齿轮销压装工艺的分析
2020-07-07穆文慧
穆文慧
(中国重汽大同齿轮公司, 山西 大同 037000)
1 发动机曲轴飞轮组的组成
曲轴由主轴颈、连杆轴颈、曲轴臂、平衡块、曲轴前端、曲轴后端等组成。
曲轴飞轮组在发动机中所起的作用是,把活塞的往复运动转变为曲轴的旋转运动,为汽车的行驶和其他需要动力的机构输出扭矩,同时储存能量,用以克服非做功行程的阻力,使发动机运转平稳。
曲轴飞轮组的主要部件有曲轴、曲轴齿轮、飞轮、扭转减振器、曲轴皮带轮、正时齿轮、链轮、起动爪、主轴瓦、飞轮螺栓等组成。
本文所述的曲轴齿轮的一端安装在飞轮上,可与起动机的驱动齿轮啮合,供启动发动机时使用,10个通孔用螺栓装配固定,1个销孔用圆柱销与飞轮连接,内孔与轴承装配连接,见图1。多缸发动机的飞轮应与曲轴一起进行动平衡,否则在旋转时因重量不平衡而产生离心力,将引起发动机振动并加速主轴轴承的磨损。为了在拆装时不破坏它们的平衡状态,飞轮与曲轴之间应有严格的相对位置,并用定位销或不对称布置螺栓予以保证。
2 机械加工装配后的齿轮
机械加工装配后的齿轮成品简图如图2所示。此零件属于典型的斜齿、壁高、壁薄件(包括径向、轴向)齿轮。

图1 曲轴齿轮装配连接图
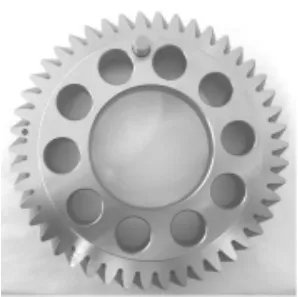
图2 机械加工装配后的曲轴齿轮成品简图
3 原机械加工工艺方案机械加工以及装配中的问题
3.1 压装销子存在的问题
由于热处理后不再对销孔进行加工,而热处理变形对销孔孔径及形位公差的影响程度决定了压销成品的质量,热处理后销孔直径产生变化以及销孔内垂直度产生的形状误差,导致出现以下问题:销孔内垂直度、圆柱度一致性降低,压装合格率低;出现销子压斜、压歪、压肿、压扁等现象;不能够保证压装完销子两面相对内孔的垂直度,一致性差,且销孔中心与齿轮孔中心距离尺寸偏差无规律性,而此距离为飞轮相连接的尺寸,它的尺寸稳定与否最终影响装配的合格率,此距离尺寸的散差偏离大,使得过程把控能力不足,增加了最终出厂检验的工作量,导致了产品交付的延迟、产品质量的下降与产品成本的提高等。
3.2 压销完的成品零件存在的问题
采用原机械加工工艺方案压销完的成品零件销孔强度较低、硬度较低、加工工艺性差,在与发动机飞轮组装配中发现,产品一次性装配合格率低,因此需要重新进行正向流程的开发,通过运用DFMEA与PFMEA潜在失效模式的风险分析,并进行工艺流程的再升级。
4 加工方案
4.1 原工艺流程
锻件—粗车—粗车件(外协)来料检验—精车齿轮两端面、倒角、内孔等—滚齿—齿两端倒棱—钻10个螺栓孔—钻1个销孔—倒两边螺栓孔、销孔角—打零件标识—热处理—平磨大端面—车端面、车内孔、倒角—磨齿—探伤退磁—压装装配销—涂油、清洗和包装—发货。
4.2 现工艺流程(优化工艺方案)
锻件—粗车—粗车件(外协)来料检验—精车齿轮两端面、倒角、内孔等—滚齿—齿两端倒棱—钻10个螺栓孔—钻1个销孔—倒两边螺栓孔、销孔角—打零件标记—热处理—热处理(销孔防渗)—平磨大端面—车端面、倒角、车内孔—磨齿—探伤退磁—铣、铰销孔—压装装配销—涂油、清洗和包装—发货。
4.3 工艺提升
通过传统的加工方法和工艺不能控制工件销孔的变形,达不到销孔要求精度。工艺提升后采用现工艺流程方法,达到了更高精度的装配要求。对齿轮进行后期加工处理,在热处理前对销孔进行给热处理且留一定的切削余量,采用防渗的方法防止销孔热变形,热处理后再次加工(铣、铰)销孔直径,提高了齿轮销孔精度,保证销孔直径与孔内垂直度都符合工艺设计要求。
4.4 压装设备
采用如图3所示的半自动、半手工压力机加工压销工序,把压销工装安装在机床上,再把销子安装到工装上,用压力机把销子压装到齿轮销孔内,完成成品的加工。

图3 压力机
5 齿轮装配分析、比较趋势图
1)采用原工艺流程方案,齿轮压销后,齿轮中心孔到销孔中心距离不符合工艺图纸要求(50 mm±0.03 mm),销子两面垂直度不符合小于0.05 mm的要求,从图4中可以看到有大于十个数据超出规定的范围。
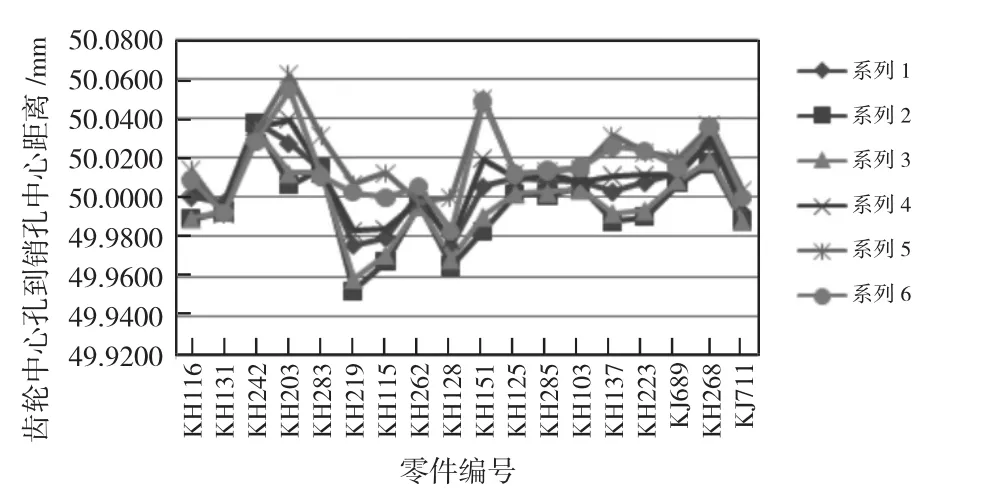
图4 采用原工艺流程方案齿轮中心孔到销孔中心距离趋势图
2)采用现工艺流程方案,齿轮压销后,齿轮中心孔到销孔中心距离符合工艺图纸要求(50 mm±0.03 mm),销子两面垂直度符合要求小于0.05 mm的要求,从图5中可以看到没有数据超出规定的范围。
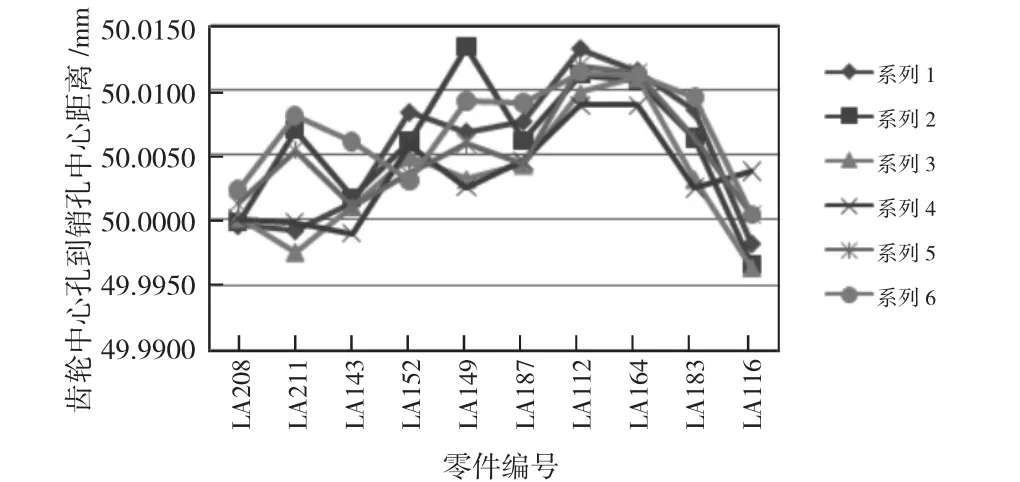
图5 采用现工艺流程方案齿轮中心孔到销孔中心距离趋势图
3)采用现工艺流程加工后,压销前后销孔尺寸、销子的变化规律如图6所示。销子孔径尺寸Φ8(-0.034/-0.07),销子直径Φ8(0/-0.022),压销前销子孔径尺寸均没有超出规定范围,压装后销子直径均没有超出规定范围。
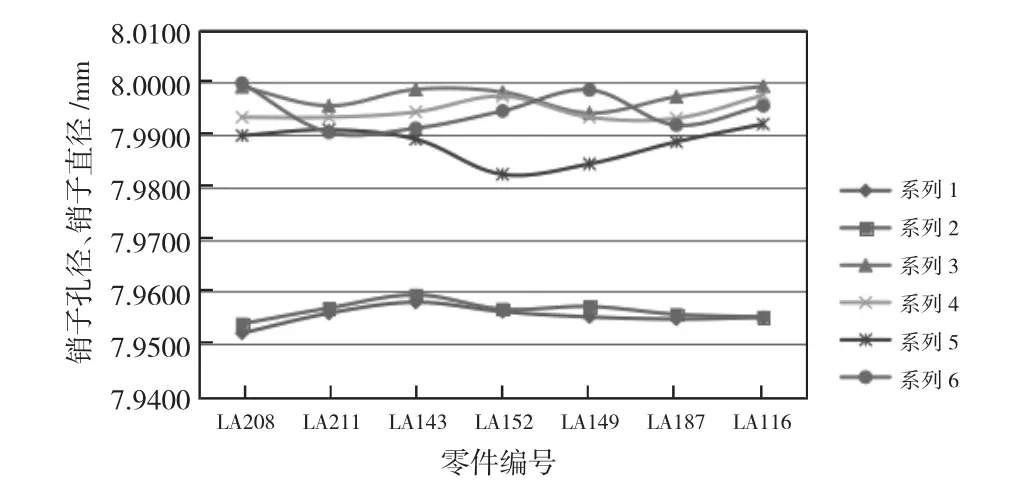
图6 采用现工艺流程压销前后销孔尺寸、销子的变化规律
3)旧工艺流程会造成内孔出现高低点(如图7所示),影响齿轮中心孔与销孔中心的中心距,最终影响装配。采用现工艺流程加工后,消除了旧工艺流程压销工序销子对内孔产生的一系列影响。
5)通过大量的试验发现,利用现工艺流程加工后,内孔压销前后的变化如下页图8所示,变化量最大为0.015 mm,过程一致性更加稳定。
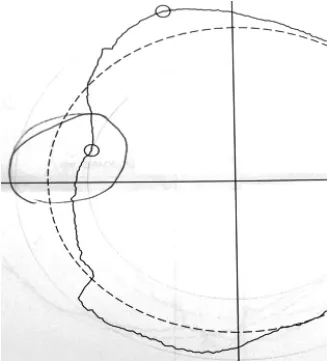
图7 压销对内孔的影响
6 结语
流程是一系列共同给客户创造价值的相互关联活动的过程,工艺流程的优化是一项提升产品品质的策略。经过优化工艺流程,对特殊零件进行特殊工序的开发,以期通过不断地探索、完善、优化工艺流程保持企业的竞争优势。
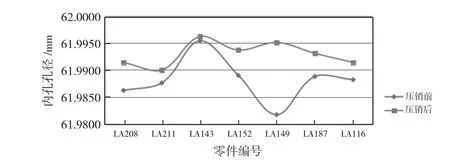
图8 内孔孔径压销前后趋势图