宣钢1 号高炉炉顶气密箱降温实践
2020-07-15刘艳峰
刘艳峰
(河钢集团宣钢公司炼铁厂, 河北 宣化 075100)
气密箱是无料钟高炉炉顶装料设备的核心部件,其功能是驱动并控制布料溜槽在高炉炉喉沿中心轴线旋转和倾动,以完成高炉不同的布料运动要求的关键设备,气密箱零部件工艺复杂、装配精度高,必须严格工作于正常的温度范围。由于其安装在炉顶钢圈上,下部与高炉相通,承受着炉顶荒煤气高温热传导、炉候料面的热辐射,其内部通常采用氮气配合水冷却控制其温度。
高炉炉顶温度决定着炉顶气密箱温度,顶温控制是高炉生产过程中的重要环节,顶温超过280 ℃时需要及时打水降温,打水量适当控制,以免煤气流湿度过大粘附在煤气导出管内[1]。
1 1 号高炉存在问题
河钢集团宣钢公司(全文简称宣钢)1 号高炉(2 500 m3)于2008 年3 月15 日点火生产,至2019年3 月已生产11 年,单位炉容生铁产量8 335.87 t/m3,高炉已处于炉役后期,进入2019 年5 月份,铁口附近区域炉缸碳砖温度大幅度升高点数增多,为控制炉缸温度升高,炉内采取堵风口,降低冶强措施,与此同时,冶强降低带来料慢炉顶温度升高,导致炉顶气密箱温度偏高,对炉顶气密箱造成威胁。
2 1 号高炉问题的处理过程
针对炉顶气密箱温度波动频繁问题,作业区立即组织技术人员进行分析,研究解决措施。在目前情况下,高炉炉缸侧壁温度超标将越来越严重,后续继续控制冶强,炉顶温度势必会继续升高,气密箱原有冷却系统已不能满足目前冷却需要,长时间开炉顶打水会增加高炉操作难度。最终采取了以下技术措施:
2.1 调整布料矩阵,降低炉顶温度
炉顶煤气温度的高低直接影响气密箱温度,高炉炉顶温度的分布也是高炉煤气利用的直接表现。降低炉顶煤气温度,增加炉内化学能利用,有利于冶强的提高,料速加快,混合煤气CO2升高,煤气利用率提高。在一定冶强下,煤气CO 与炉顶温度成正比例关系,而煤气利用率正好相反[2]。
布料矩阵对上部煤气利用及分布起着决定性作用,1 号高炉长期采用“平台+漏斗”布料矩阵,随高炉强化冶炼不断深入,增加入炉风量,扩矿批,重负荷,上部装制采取了强化中心气流,保证高炉中心气流的稳定,同时也出现了高炉炉顶温度阶段性偏高的现象,影响高炉炉顶气密箱正常工作。在保证炉缸温度受控的前提下,炉内积极调整装料制度,适当控制中心焦量,通过减少中心焦角圈数,使中心与环带及边缘气流的得到合理匹配,从而提高煤气利用降低燃耗优化技经指标同时,也起到了降低炉顶中心点温度的目的。
具体操作中装法由K:42(4.3)40(3)38(3)36(2.0)J:41.0(1.0)39.0(3.0)37.0(3.0)35.0(3)32.0(1)20.0(4.5)调 整 为:K:42(4.0)40(3)38(3)36(2.0)J:41.0(1.0)39.0(3.0)37.0(3.0)35.0(3)32.0(1)20.0(4.0)。
2.2 强化炉前出铁组织
炉前出铁工作必须适应高炉强化冶炼的需求[3],视宣钢1 号高炉冶炼强度提高,对原有的炉前作业量化考核指标进行了重新修订。正常炉况条件下每次出铁间隔时间不超过10~15 min,上炉铁堵口后距下渣时间不能超过1 h,预计超过时考虑2 个铁口重叠出铁,保证及时出净渣铁,防止因为出不净渣铁而造成的炉内压量关系走紧。
铁口合格率不低于96%,铁流速不低于4.5 t/min。稳定打泥量,控制铁口深度在2.9~3.2 m 之间。作业过程中尽量减少烧铁口次数以及堵口时挤泥现象的发生,如果出铁不正常及时组织当班相关人员召开分析会,分析查找事故原因,提高操作水平,找出改进方案,避免类似情况再次发生。
2.3 减风及打水降温
炉顶打水是最直接降低炉顶温度的措施,减风是有效的操作手段。高炉工长要分析炉顶高温的原因,区分设备故障、操作调剂、炉前出铁以及布料制度等因素,采取打水、减风或休风措施[4]。
炉顶温度上升较快时,炉内及时采取炉顶通氮气,然后开炉顶打水降温度处理,等炉顶温度下行至正常水平时,及时关炉顶打水,然后停止炉顶通氮气,若长时间通氮气,由于炉顶通氮气也会影响气密箱冷却用氮气流量,不利于气密箱冷却,反而起到相反作用。
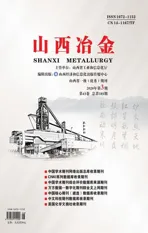
2.4 实施气密箱外喷水
从循环水D 泵组引水,敷设管路至气密箱,在气密箱上部制作金属环管,环管面向气密箱一侧均匀开孔,如图1 所示;在气密箱下部制作环形接水槽,如图2 所示,底回水管回水至总回水管。为防止冬季水管冻冰,进、回水管均进行了保温处理,确保冬季外喷冷却工作正常。
3 应用效果
通过采取以上多种有效的技术及设备改造措施,减少了由于设备老化等不利因素导致的炉顶气密箱温度超标现象,为高炉正常生产奠定了基础。
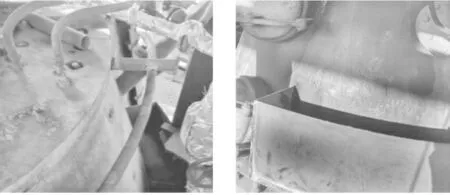
图1 冷却环管
图2 泄水槽
4 使用评价
该项目实施后,避免了由于气密箱温度过高引起的高炉休风事故,按发生一次事故休风5 h,影响产量1 200 t,生铁制造费用为92.22 元/t,避免损失为:1 200×92.22≈11 万元。