重轨轧线概况及典型设备特点分析
2020-07-15梁祖红杨瑞宇
梁祖红 杨瑞宇
(二重(德阳)重型装备有限公司,四川618000)
近年来我国铁路建设飞速发展,截止到2019年底,我国的铁路运营里程已达13.9万公里,其中高铁的运营里程超过3.5万公里,居世界第一。钢轨作为铁路运输的重要组成部分,其质量的优劣直接关系到铁路运营的安全与效率,随着我国铁路建设向高速化、重载化、无缝化的方向发展,生产高强度、高精度的长尺重轨成为我国钢轨生产的重要趋向。而重轨轧制生产线作为重轨生产的重要环节,直接影响重轨产品的质量及综合力学性能,先进的轧制技术是获得优良重轨产品的保证。
1 我国重轨轧线的设备现状
1.1 我国重轨轧线的发展简介
十九世纪末,我国最早建成的轨梁轧机引进了英国技术,采用的是由蒸汽机为动力的三机架横列二辊结构,能生产42 kg/m以下的钢轨,定尺长度为9.144 m。新中国成立以后,我国先后在鞍钢、武钢、包钢、攀钢等钢厂建了4条轨梁轧线,采用的机型均是横列式轧机机型。该类型轧线采用钢锭作为原料先经初轧机开坯,轧制坯加热后,在横列式轧机上用孔型法轧制成钢轨,随后将热轧轨装入缓冷坑进行脱氢处理,钢轨冷却后用辊式矫直机进行矫直,然后进行锯钻加工和轨头淬火,经超声探伤合格后交货。上述几条轧线可生产43 kg/m~75 kg/m的重轨,但轨长最长仅达到25 m[1]。
21世纪以后,鞍钢、攀钢、包钢和武钢先后对其钢轨生产线进行了现代化改造,从国外引进了先进技术和设备,完成了重轨生产线包括精炼、精轧、精整、长尺化生产和集中检测技术设备的改造,改造后的重轨生产设备及生产工艺技术均达到了国际先进水平。
目前,国内长尺重轨轧制生产线总共有5家企业的7条生产线,其中包钢和攀钢各有两条,鞍钢、武钢和邯钢各有1条。攀钢、包钢保留了原有的横列式钢轨生产线,先后各自新建了一条产品长度达100 m的重轨生产线,随后分别对原有横列式生产线进行改造,所以两家都拥有两条先进的重轨生产线。鞍钢和武钢则拆除了旧生产线,利用原厂房和公辅设施新建了轨长100 m的重轨生产线[2]。邯郸大型生产线于2012年建成投产,该轧线设备配置也具备生产百米重轨的能力。
这些先后改造或新建的生产线在重轨轧制工艺流程方面差异不大,采用连铸坯作为原料经开坯机将其轧制成初具形状的轨形坯,随后进入万能轧机采用万能轧制法轧制成型,然后经百米冷床预弯及冷却后进入矫直机进行矫直,再经无损检测和锯钻加工后交货。不同生产线其轧机的配置可能略有差异,精整工序的顺序也有所不用,但精整内容均大同小异,典型轧制工艺流程为:加热炉加热→粗除鳞箱高压除鳞→BD1、BD2开坯机轧制→热锯切头→万能轧机轧制成品→钢轨热打印→热锯切尾、取样→预弯及长尺冷却→矫直机矫直→无损检测、平直度检测→锯钻加工→收集堆垛入库。
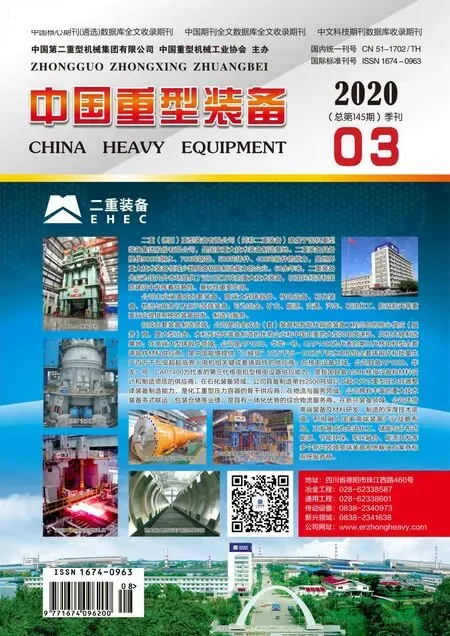
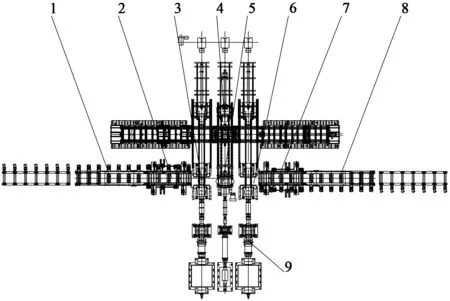
1—加热炉 2—1号开坯机 3—2号开坯机 4—切头锯 5—万能粗轧机 6—粗轧边机 7—万能中轧机 8—中轧边机 9—万能精轧机 10—钢轨打印机 11—步进式冷床 12—平立复合矫直机 13—无损检测中心 14—四面压力矫直机 15—联合锯钻机床图1 攀钢重轨二号线平面布置图Figure 1 Layout plan of heavy track No.2 rolling line in Panzhihua Steel
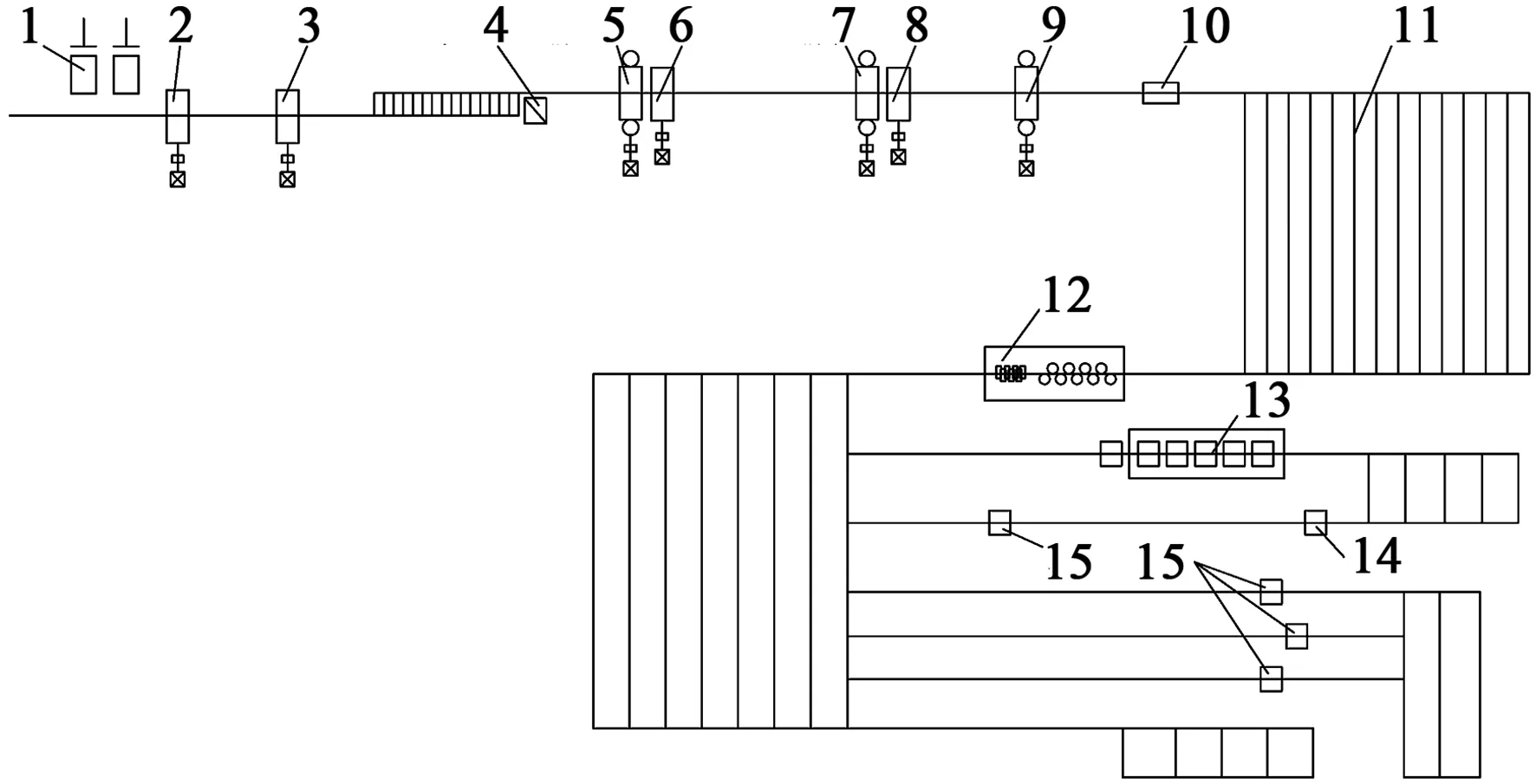
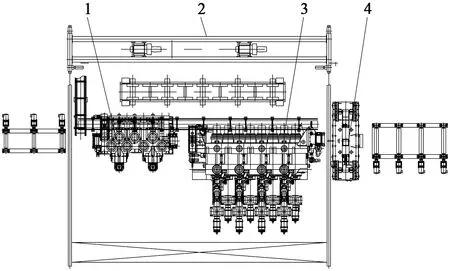
1—加热炉 2—1号开坯机 3—2号开坯机 4—切头锯 5—万能粗轧机 6—轧边机 7—万能精轧机 8—预留万能成品轧机 9—钢轨打印机 10—步进式冷床 11—型钢精整线 12—平立复合矫直机 13—无损检测中心 14—四面压力矫直机 15—联合锯钻机床图2 武钢重轨轧线工艺平面布置图Figure 2 Layout plan of heavy track rolling line process in Wuhan Steel
1.2 我国长尺重轨轧线布置形式
我国现有7条长尺重轨生产线中,主要设备配置形式有两种。其中于2004年12月建成的我国第一条百米定尺重轨生产线——攀钢轨梁厂万能2号线,其轧机布置形式采用的是2+2+2+1的七架轧机形式,该轧线的主轧机区域由两架可逆式开坯机+1组万能轧边粗轧机组+1组万能轧边中轧机组+1台万能精轧机组成,其轧线布置如图1所示[3]。此种布置形式的生产线虽然能避免轧机间张力引起的产品尺寸波动,但与另一种2+3布置的生产线相比,存在着厂房长度长、主轧设备较多导致初始投资和后期运营成本均增加、轧件温降大等一系列的缺点,因此后期新建的生产线很少再采用这种布置形式。
包钢重轨1、2号线、鞍钢、武钢重轨生产线均采用的是2+3的布置形式。该类型轧线的主轧机区域由两架可逆式开坯机和一组由1台万能粗轧机、1台轧边机及1台万能精轧机组成的可逆式万能连轧机组组成。这种布置形式的典型轧线布置以武钢重轨生产线为例,如图2所示[4]。武钢重轨生产线于2008年建成,在设计轧线时,在现有的万能轧机组后、钢轨打印机前还预留了一台万能成品轧机,目前轧机配置已经满足生产需要,所以这台预留的轧机就一直没有再增加。这种2+3的重轨生产线布置形式能有效减短轧线长度,减少投资成本和运营成本,所以这种布置形式目前比较流行。
邯钢大型生产线也是采用这种2+3布置形式,不过在武钢轧线上预留的万能成品轧机在邯钢大型厂则是直接布置到了生产线上,行成了2+3 +1的布置形式。
在轧线改造时,由于攀钢轨梁厂万能1号线轧制工艺需参考2号线,因此其将武钢2+3布置形式当中的万能精轧机移到了预留的万能成品轧机的位置,形成了2+2+1的布置形式。
2 国内长尺重轨轧线主要设备布置及结构特点
由于重轨生产线对产品质量的要求比普通型钢生产线高,所以其设备配置也较普通型钢生产线更齐备和先进,具有一系列独有的特点,如配置有两台可逆开坯机、万能轧机的高精度控制、配置有带预弯功能的百米冷床、平立复合矫直机以及对钢轨进行探伤检查的检测中心等。
2.1 主要设备
2.1.1 除鳞装置
除鳞装置用于去除轧件表面的氧化铁皮。通常会在BD1开坯机前和万能轧机机组前设置2级除鳞装置,邯钢大型厂则在万能成品轧机前还设置了另一级高压水除鳞,而攀钢轨梁2号线则在万能中轧机前和万能成品轧机前分别设置了两级高压气体除鳞装置[5]。
高压水除鳞技术比较成熟,应用也比较广泛。而气体除鳞是利用压缩空气作为除鳞介质的一种除鳞方式,其优点是压缩空气对轧件造成的温降很小,设备结构简单。但由于压缩空气的除鳞压力和高压水相比小得多,所以其除鳞效果也远不如高压水除鳞效果好,因此其应用不大。
2.1.2 开坯机组设备
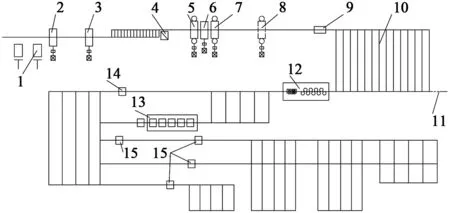
从加热炉出来的坯料需在开坯机组中经10到14道次轧制成为初具钢轨外形的中间坯。国内现有的重轨轧线均配置有两架开坯机,其结构形式差异不大,均采用二辊可逆式。其中最典型的开坯机组设备配置形式如图3所示,在BD1开坯机前后配置有带勾式翻钢机的电机驱动式推床,而BD2开坯机前后则一般配置的是液压式推床和用于翻转异形坯的钳式翻钢机。
1—机前推床翻钢机 2—BD1开坯机 3—机后推床翻钢机 4—机前钳式翻钢机 5—机前推床 6—BD2开坯机 7—机后推床 8—机后钳式翻钢机图3 可逆式二辊开坯机组典型布置图Figure 3 Typical layout plan of reversing 2-roll blooming unit
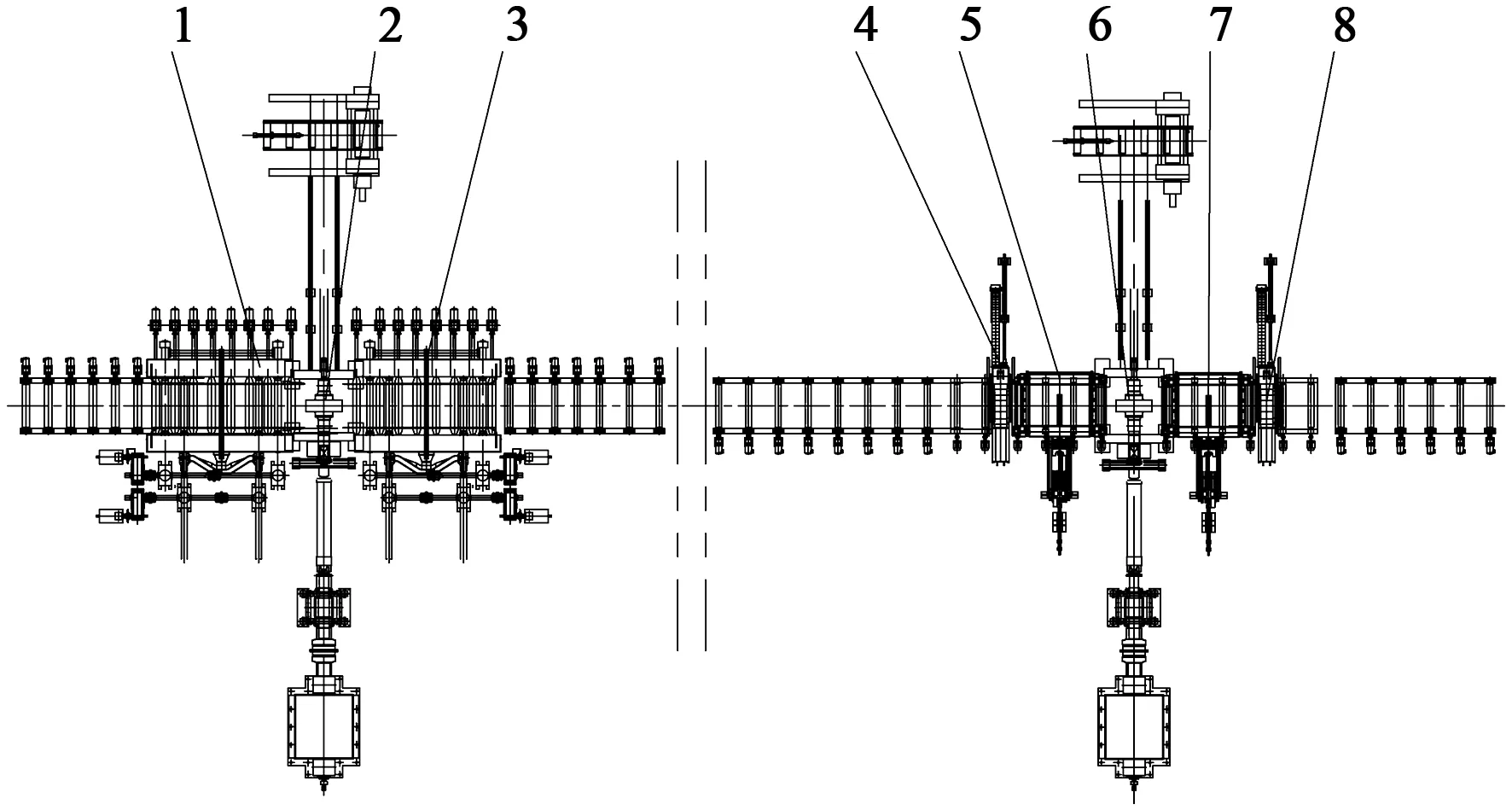
1—机前升降辊道 2—机前对中装置 3—UR万能轧机 4—换辊装置 5—轧边机 6—UF万能轧机 7—机后对中装置 8—机后升降辊道 9—主传动装置图4 万能轧机区域典型布置图Figure 4 Typical layout plan of universal mill location
在该机组设备中,钩式翻钢机由于没有夹持功能,主要用于前几个道次对形状规则轧件的翻转,而推床则主要用于将轧件对准轧辊孔型,并辅助钩式翻钢机对轧件进行翻转。BD2开坯机前后的钳式翻钢机具有任意角度夹持轧件并翻转任意角度的功能,主要用于将初步具有重轨外形的异形中间轧件夹持住,并翻转一定角度,然后将其导入槽型轧辊的孔型当中。
二辊可逆式开坯机一般由一台主传动电机通过一台速比为1∶1的齿轮机座传动,两根万向接轴为轧辊提供轧制力矩。为保证开坯机有足够的强度及刚度,其机架通常采用闭式机架,开口度调整则通常由一台电机通过蜗轮蜗杆减速机带动压下螺丝在压下螺母中转动来实现。国内现有重轨生产线开坯机主要性能见表1。

表1 国内各重轨生产线开坯机主要性能Table 1 Main properties of heavy track rolling lines blooming units in domestic
2.1.3 万能轧机区设备
万能轧机是重轨生产线中最核心的设备之一,用于将开坯机轧制出来的中间坯轧制成成品轨梁。目前,国内7条长尺重轨生产线的万能轧机均采用的是德国的CCS轧机。
万能轧机区域现有最常用的设备布置如图4所示,由两台万能轧机中间加一台轧边机串列布置组成。在万能轧机入出口均设置有可升降的辊道,用于根据不同尺寸轧件的不同轧制工艺设定轧制标高。在入出口升降辊道上设置有由液压缸驱动的移动对中装置,用于轧件对中导卫,以便将轧件导入轧机。
万能轧机的结构形式有很多种,如短应力线万能轧机、闭口开轭式万能轧机、CCS万能轧机等。目前,国内外重轨生产线中万能轧机配置均以先进的CCS万能轧机为主流,其主要特点为:
(1)换辊速度快且无须单独更换,在线调整导卫,在换辊时轧机操作侧机架可以和辊系一起向换辊侧移动至换辊位,实现辊系和导卫的整体快速更换。
(2)机架及轴承座结构更紧凑,能大幅提高轧机刚度,减少前期投资,维护更加简便。
(3)水平辊和立辊的调整全部采用液压自动辊缝调整(AGC+HPC),能有效提高控制精度和准确度,从而提高产品的精度及质量。
(4)传动侧牌坊和操作侧牌坊的距离可以调整,能够适应不同的轧制模式。
(5)轧边机可以整体在线移动调整,并且一架轧边机有两种不同的轧槽,因此可以根据轧制程序要求,实现不同轧制道次对不同轧槽的需求,从而以一架轧边机实现以前两架轧边机的功能。
国内各重轨生产线万能轧机机组主要性能见表2。

表2 国内各重轨生产线万能轧机机组主要性能Table 2 Main properties of heavy track rolling lines universal mills in domestic
1—立辊矫直机 2—换辊装置 3—水平辊矫直机 4—翻转装置图5 矫直机区域典型布置图Figure 5 Typical layout plan of straightener location
2.1.4 矫直机区设备
重轨在尺寸精度、平直度方面要求越来越高,为满足需求,除了要求轧机的轧制精度高外,矫直机对轨梁的矫直精度也很重要,重轨生产线在冷床出口均设置有一台水平辊矫直机和一台立辊矫直机组成的平立复合矫直机,如图5所示,一般在矫直机入口有一台重轨翻转装置,用于将轨梁旋转一定的角度并导入矫直机。水平辊矫直机辊身作用于轨顶及轨底,用于矫直轨梁垂直方向上的弯曲,立辊矫直机辊身则作用于轨腰,用于矫直轨梁水平方向上的弯曲。
国内现有的几条长尺重轨轧线所配置的轨梁矫直机除包钢2号线和邯钢大型厂的水平辊矫直机采用双支承结构外,其余轧线均采用悬臂式结构。其辊系配置通常采用8+1模式,即矫直辊系由8根通过电机传动的带孔型的矫直辊和1根无传动无孔型的惰辊组成。其中5根下矫直辊固定不动,4根上矫直辊由电机通过蜗轮蜗杆带动丝杆转动来进行高度调整。立辊矫直机除了攀钢轨梁两条生产线采用7辊模式外,其余生产线均采用7+1的配置模式,由7根有孔型的悬臂式矫直辊和一根圆柱形的自由立式导辊组成。7根矫直辊中有4根传动辊,另外3根矫直辊和位于出口的自由立导辊为惰辊。
2.2 其他设备特点
重轨生产线冷床均采用步进式结构,驱动方式有液压驱动和电机驱动两种,其中多数采用液压驱动。为减少钢轨在进入矫直机前的弯曲度,方便矫直机矫直,并提高成品的平直度、减少钢轨矫后残余应力,在推床入口均设置有带预弯功能的横移装置,根据工艺需要,可以通过调整横移装置中各横移小车带动钢轨运行,实现钢轨热预弯。
为提高钢轨的力学性能,增加其强度、耐磨性、抗冲击和抗疲劳等性能,延长钢轨的使用寿命,攀钢自主开发制造了具有自主知识产权的在线余热淬火装置,而包钢、邯钢则从国外引进了余热淬火设备。
为确保重轨产品在平直度、表面质量及内部质量等方面达到相关要求,国内的重轨生产线均配置有从国外引进的由激光尺寸测量装置、平直度仪、涡流检测表面检测仪、内部超声探伤仪及缺陷喷印装置等组成的检测中心。能实现钢轨相关尺寸、平直度、端部扭转程度以及钢轨表面质量和内部缺陷的自动检测和评估,并对不合格钢轨进行自动喷印标识。
另外,根据工艺需要,重轨生产线还配置有用于合格钢轨切头切尾、定尺及轨端钻孔的联合锯钻机床和用于对钢轨端部及局部硬弯矫直盲区进行补矫的液压式四面压力矫直机等设备。
3 重轨轧线主要设备的国产化或引进建议
现有国内数条先进重轨生产线的关键核心设备如万能轧机、矫直机、检测中心等目前主要采用从国外引进。随着我国冶金设备设计制造能力的不断进步,在新建或改造重轨生产线时,除少部分国内尚无设计制造能力或性能无法满足要求的设备外,我国已经完全具备了部分关键设备国产化的能力,具体如下:
(1)开坯机:早期重轨生产线的开坯机多采用国外设计、国内制造的合作制造模式,近年来设备设计制造已实现了全部国产化。
(2)万能轧机:国内近些年建成的重轨生产线,其万能轧机设备均从德国引进,尚无国产业绩,目前国内已具备了国产化的能力。
(3)步进式冷床:设备的设计制造可全部国产化。
(4)平立复合矫直机:和万能轧机一样,现有的重轨矫直机也基本从国外引进,但目前我国也同样具备了自主设计制造的能力。
(5)无损检测中心:现有设备基本均从国外引进,主要供应商有奥地利Knorr、加拿大NDT及德国KD等公司。该部分设备可采用从国外引进的方式。
(6)联合锯钻机床及四面压力矫直机:现有设备主要从国外进口,仍可采用引进方式。
(7)除鳞装置、辊道、侧导板及堆垛收集装置等机械设备的设计制造可全部国产化。