低温设备开孔补强结构优化设计
2020-07-03张春雪陆萍萍董俊龙
张春雪* 陆萍萍 董俊龙
(青岛兰石重型机械设备有限公司)
0 引言
压力容器设计时,为了满足容器工艺、制造、安装、检验及维修等方面的要求,需要设置各种不同大小的开孔。容器开孔后,不仅削弱了其整体强度,还会导致接管和容器壁的连接处出现局部高应力,高应力通常可达到容器壳体一次总薄膜应力的3 倍,有时甚至会达到5~6 倍,同时部分接管还会受到管道载荷的作用以及因温差产生的热应力作用,导致接管处受到的局部应力进一步增大。因此压力容器设计时必须充分考虑开孔补强问题,合理选用补强结构,使开孔处局部应力降到最低。本文对一台低温储罐中某一开孔的补强结构进行分析计算,并通过对比计算结果得到了最佳补强结构。
1 不同补强结构方案设计
现以某公司制造的一台低温储罐为例。该储罐的设计参数如下: 设计压力p =2.6 MPa;设计温度T =50 /-61 ℃;设备直径D =3 000 mm;壳体、接管、补强圈的材料均为SA-537 CL2,该材料的许用应力[σ]t=137.9 MPa。
1.1 补强圈补强
采用补强圈结构对孔处进行补强,壳体有效厚度t =23 mm,腐蚀裕量c = 3 mm;接管内径d =767 mm,接管有效厚度tn=20 mm;补强圈外径Dp=1 313 mm,厚度te=39 mm。
(1)补强范围

(2)补强面积计算
所需补强面积A 可通过下式计算:
壳体有效补强面积A1可通过下式计算:

接管有效补强面积A2可通过下式计算:

焊缝有效补强面积可通过下式计算:

补强圈有效补强面积A5可通过下式计算:
总补强面积为:

式中:F——校正系数,取F=1;
tr——壳体计算厚度,为21.99 mm;
trn——接管计算厚度,为5.655 mm;
E1——当开孔在无缝处时取1;
fr1,fr2,fr3,fr4——强度削弱系数,均取1。
通过计算可知,接管补强符合强度要求。
1.2 厚壁接管补强
采用加厚接管结构对开孔处进行补强,如图1 所示,接管有效厚度tn=20 mm,补强段接管有效厚度thn=147 mm,补强段高度h =260 mm。
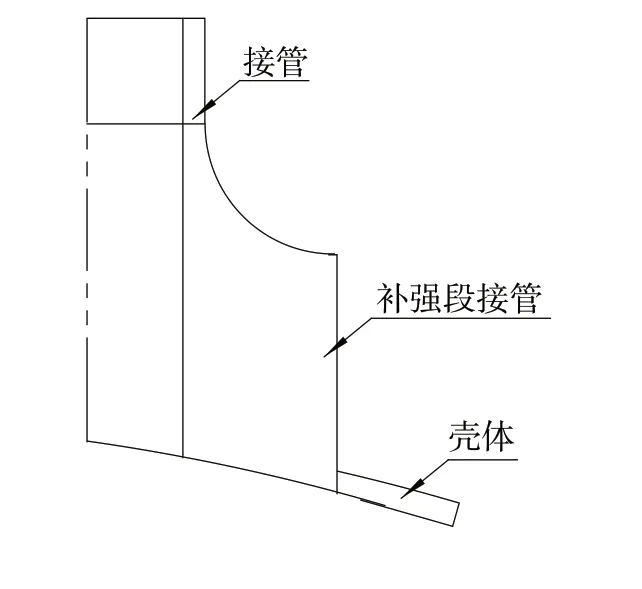
图1 加厚接管补强结构
(1)补强范围

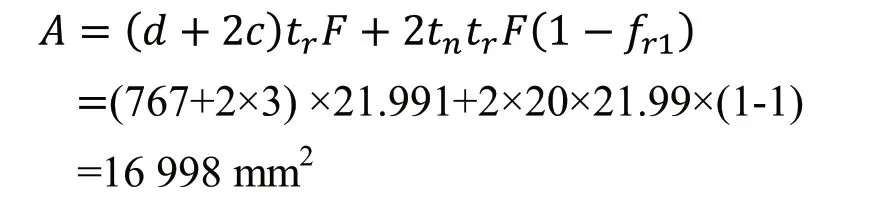
(2)补强面积
所需补强面积A 为:

壳体有效补强面积 可通过下式计算:

接管有效补强面积 可通过下式计算:

焊缝有效补强面积可通过下式计算:

总补强面积为:

通过计算可知,接管补强符合强度要求。
1.3 局部加厚壳体补强
采用局部加厚壳体+加厚接管方式对开孔处进行补强,如图2 所示,接管有效厚度tn=20 mm;补强段接管有效厚度thn=78.5 mm;局部加厚壳体的有效厚度为 t =30 mm,外径DO=1 610 mm。
(1)补强范围
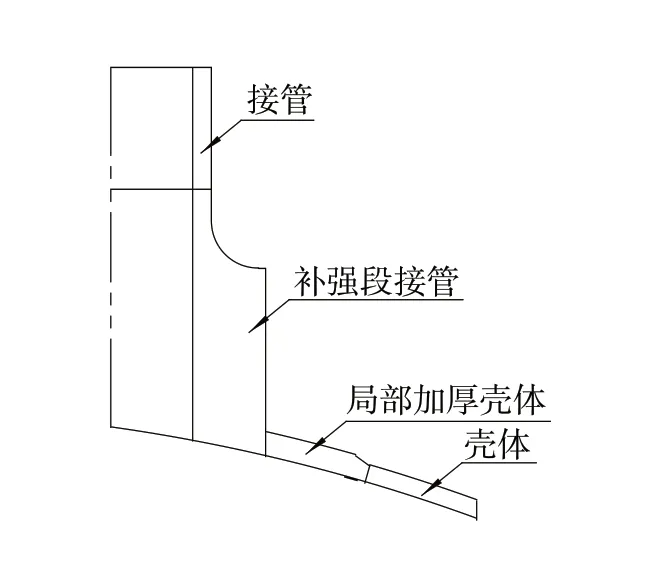
图2 局部加厚壳体+加厚接管补强结构
(2)补强面积计算
所需补强面积 为:
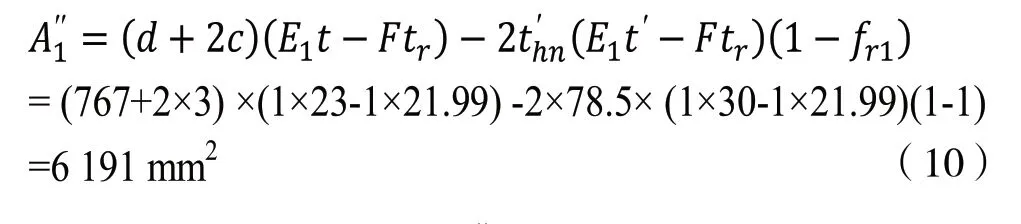
接管有效补强面积 可通过下式计算:

焊缝有效补强面积为:

总补强面积为:

通过计算可知,接管补强符合强度要求。
2 不同补强方案对设备的影响
(1)采用补强圈对开孔进行补强时,根据GB/T 150.3—2011《压力容器 第3 部分:设计》标准规定,补强圈厚度应小于或等于1.5 倍的壳体壁厚,所以选取补强圈厚度为39 mm,补强圈宽度为250 mm,即当补强圈外径为1 313 mm 时,该接管补强校核合格。补强圈的补强结构简单,制造方便,但补强圈与壳体间需要焊接,因此其抗疲劳性能差,且与壳体表面难以完全贴合,会对中高温容器产生较大的局部热应力。该设备工作温度为42 ℃左右,而环境温度为-61 ℃,二者温差较大,补强圈结构会对壳体产生约束,从而引起局部应力,因此该设备应尽量避免使用补强圈。
(2)采用加厚接管进行补强时,经计算接管需加厚至150 mm 方能满足补强要求,而壳体厚度为26 mm,δnt/δ=5.77,补强结构结构突变明显。根据GB/T 150—2011 标准中附录E 规定,该设备为低温容器,应尽量避免结构突变,以减小局部应力。另外,加厚接管高度为266 mm,厚度为150 mm,只能采用锻件制造,且该锻件尺寸大,质量大,制造周期长,成本较高,经济性较差。
(3)采用局部加厚壳体同时加厚接管的方式进行补强时,局部加厚的壳体厚度为33 mm,是原壳体厚度的1.26 倍,补强段接管厚度为81.5 mm,δnt/δ=3.13,该方法与只加厚接管相比,减少了结构突变程度,且接管厚度减小,质量减小,成本较低,经济性更好。
3 结论
本文针对低温设备的某个开孔,提出了3 种补强结构形式,通过计算给出了3 种不同结构的设计方案,从设备的局部应力情况及经济性来比较其优劣。比较后可知,局部加厚壳体结合加厚接管的补强结构是最适合该设备的补强方案,可为低温设备或不能使用补强圈或结构连续性要求较高的设备开孔补强设计提供参考依据。
