带式输送机输送带故障智能监测保护系统的设计
2020-07-07宋康康
宋康康
(晋煤集团大峪煤业有限公司, 山西 长治 046000)
引言
输送带是带式输送机的关键部件之一,其成本接近整个带式输送机的一半。由于目前国内矿井很多工作条件复杂恶劣,且带式输送机负荷较大长期服役,在运行中输送带易出现跑偏、打滑及撕裂等问题,严重影响了矿井安全生产,并造成损失。特别是针对运距长或由多级输送带组合而成的运输系统,一旦出现问题,故障排查较为困难,难以及时进行修复。所以,运输系统故障及时、准确的定位,可减少维护时间,对运输效率的提高具有较大意义。目前主要通过加强检修对输送带进行保护,不能做到实时监控,如果能在运输系统发生隐患的初期对其进行控制,提前预警,则可以提高运输效率。
1 输送带故障显示系统研究现状及存在问题
很多高产高效矿井的带式输送机是矿井唯一的原煤运输工具,所以其运行状态对矿井高效生产意义重大[1-3]。通过大量的现场实践分析,目前输送带故障显示系统主要有以下问题:
1)目前采用的故障保护器大多采用节点输出,没有位置识别功能,当出现故障时,故障节点无法分辨,难以及时修复。针对电动机、减速器和液压耦合器等装备的故障监测采用了多种方法,但是这些设备的监测信息由于传输距离远等问题,通常会出现一定电压波动。
2)为了提高输送带的运行效率,充分保障其安全性和可靠性,对带式输送机进行了多种方法的故障监测,但这些监测方法通常是独立的,没有进行综合分析。
3)目前的故障监控系统存在较高的误报率。监控系统发现故障后会停止带式输送机的运转,若频繁发生误报,造成非正常停机,会影响运输系统效率,同时使工作人员麻痹大意,产生误判,忽略真正的隐患信号,从而发生故障。
4)有些国外先进的监控系统应用效果较好,但是成本较高,且后期维护费用不菲,难以大规模推广。
2 输送带故障监测和信号处理
远距离的运输系统监测,监测的故障点较多,且监测范围广,要求精度高,工作量较大,所以要利用更加先进、更加稳定的方法和设备来进行监测。由于钢丝绳芯输送带的优越性能,被广泛应用于大运程、高速度的物料运输,因此本次主要研究对象为钢丝绳芯带式输送机。
2.1 输送带跑偏监测
带式输送机输送带跑偏是煤炭运输常见故障,使煤炭在运输过程中散落,并导致输送带磨损,由于输送带成本较高,所以跑偏既影响了正常的煤炭运输,又缩短了输送带的使用寿命,造成经济损失。
输送带正常运行时,其与皮带架的中心线要重合,但是因为设备安装和使用问题,易造成中心线相互偏离,产生跑偏故障。根据现场使用情况分析,当两条中心线平面上出现误差大于5%的跑偏时,就会导致输送带的边胶受到磨损,甚至导致输送带产生翻边和撕裂等情况[4]。
输送带在运行过程中如果其所受张力偏离了其几何中心线,输送带就会受到一个与中心线垂直的分力,从而造成输送带跑偏。通常情况下会在输送带两侧安装防跑偏装置对输送带进行保护和纠偏。该装置根据跑偏情况反馈两个位置:当跑偏情况不严重时,立辊被推至第一位置,第一行程开关被打开,系统发出报警信号;若跑偏情况严重时,则立辊被推至第二位置,第二行程开关被打开,系统发出报警和停机信号。输送带跑偏的位置信号通过模数装换成为单片机可以识别的数字信号。
2.2 输送带打滑监测
带式输送机的运转是通过滚筒与皮带的摩擦力来传递动力,其中载荷的变化、皮带性能以及张紧力都会对摩擦力产生影响。当摩擦力不足以提供载荷时就会导致输送带与滚筒之间出现相对滑动,造成输送带打滑。
输送带打滑包括启动过程中的打滑以及运动时的打滑。带式输送机机架上安装了基于测速发电机原理的速度传感器,可以对输送带和皮带进行速度监测。在输送机启动时对输送带速度变化进行监测,将其变化曲线与标定的变化曲线相对比,若曲线偏差超过一定值时,可认定输送带启动时发生打滑。输送带正常运行时,可将监测到的实际速度和标定速度进行比较,以判断是否出现打滑现象。输送带和滚筒的测速发电机速度传感器会分别产生一个电压信号,该电压信号与其速度成正比,通过对电压信号进行A/D转换,转换为数字信号进行比较。
2.3 输送带侧向撕裂监测
采用钢丝绳芯的输送带抗拉强度较高,但是其侧向抗拉强度较低,为输送带橡胶层抗拉强度,所以易于出现侧向撕裂情况[5]。通常情况下在装载点发生侧向撕裂事故的几率较大,因为物料在装载下落过程中存在较大的动能,物料上的尖锐部位会对输送带产生较大的破坏,而如果有杂物卡在此处则会对输送带产生持续的划伤甚至撕裂。
在带式输送机的装载点处安装应力传感器,采用电阻应变式传感器,当应力发生变化时可使其中的电阻丝发生形变而导致电阻发生变化。通过对电阻两端的电压进行监测可计算应力的变化。当应力突然增大或持续时,表明有可能发生侧向撕裂事故,发出报警或停机信号,进行检查。
2.4 信号处理
一般情况下传感器输出的信号比较小,难以利用,其信号波形也存在失真的可能而无法利用,因此首先要通过转换电路对传感器信号进行处理,方便利用和存储。该转化电路可以对传输的信号进行放大、滤波等处理,然后通过模数转换为单片机可识别的数字信号,单片机对数字信号进行分析和判断,可得出输送带的相关故障信息,并实时进行报警或发出停机指令。
3 输送带故障显示智能控制系统的设计
3.1 故障监测系统要求
带式输送机在生产过程中通常需要连续运行,而井下恶劣的生产环境容易造成输送带在运行时出现各种故障。为确保输送机稳定、安全运行,就要求其在出现故障之后能及时进行报警,使作业人员可以及时对其进行检修,保证安全运行。带式输送机的故障显示智能控制系统具有运输设备故障监测功能,同时可以进行声光报警以及故障定位等,其保护内容包括跑偏、打滑、撕裂和急停保护等。
3.2 基于PLC的故障监测系统定位原理
定位原理是基于拉绳闭锁开关和中继电源原理。系统将输送带的故障信号传送至PLC模块,信号通过A/D转换变位数字信号输入CPU中进行处理。PLC高速计数器属于外部计数器,可以为输入事件信号计数,在对输送带故障进行定位时,需要在输送机沿线的闭锁开关中串入电阻,使其成为振荡器的外接部分,通过高速计数器监测信号频率的大小可以确定开关闭合位置。还可以通过编码器方式对故障开关进行定位,即故障发生时故障开关向CPU发出自身的位置信息编码,通过位置信息编码解读进行定位。若多个故障同时出现在同一位置,可以对其编码进行扩充,以实现故障区分。
3.3 智能保护系统的设计
根据监测系统的要求和故障定位原理,设计了可以进行故障定位的智能控制系统,采用了主从定位模式,主控单片机型号为STC89C52RC,利用从机单片机采集转换处理后的故障信号,并通过总线与控制器通讯,对故障地址的设定是通过BCD拨码开关设置的。当带式输送机在运行过程中出现故障时,会在LED显示器上显示故障类型和位置,并进行报警,根据不同的故障类型采取不同的措施,来调整输送带的运行状态。这样工作人员能够实时发现故障并对故障类型进行判断,同时识别故障位置,提高了检修效率,智能控制原理见如图1。
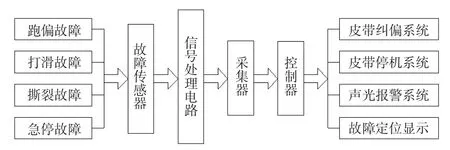
图1 智能控制设计原理
本系统分为控制模块和采集模块两部分,模块设计图见下页图2。每条输送带都有自己相应的控制器,其LED显示模块可显示故障类型和故障位置,声光报警模块负责声光报警,当输送带出现严重故障时,控制器发出停机命令使输送带停止运行。采集模块分散在输送带底部或者两侧的故障开关中,可以对输送机的故障信号进行实时采集和监测。采集模块和故障开关通过光耦进行隔离,以减少干扰。采集器上集成的BCD拨码开关可以对故障的位置进行设定,控制器与采集器利用RS-485总线进行通讯。只要输送带出现故障,其故障类型和位置就会出现在LED显示屏上。
针对带式输送机的故障显示控制功能和硬件结构对相应软件进行设计,同样按照不同模块分别设计,通过主控程序对各个控制模块进行控制,程序逻辑清晰、简单易行。
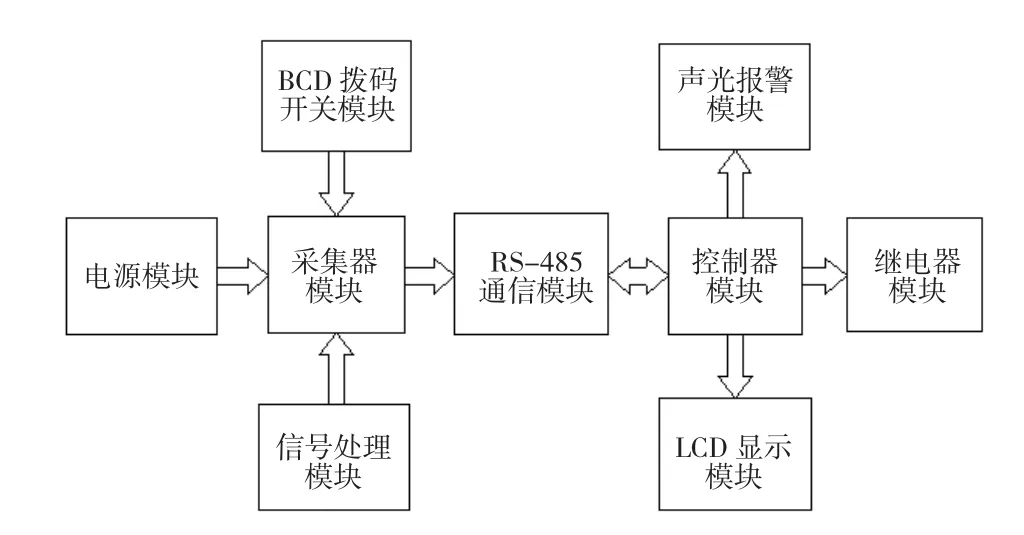
图2 智能控制模块设计
4 结语
通过对输送带现场监测证实,当输送带出现故障时,该系统能够进行报警并显示故障类型和位置,实现了对输送带的实时保护,提高了带式输送机的检修效率,避免重大事故的发生。