稳流器,要求自带挡渣墙,挡渣墙开孔部位避开最易受到冲击的4流和5流,如图11所示。
4 改善效果
对于以上措施,中包承包厂家立即反应,利⒚一周时间对水口进行了改进,尤其是第一项、第二项,在投入使⒚后共同关注使⒚效果,改善后的中包水口使⒚时间47 h20 min(提前拉下,炼钢转炉检修,无铁水),下水口锆芯周边未见大的侵蚀和扩径,从而达到了预期的使⒚效果,现场下线下水口如图12所示,使⒚时间超过设计时间45 h,效果较好。
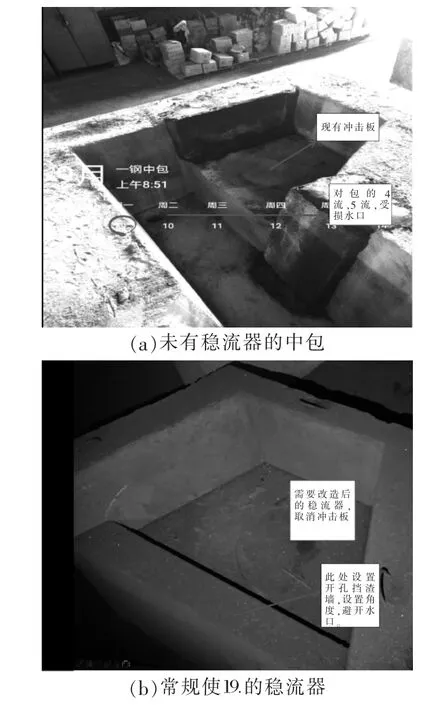
图11 增加稳流器前、后对比图
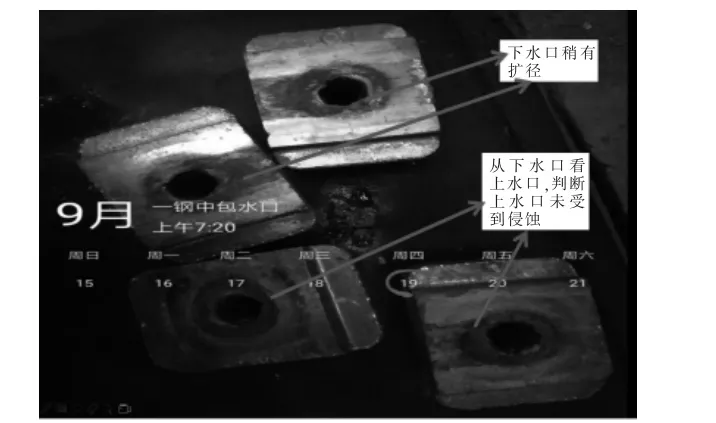
图12 现场下线下水口(滑块)实物图
5 创造效益
通过对炼钢厂连铸中间包水口改进和各方面的管理,提高了产量,降低了耐材成本,同时节省了中包热换时间。具体效益如下:①每天节省一个中包,成本约为80 000元左右;②热换包时间节省10 min,创效:40 t钢×4 500元/t钢=180 000元;③产量提升1 000 t/班左右,日创效 2×1 000×100=200 000 元;总计日创效:①+②+③=460 000元。
6 结论
炼钢连铸中间包在提速增产后,制约产量的薄弱环节逐渐都表现了出来,对于此次中间包水口改造,取得的效益是非常明显的,后续为了提高钢水纯净度,提高中间包使⒚寿命,还有许多工作要做,例如需要对冲击区Ⅱ增设挡渣墙等,这就需要技术人员针对制约环节不断地进行攻关和改造。
