储水芯用聚酯纤维的制备及性能研究
2020-07-03姚锋华刘红立王兆伦潘明初孙俊芬陈龙
姚锋华,刘红立,王兆伦,潘明初,孙俊芬*,陈龙*
(1.东华大学 材料科学与工程学院纤维材料改性国家重点实验室,上海,201620;2.温州大学 化学与材料工程学院中国轻工业制笔材料重点实验室,温州,325035)
1.引 言
记号笔储水芯在行业中也称卷包芯或者贮水芯,是记号笔最重要部件之一,其性能的好坏直接关系到记号笔在储墨量、书写流畅性、墨水残留量的性能表现。储水芯是由两部分组成:内部是并股后的蓬松纤维,外部为包裹的一层高分子材料。市场上的储水芯内部材料有聚酯纤维和聚丙烯纤维两种,因为聚丙烯纤维吸水性能比聚酯纤维的差,所以储水芯用的内部材料多为聚酯纤维。
聚酯纤维制作的储水芯性质稳定,可以搭配市场上绝大部分的墨水而不发生化学反应。聚酯纤维储水芯所使用的墨水主要有三种:油性墨水、醇溶性墨水、水性墨水[1]。油性墨水书写字迹清楚、书写流畅、附着性好,但是油性墨水所用的溶剂为有机类的油性物质,使用过程对环境污染很严重,现在人们已越来越少使用这种对环境有严重污染的油性墨水。醇溶性墨水的溶剂主要为醇、酮类有机物质,书写流利、字迹均匀性好,能在表面光滑、非吸附性硬质板上书写,其中一部分还可以擦拭,是当前记号笔所用墨水种类最多的一种,但是醇溶性墨水存在气味大、干擦污板等问题。水性墨水颜色更加亮丽、光泽度好、遮盖率高、颜料种类多,其记号笔产品主要应用在教育、绘画、设计上,对环境污染小,水性墨水也存在一些问题如表面张力过高引起的表面湿化、颜料分散不均等问题。国内外对水性墨水都有很多的研究,其中以日本、德国、美国的技术最为先进,我国在这方面还处于追赶状态。随着人对环境的保护意识越来越高,水性墨水将是未来记号笔墨水研究的主要方向[2,3]。
朱永祥[4]研究了合成纤维应用在仪表笔开发设计中的技术问题,他选用聚酯纤维切割一定长度作为墨水盒的储墨介质,研究了不同纤维密度对仪表笔的吸墨量影响,同时研究了松散状储水芯材料和无纺储水芯材料的抗漏性问题,发现采用无纺储水芯材料比采用松散状储水芯材料的抗漏转速提高了约50%。陈景强[5]探讨了储水芯纤维含量与吸水量的联系,得出随着储水芯纤维含量的增加储水芯的吸墨量会逐渐增加,到达一定值后吸墨量达到最大值,随后随着纤维量的增加储水芯的吸墨量会逐渐下降。周炜[6]研究了记号笔所用纤维材料的物理和化学特性,总结了记号笔部件通常采用的纤维材料包括聚酯纤维、聚酰胺纤维等合成纤维。
本文结合纤维在织物和非织造上提高吸湿排汗及储水导水性能的改性原理,设计制备了不同纤维纤度、截面的聚酯纤维,来提高聚酯纤维集合体的亲水性,研究了加工工艺对聚酯纤维结构与性能的影响。
2.实验部分
2.1 实验原料及设备

表1 实验原料及设备
纺丝用半消光聚酯切片:特性黏度为0.65dL/g左右,二氧化钛含量为0.3%左右。
2.2 储水芯用聚酯纤维的研制
2.2.1 纺丝聚酯切片的干燥
一般聚酯湿切片的含水率在0.4%以下,在纺丝过程中,为了避免含有水分的切片在高温熔融过程中发生聚合物大分子断裂,造成纺丝断头率高、后加工拉伸性能差、成品强度低等问题,需要在纺丝前降低切片的含水率,湿态聚酯切片为无定形结构,软化点较低,在干燥过程中容易造成粘连结块,堵塞管道[7]。为解决这个问题,本实验采用“预结晶”和“充填干燥”相结合的方式,既解决了切片软化点低容易粘连结块,又去除了切片内部的水分,预结晶温度为160℃,时间30min,完成后送入充填干燥塔在180℃干燥4h。
2.2.2 聚酯纤维的制备
本课题主要采用熔融纺丝法制备不同纤维纤度和纤维截面的储水芯用聚酯纤维。聚酯纤维制备过程包括两部分:一制备聚酯预取向丝(POY),纺丝流程图如图1所示,经过螺杆的熔融挤出、物料计量、丝条冷却、上油及卷绕等过程,制备出聚酯预取向丝(POY);二制备聚酯纤维变形丝(DTY),工艺流程图如图2所示,经预取向丝拉伸、假捻、定型、上油及卷绕等过程,制备出聚酯纤维变形丝(DTY)。POY 纤维的制备工艺参数如表2所示,加弹工艺参数如表3所示。

图1 纤维POY 纺丝流程示意图

图2 纤维加弹工艺流程示意图

表2 POY纺丝工艺参数

表3 DTY 纺丝工艺参数
2.3 测试与表征
2.3.1 纤维纤度的测试
采用缕纱测长仪对制备的聚酯纤维进行纤度的测定,测试根据GB/T 14343-2003 《合成纤维长丝线密度试验方法》进行。将丝筒开头的一段纤维截断去掉以防止丝头加工不均匀对纤度的测量结果产生影响,把聚酯纤维固定在缕纱测长仪的机架上,将纤维一端固定在转轮上,根据理论纤度,给聚酯纤维施加一个张力0.05±0.005cN/dtex,设置缕纱测长仪的转轮卷绕数为100 圈,圈绕完毕后,用电子天平测量纤维的重量,每组纤维测试重复三次,取平均值,平均值的数值乘于100,得出的数就是以dtex 为单位的纤维纤度值大小。
2.3.2 纤维卷曲收缩率测试
采用YG368 型纤维卷曲收缩测试仪对制备的5 种纤维进行卷曲收缩率测试。测试参考标准:GB/T 6506-2001《合成纤维变形丝卷缩性能试验方法》。测试方法:取纤维长度1000mm,悬挂在样品架上下端,试样承受负荷为0.001cN/dtex,将烘箱温度调至(120±3)℃,样品在此条件下保持10min 后取出,放在标准大气条件下,承受负荷0.001cN/dtex,平衡30min 之后增加负荷至0.2cN/dtex,持续10s,测量纤维长度,改变纤维承受负荷为0.001cN/dtex,10min 后测量纤维试样长度,纤维卷曲收缩率的计算公式为:

式中:S—纤维卷曲收缩率(%);
2.3.3 纤维截面与表面形貌的表征
采用G2PRO 型扫描电子显微镜进行测试。用纤维切片器把聚酯纤维截面切成统一横面用导电胶固定在样品架上,表面喷金10min,然后进行测试。
2.3.4 纤维结晶度的测试
采用DSC822 差示扫描量热仪对几种纤维进行测试。聚酯纤维的预处理:取重量为1g 左右的聚酯纤维,浸泡入盛有100ml 无水乙醇的烧杯中12h,然后把浸泡的纤维取出,放入50℃的恒温干燥箱中12h 后,取出等待测量。测试条件:把去表面油剂过后的聚酯纤维剪碎,称量后(6~8mg)放入坩埚,盖好盖子后放入仪器中,温度从30℃开始以10℃/min 升温,升到290℃结束。
2.3.5 纤维表面成分测试
采用EQUINOX55型红外光谱仪对聚酯纤维表面成分测试。测试样品去油剂处理和结晶度测试去油剂方法一样,测试选用ATR附件,测试波数500~4000 cm-1,分辨率为4 cm-1。测试目的是和纯聚酯纤维比较纤维表面成分是否相同。
2.3.6 纤维亲水性测试
使用OCA20 型号的视频光学接触角测量仪对纤维进行表面接触角测试。测试样品型号:PET1、PET2、PET3、PET4、PET5 和经过表面去油剂处理的PET3/YJ。油剂处理方法和结晶度测试的去油剂方法一样。测试条件:选用氮气注射器,压力0.2 MPa,测试液体为去离子水,每次注射液体体积0.1μL,液滴注射到纤维0.3s 后用五点法画出接触角大小。
3.结果与讨论
3.1 纤维纤度及卷曲性能分析
表4为制备的聚酯纤维纤度和卷曲收缩率数据,表中样品编号为PET1、PET2、PET3 的纤维截面为圆形,纤维纤度依次增加,样品编号为PET4 和PET5 的纤维截面为异形,其纤度和圆形PET3 基本相同,制备出的5 种纤维纤度符合设计时的纤维纤度。
纤维卷曲收缩率是纤维在特定的负荷、温度环境下拉直长度和卷曲长度之差与拉直长度的比值,它反映了纤维被拉直后卷曲立体结构重新恢复所产生的卷曲收缩程度。纤维卷曲程度对纤维集合体的空隙结构有一定的影响,对纤维集合体的空隙进行研究时,确定纤维的卷曲程度是非常有必要的。从表4中可以看出,相同后加工工艺制备出的纤维,圆形截面的卷曲收缩率随纤度的增加而降低,异形截面的纤维中三角形卷曲收缩率要略大于十字形截面,异形纤维的卷曲收缩率要略高于同纤度的圆形截面纤维,原因是纤维的单丝纤度越大,线型大分子在一定温度、压力下产生塑性越小,使得纤维在夹持点附近上下移动的阻力增大,使得卷曲变小[8]。但在总体上,可以看出5种纤维的卷曲收缩率相差都不大,在一定的误差范围内,对纤维集合体空隙分析时,可以看作卷曲收缩率都基本相同。
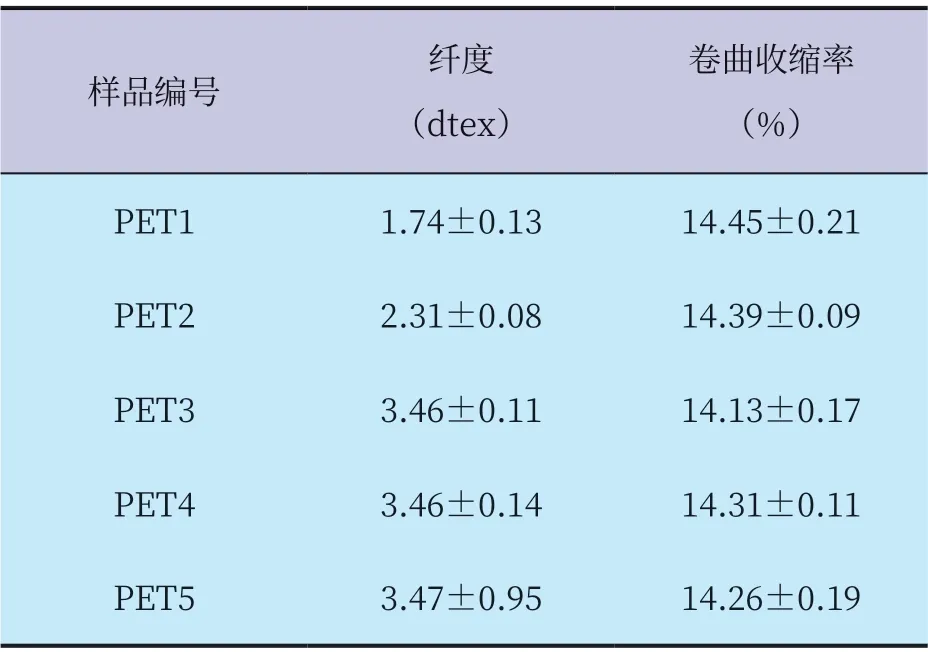
表4 聚酯纤维卷曲收缩率
3.2 纤维截面形状及表面形貌的分析
图3是聚酯纤维截面及表面形貌电镜照片,由图可知,不同纤维纤度的圆形截面纤维,其截面并不是规则的圆形,而是发生了一定的变形,这是因为在纤维后加工过程中,纤维加弹假捻造成的。三角形截面纤维表面有明显的棱角,十字形截面纤维表面有明显的沟槽,这些在制备聚酯纤维储水芯时,原则上能够形成更多的毛细孔隙,有利于提高聚酯纤维储水芯的吸墨导墨能力。
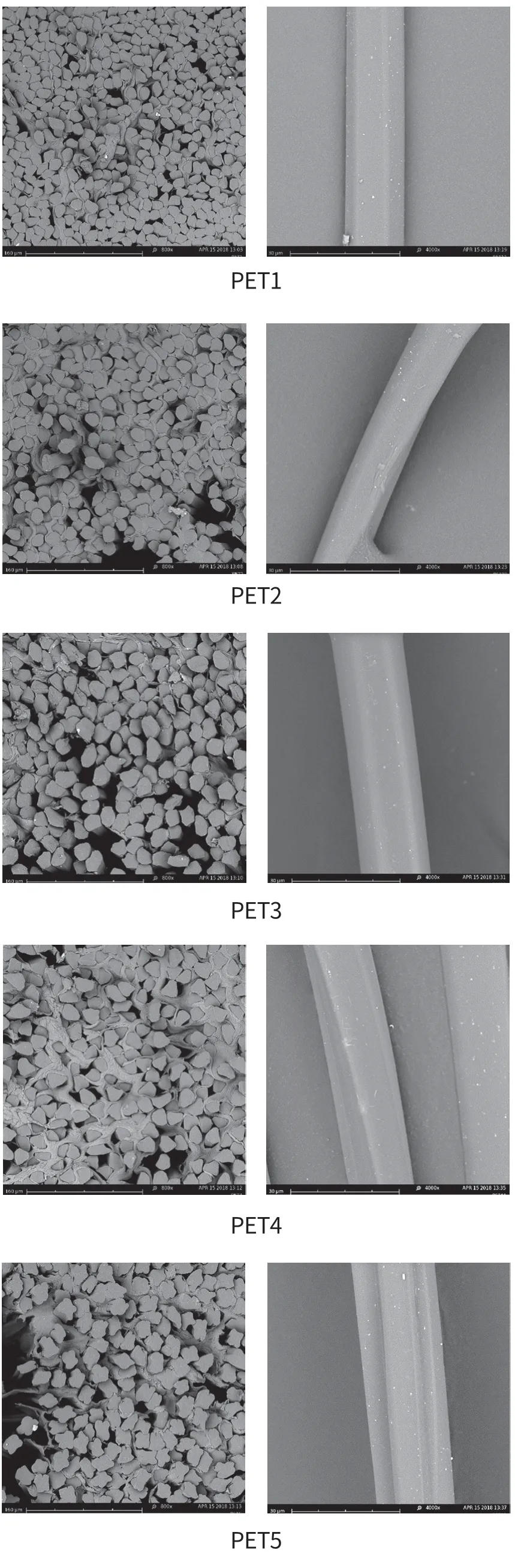
图3 聚酯纤维截面及表面形貌电镜照片(左为纤维截面,右为纤维表面)
3.3 纤维聚集态结构
结晶度是表征聚合物聚集态结构的重要参数,聚合物聚集态的不同会导致聚合物对水分的吸收产生差异。纤维本身内部对水分的吸收是发生在非结晶区,因为在结晶区,纤维大分子中的基团会在分子间形成许多交联键,分子之间排列非常的紧密,水分子很难进入结晶区,在非结晶区中分子处于无定形状态,分子之间的空隙比较大,水分子会很容易进入无定形区[9]。差示扫描量热法(DSC)是纤维结晶度测量最常用的方法,是根据纤维在熔融时的热效应来测定结晶度,其结晶度的计算如式(2)S所示[10]:


图4 聚酯纤维DSC 曲线
图4是制备的5 种聚酯纤维DSC 测试曲线图,PET1、PET2、PET3 是不同纤度聚酯纤维,PET3、PET4 和PET5 是不同截面纤维,从图中可以看出,制备出来的不同纤度和截面的纤维第一次升温时,其DSC 曲线只有一个熔融峰,且峰的大小和位置基本相同,说明5 种纤维的加工热历史是相同的。从表5聚酯纤维的DSC 测试数据也可以看出,5 种纤维的熔点和结晶度基本相同,说明5 种纤维的内部无定形区域大小相同,相同的后加工工艺对不同纤度和截面纤维的内部聚集态结构影响不大。
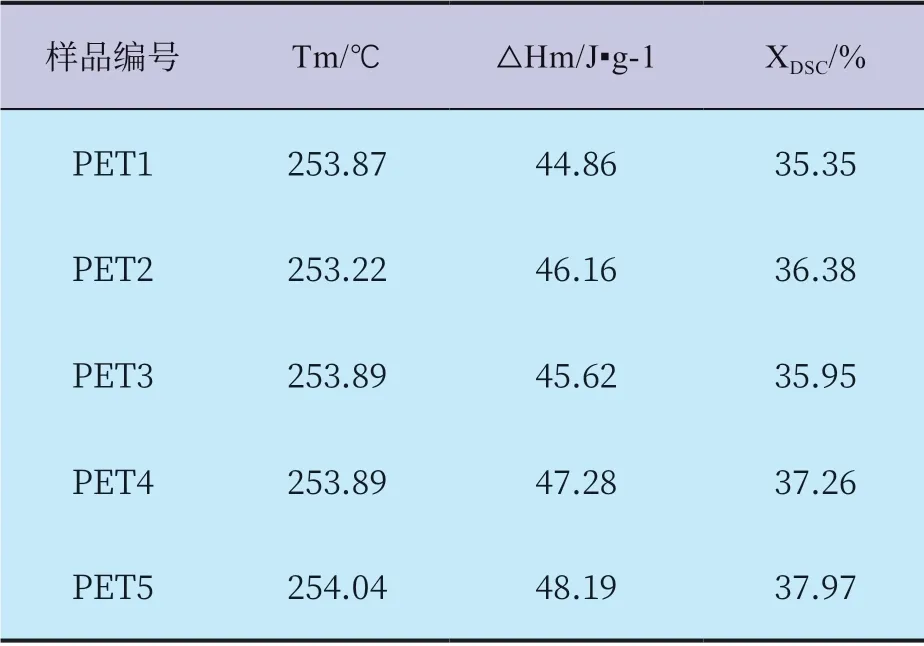
表5 聚酯纤维结晶度
3.4 纤维表面性能分析
纤维在制备时会在纤维表面涂覆一层油剂,目的是增加纤维的抱和力、去除纤维因摩擦而产生的静电、纺丝润滑作用,纤维表面油剂会改变纤维表面的张力,所以在研究纤维亲水性能时必须考虑表面油剂是否存在。图5是自制去油剂纤维和标准纯聚酯纤维的表面红外测试曲线,编号PET3/YJ是自制去油剂、PET 是标准纯聚酯纤维。从图中可以看出,725 cm-1为苯环-CH-面外变形,1018 cm-1为对位取代苯环=CH 面内变形,1246cm-1为酯基C-O 伸缩振动,1716cm-1为C=O 伸缩振动,2968cm-1为-CH2-为不对称伸缩振动。自制表面去油剂聚酯纤维的红外谱图和标准纯聚酯纤维谱图相同,说明自制备的纤维本身也是纯聚酯纤维,并且自制去油剂纤维表面已无油剂,排除了下一步无油剂亲水性测试时油剂的影响。
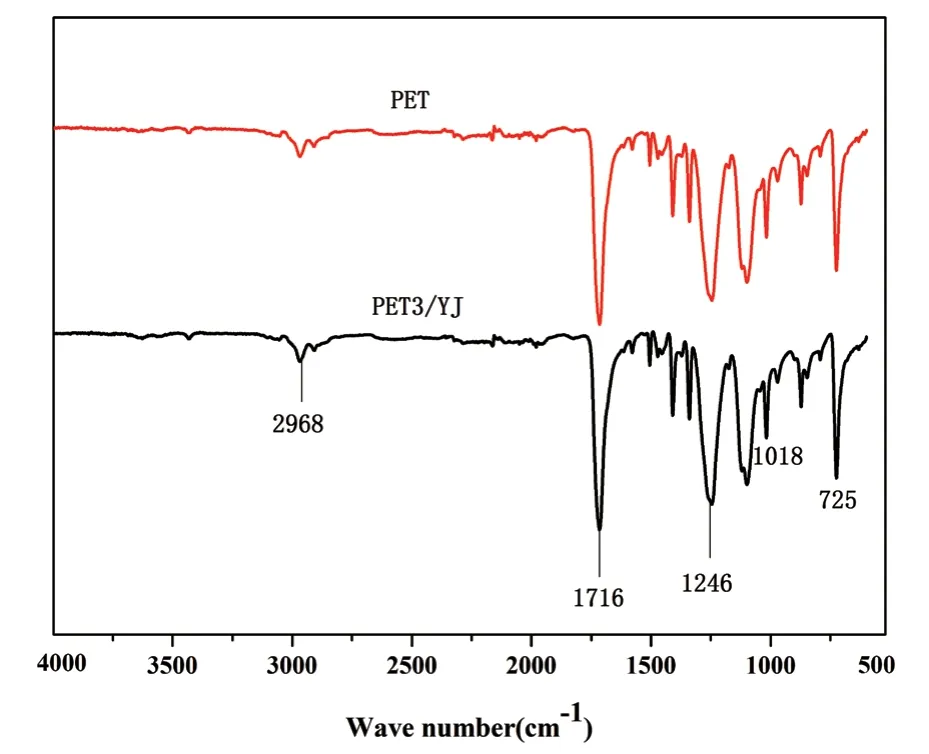
图5 聚酯纤维红外图谱
液体与固体表面的接触角大小一定程度上反应了液体能够润湿固体的能力,液体与固体的表面接触角越小,表明液体与此固体表面相互作用力越强,则固体能够吸附的液体量就会越多。表6是5种未经过表面去油剂处理(编号:PET1、PET2、PET3、PET4、PET5)和1 种经过表面去油剂处理(PET3/YJ)的纤维表面与去离子水的接触角。从表中看出,没有经过去油剂处理的不同纤度和不同截面的纤维与去离子水的接触角基本相同,接触角大小为71°左右,说明聚酯纤维纤度的改变和截面形状的变化对单根纤维亲水的能力没有影响;而经过表面去油处理的纤维与去离子水的接触角为76.33°,相比没有表面去油剂的纤维接触角变大了约5°,则去油剂后纤维的亲水性变差,说明去除掉纤维表面的油剂,使纤维表面粗糙程度增加,从而使纤维表面接触角增大,降低了其亲水性能;那么对于用去表面油剂纤维制备的储水芯,在相同制备条件下,相比表面未去油剂的纤维储水芯在吸墨和导墨能力可能会差。

表6 纤维表面接触角
4.结 论
本研究制备了不同纤度和不同截面的聚酯纤维,对于采用相同后加工工艺制备出的纤维,不同纤度和截面的纤维卷曲收缩率存在的差别较小,圆形截面的卷曲收缩率随纤度的增加而降低,异形纤维的卷曲收缩率要略高于圆形纤维;后加工处理后,圆形截面纤维会形成不规则的圆形,三角形截面纤维表面有明显的棱角,十字形截面纤维表面有明显的沟槽存在。与表面无油剂的聚酯纤维相比,表面存在油剂的聚酯纤维的水接触角变小,说明聚酯纤维表面存在油剂会提高纤维的亲水性能。