添加剂铜对等离子喷涂WC-12Co涂层摩擦磨损性能的影响研究
2020-07-13赵艳艳
赵艳艳
(渤海船舶职业学院,辽宁 兴城 125005)
热喷涂WC-Co涂层凭借良好的性能优势在诸多行业中实现了大规模化普及与应用[1-3]。概括来讲,WC-Co涂层具有特殊的结构优势,不仅拥有金属钴的黏结相,还拥有高硬度的硬质相,涂层结构紧凑且密实,关键是能与基体充分、高效结合,所以在抗粘着磨损性能方面表现出无与伦比的强大优势[4]。严格按照混合比将铜粉与WC-12Co粉末相混合,利用当前颇受人们推崇与认可的等离子喷涂方法来制取涂层,结果证实,铜粉可使WC-Co涂层的孔隙率大幅下降,也能增强涂层组织的紧凑性与密实性,本文在此实验基础上进一步研究添加铜粉后WC-12Co涂层的摩擦系数变化规律及其耐磨性变化,除此之外,还对涂层的磨损机制进行了全面深入地分析。
1 实验材料与方法
在本实验中,笔者使用了两种不同性质的粉末,一种是陶瓷粉末WC-12Co(其中Co占比为12%),粒度尺寸介于45μm~75μm区间内,它是典型的烧结破碎粉;另一种是电解铜粉Cu180,粒度尺寸介于45μm~75μm区间。值得一提的是,在本实验中,笔者严格按照9∶1的体积比来混合这两种粉末,其中Cu180的体积占比为10%。
选用环块对磨法进行严格规范地实验。关于摩擦环基体,实验选取了综合力学性能优良的45#钢,试样尺寸如下:内径D1=16mm,外径D2=40mm,厚度H=10mm;对偶件由45#钢制备而成,体积为(100×10×10)mm; 在保证喷涂表面无任何杂质、灰尘的情况下才能开展喷涂作业。
经多方面对比与分析之后,笔者决定在本实验中选用等离子喷涂装置PlasmaLE-15,并严格按照表1设定的工艺参数来制取涂层。其中,涂层厚度为h=2mm,喷涂后的摩擦环试样如图1所示。在进行喷涂处理后,需要严格按照相关流程和要求对摩擦环以及对偶件涂层表面进行科学合理地磨削加工,本实验通过型号为HW-T6000的粗糙度仪对其表面粗糙度进行精准便捷地测量,通过测量发现,磨削处理后的涂层表面粗糙度为Ra=0.75~0.95μm。

表1 喷涂工艺参数
在磨损实验环节,本文选取了性能可靠且操作便捷的MM-200型环块滑动摩擦磨损试验机,其实验原理如图2所示。实验环境参数设置如下:于干摩擦环境完成对摩擦系数的精准化、高效化测量,法向载荷为50N,下试样转数为200r/min,时间为5min;同样于干摩擦环境测量磨损失重,法向载荷依次设定为 50N、60N、70N、80N,下试样转数为 100r/min,时间20min。
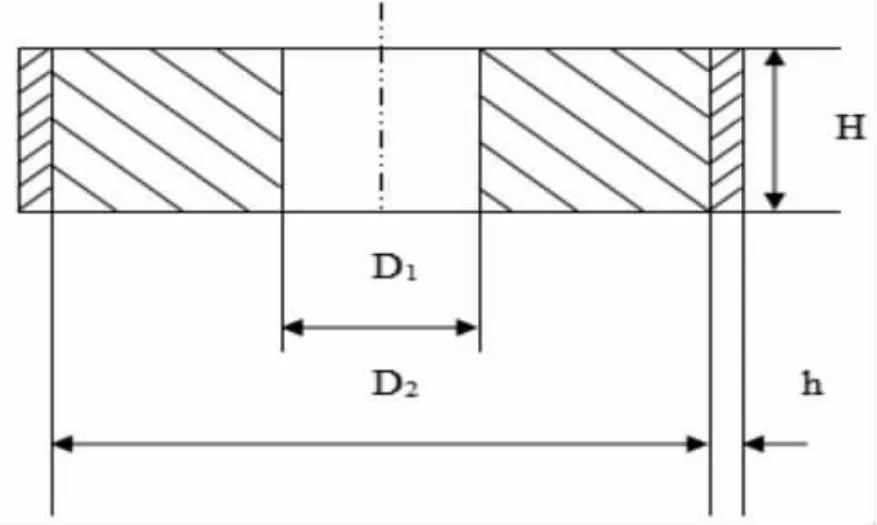
图1 摩擦环结构
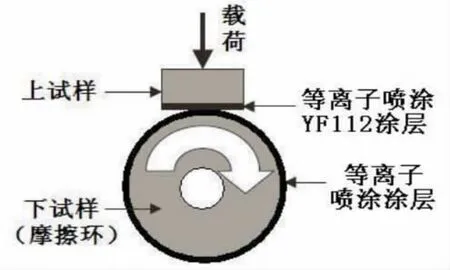
图2 MM-200摩擦磨损实验原理图
本实验将通过备受业内人士推崇和青睐的称重法对喷涂试样的磨损失重进行高效、精准地测量,选择了BS224S型电子天平,其精度可达0.0001g;关于对偶件表面的磨痕情况,本实验将通过Philips-XL30扫描电镜展开精准合理地显微分析。
2 实验结果与讨论
2.1 涂层的摩擦系数
结合已确定的摩擦力矩,通过式(1)推导出涂层的摩擦系数。

其中:
μ——摩擦系数
T——摩擦力矩(标尺上读取的力矩值,公斤·厘米/N·cm)
Q——摩擦力(公斤/N)
P——试样所承受垂直负荷(标尺上读取的负荷,公斤/N)
表2清晰直观地展示了WC-12Co加入不同含量铜粉涂层时所对应的摩擦系数值。
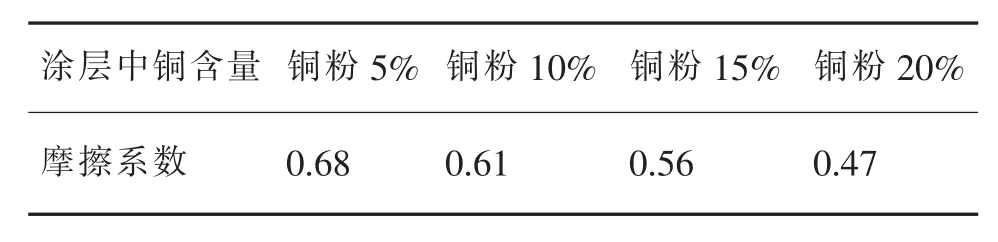
表2 铜含量不同时涂层的摩擦系数
由上述分析得知,在铜粉添加量不断增加的情况下,涂层的摩擦系数也会随之下降。这是由于铜有良好的延展性,属于减磨材料,且其摩擦系数低。
2.2 涂层的耐磨性能
摩擦环选取了10%Cu-WC-12Co、WC-12Co这两种涂层,对其在不同载荷下所对应的磨损失重情况进行全面细致地比较分析,同时对磨损失重和时间的关系进行了深入分析。以下两表分别揭示了上述两种涂层的磨损失重和时间、载荷之间的关系。
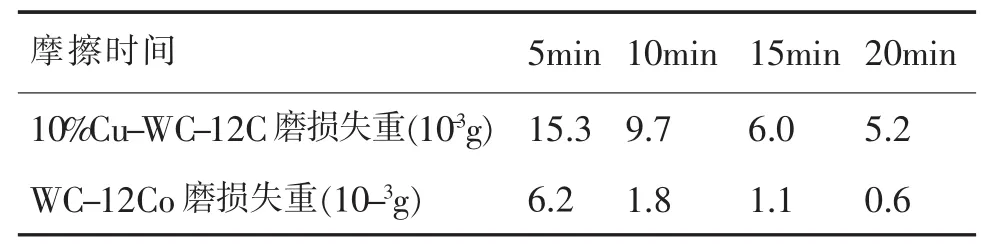
表3 两种不同成分的涂层随时间增加的磨损失重

表4 两种不同成分的涂层随载荷增加的磨损失重
由表3可以得出,随时间的增加,无论是10%Cu-WC-12Co涂层,还是WC-12Co涂层,它们的磨损失重均慢慢地降低,在首个5min时,磨损失重达到最大值,在此之后,逐步降低并趋于稳态。其原因在于在摩擦初期,被磨表面正处于咬合时期,表面比较粗糙,随着时间的延长,摩擦逐步稳定,所以,在时间延长的过程中,磨损失重的降幅逐步降低。相较于10%Cu-WC-12Co来讲,WC-12Co涂层的磨损失重程度略小。
根据表4能够清晰直观地了解到,在法向载荷逐步增大过程中,无论是10%Cu-WC-12Co涂层,还是涂层WC-12Co,它们的磨损失重均持续增大,在载荷发生变化的情况下,相较于10%Cu·WC-12Co来讲,WC-12Co涂层的磨损失重程度略小。添加适量的铜粉能够在一定程度上降低涂层摩擦系数,但是由于添加铜粉硬度的下降,导致涂层的耐磨性降低。
2.3 摩擦磨损机理
等离子喷涂制备WC-CO涂层是由WC硬质颗粒弥散强化的金属陶瓷涂层,在出现磨损的情况下以粘着磨损为主,承受大部分机械应力的微突体主要以WC硬质颗粒为主[5-7]。
复合涂层材料的磨损是一个多方因素协同参与的复杂过程,在磨损初期,第一个发生的肯定是选择性磨损,促使包括黏结相Co等在内的较软相逐步转变为塑性变形。碳化钨颗粒就会表面凸起,成为非常硬实的骨架,由此也就能起到保护基体的作用。与此同时,凸起WC颗粒会受到外部作用力影响,而硬度相对比较高的WC小质点内位错密度也会相应增大,待达到一定水平时,就容易形成小裂纹,随着磨损力度的不断增大,这些小裂痕就会继续扩大,由此造成颗粒变为磨屑[8]。被打碎的WC颗粒一般至少有一般会残存于磨损区,并慢慢地演变为磨粒。由于基体材料变形程度比较高,所以,磨粒就会在外部作用力的驱使下,压入表面形成切削,从而引发新变形和破碎。
碳化钨颗粒从磨损表面以一种较慢的速度轻微突出并成为硬度较高的骨架,有助于防止基板过于磨损。在此情况下,外力施加于凸WC颗粒上,导致后者的位错密度骤升。待位错密度升高至某值时,小WC颗粒表面会出现细小裂纹。受不间断磨损的影响,细小裂纹会顺WC晶界进一步变大、变深,由此造成微脆性断裂,继而产生磨屑[8]。大部分破碎的WC颗粒保留在磨损区域中并转化为磨料颗粒。因基质材料发生较大变形,载荷主要集中于磨粒上,于是磨粒会被压入表面并发生微切削现象,以此产生新的塑性变形并导致硬质相断裂。
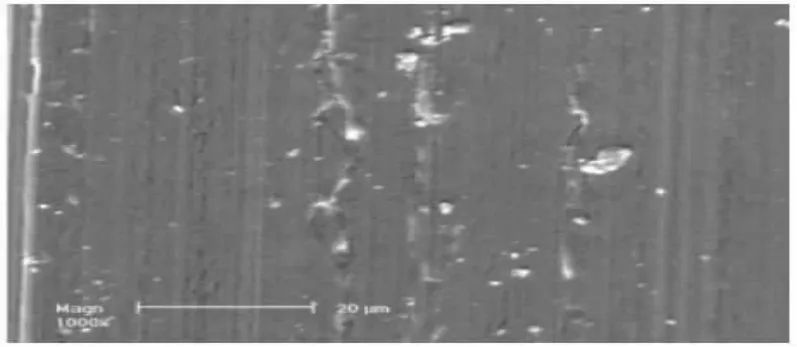
图3 载荷50N时WC-12CO对偶涂层表面磨痛SEM形貌
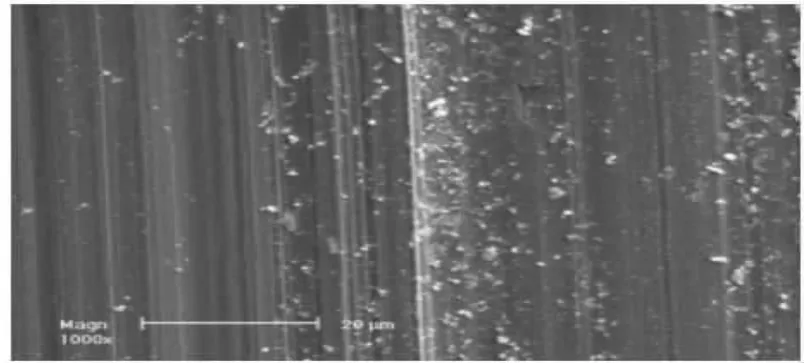
图4 载荷80N时WC-12Co对偶件涂层表面磨痕SEM形貌

图5 载荷50N时10%CU-WC-12CO对偶涂层表面磨痛SEM形貌

图4 载荷80N时0%CU-WC-12CO对偶件涂层表面磨痕SEM形貌
图3和图4分别是载荷50N、80N时与WC-12Co涂层对磨的涂层表面磨痕的SEM形貌,认真观察上述两图能够发现,它们均存在着平行分布的犁沟,而这即意味着涂层在受到摩擦磨损的情况下出现了塑性变形,使两个洁净接触表面粘着,受外力的影响,作为粘着点的WC硬质颗粒由于被剪掉而导致材料向其他位置迁移,从而形成剥落坑。在载荷为80N的情况下,因表面受到的压力不断增大,所以,涂层中犁沟变得愈来愈明显,且导致涂层呈片状剥落的现象进一步加剧。
图5和图6分别展示了载荷为50N、80N时、10%Cu-WC-12Co涂层对偶涂层表面磨痕的形貌,在载荷为50N的情况下,可在图中清楚直观地看到呈平行状态分布的犁沟,比图3涂层中的剥落磨屑明显更多一些。在载荷为80N的情况下,因磨损程度过大,很难看出犁沟,表面基本上被团雾状磨屑所覆盖,而这即意味着磨损过于严重。加入铜粉会减弱涂层的耐磨性,并使其摩擦系数变小。
3 结论
1)10%Cu-WC-12Co涂层/WC-12Co涂层摩擦副与WC-12Co涂层/WC-12Co涂层摩擦副的磨损基本上都属于粘着磨损,微突体是WC粒子。前者因添加了铜粉,所以磨痕表面覆盖了团雾状磨屑,而后者则磨痕清晰可辨,且未产生较多磨屑。
2)在WC-12Co涂层中添加铜粉,会使涂层摩擦系数变小,并减弱其耐磨性,本文认为,可以实际工况为准确定合适的配比。
