N80-1钢加厚油管加厚部位断裂原因
2022-03-15李光辉米永峰许莞琪郝葆江王海博
李光辉,米永峰,许莞琪,郝葆江,王海博
(1.西安三维应力工程技术有限公司,西安 710075;2.内蒙古包钢钢联股份有限公司,包头 014010)
API外加厚油管由于管端壁厚的增加,其连接强度较同规格的非外加厚油管得到了提高,应用也较为广泛[1]。在某油田油管下井作业过程中,一支规格为φ88.90 mm×6.45 mm的N80-1钢加厚油管坐在井口吊卡上时,管体加厚部位突然发生断裂,接箍从吊卡上弹出,其下部油管(共计351支)全部掉入井中,质量约为48.57 t。该油管加厚部位管体额定最小破断拉力(额定最小抗拉强度×公称横截面积)为1 230.9 kN,SY/T 6417-2016《套管、油管和钻杆使用性能》标准中规定该规格加厚油管管体的额定抗拉载荷为921.6 kN,该油管断裂时承重约为加厚部位管体额定最小破断拉力的39.5%。为了找出该加厚油管断裂的原因,笔者进行了一系列检验和分析。
1 理化检验
1.1 几何尺寸测量
根据API SPEC 5CT-2018《油管和套管》标准要求,对该油管管体和加厚部位的几何尺寸进行测量,沿管体纵向每50 mm测量一次,测量位置示意如图1所示。图中b为加厚过渡区长度;c为平滑区长度;NL为接箍长度;a为标准接箍承载面宽度;Dc为加厚过渡区起始处管体外径;D为不加厚部位管体外径;d为不加厚部位管体壁厚;Da为加厚部位管体外径;Leu为管端到加厚过渡区结束处长度(加厚区);La为管端到加厚过渡区起始处长度;Lb为管端到平滑区起始处长度;Q为镗孔直径;W为接箍外径。由表1可见,该油管加厚部位及管体外径均大于标准要求的上限值,且存在壁厚不均现象。
图1 加厚油管管体加厚部位的测量尺寸示意

表1 加厚油管管体的几何尺寸测量结果
1.2 宏观分析
如图2所示:加厚油管接箍端断口未发生塑性变形,断口整体呈脆性断裂特征,除图1a)中的黑色光亮区(区域Ⅰ)略有凸起之外,其他位置较为平整,可见人字纹花样,黑色光亮区表面光滑且有光泽,约占管体横截面积的10%;油管断口黑色光亮区油管内表面可见明显的纵向裂纹,裂纹延伸至油管端部,裂纹处可见明显凹槽;油管端部可见凹坑,深度可达2 mm;与黑色光亮区呈90°夹角的分层区(区域Ⅱ)沿壁厚方向呈分层状,该区域由靠近外壁约2/3壁厚处的台阶状断面和靠近内壁1/3壁厚的棱状断面组成,整体呈中间高、两边低的形貌,表面光滑;分层区油管内表面可见沿管体纵向扩展的裂纹,该裂纹未贯穿整个壁厚。
图2 加厚油管接箍端断口不同位置处的宏观形貌
采用渗透探伤法对加厚油管接箍端的螺纹部位进行检测。如图3所示,断口除黑色光亮区延伸出裂纹外,分层区也可见沿纵向扩展的裂纹,该条裂纹仅在油管内表面可见,未贯穿整个壁厚。

图3 加厚油管接箍端断口不同位置处的渗透探伤结果
如图4所示,加厚油管管体端断口的宏观形貌与接箍端的相似,可见黑色光亮区和分层区。将断裂加厚油管管体端沿轴向剖开,可见黑色光亮区油管内表面有舌状轧疤,距离断口约10 cm处可见环状凹面,应为加厚工艺过程中形成的缺陷。

图4 加厚油管管体端断口与纵向剖面的宏观形貌
1.3 化学成分分析
对该加厚油管进行化学成分分析,结果见表2,可知该加厚油管的化学成分满足API SPEC 5CT-2018标准的要求。

表2 加厚油管的化学成分
1.4 力学性能试验
1.4.1 拉伸试验
分别从该加厚油管的加厚部位和管体截取尺寸为φ5 mm×25 mm的棒状拉伸试样(分别记为加厚区棒样和管体棒样),另在管体位置处截取尺寸为19 mm×50.8 mm的板状拉伸试样(记为管体板样),对其进行拉伸试验。由表3可见,仅加厚区棒样的拉伸性能满足API SPEC 5CT-2018标准要求。
表3 加厚油管的拉伸性能
1.4.2 冲击试验
从加厚油管的加厚部位和管体截取试样,进行纵向夏比V型缺口冲击试验,加厚部位冲击试样尺寸为10 mm×7.5 mm×55 mm(3/4尺寸试样),管体冲击试样尺寸为10 mm×5 mm×55 mm(1/2尺寸试样),试验温度均为0 ℃,试验结果如表4所示,可见该加厚油管的冲击性能符合API SPEC 5CT-2018标准要求。

表4 加厚油管的冲击性能
1.5 扫描电镜及能谱分析
对加厚油管接箍端断口的黑色光亮区、分层区及管体端轧疤缺陷进行扫描电镜和能谱分析。如图5所示:黑色光亮区域由发黑区和哑光区组成,其中哑光区呈典型的脆性断裂特征,可见河流状花样,夹杂物较多;发黑区较为平整,未见夹杂物等缺陷。如图6和图7所示,油管接箍端断口处裂纹沿管体纵向扩展至管端部,且油管内表面裂纹附近有大量夹杂物,能谱分析结果表明,该处夹杂物种类较多,除碳、氧、硅、锰元素以外,还有磷、硫、铝、钛等元素,夹杂物是在管坯冶炼过程中形成的。

图5 加厚油管接箍端断口黑色光亮区的微观形貌

图6 加厚油管接箍端端部裂纹处的微观形貌及能谱图
图7 加厚油管接箍端处表面裂纹内夹杂物的微观形貌和能谱图
在加厚油管接箍端断口分层区截取纵向试样,进行扫描电镜和能谱分析。如图8所示,夹层两边组织不连续,存在裂纹,裂纹中间可见含氧、硅、锰元素的夹杂物,该夹杂物是在铸坯冶炼过程中产生的。

图8 加厚油管接箍端断口夹层区裂纹内部夹杂物的微观形貌及能谱图
在加厚油管管体端舌状轧疤处截取纵向试样,进行扫描电镜和能谱分析。如图9所示:轧疤处裂纹起始位置检测到氧、硅、锰元素,裂纹末端两侧金属已经结合,部分金属与基体结合不连续,仍可见孔洞;对裂纹起始位置进行碳元素分析,裂纹处未出现脱碳现象,说明该裂纹不是在铸造过程中形成的,而是铸坯中存在的铸造缺陷导致轧制时金属流动性差而产生的轧疤缺陷,轧疤缺陷不是造成此次事故的主要原因。
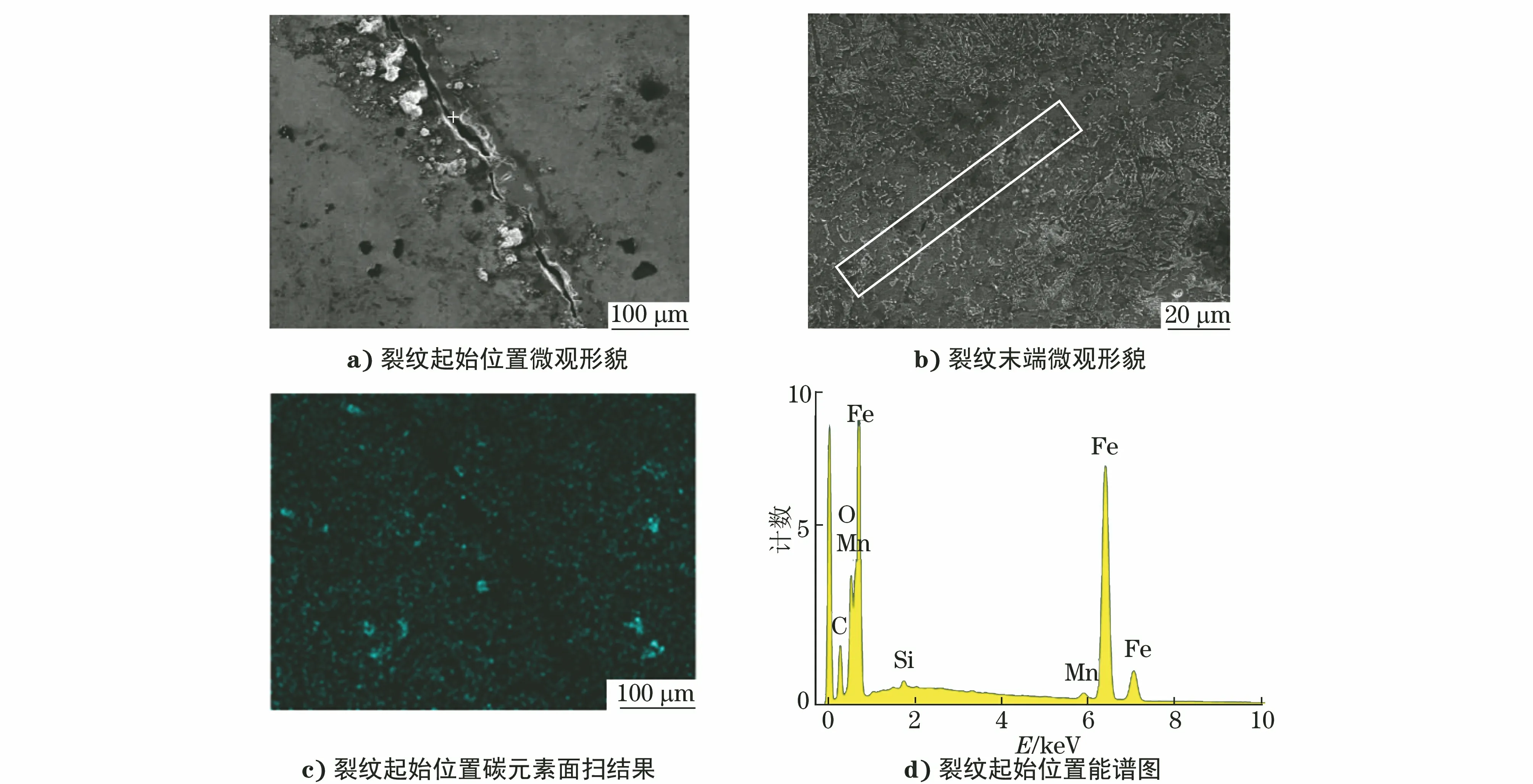
图9 加厚油管管体轧疤处裂纹的微观形貌、裂纹起始位置碳元素面扫结果及裂纹起始位置能谱图
加厚油管管体端内表面环状凹面应为加厚过程中产生的[2-4]。一般情况下,环状凹面的形成与加热温度和加热时间有关,加热温度越低或加热时间越短,金属的流动性就越差,金属不能完全聚集、变形,而产生环状凹面。综上所述,环状凹面为加厚过程中产生的,不是造成此次断裂事故的直接原因。
2 分析与讨论
结构件发生低应力脆断时,不会出现明显的塑性变形,断口呈脆性断裂特征,断口无结晶状形貌,结构件中的宏观裂纹缺陷是导致低应力脆断的主要原因。裂纹会破坏材料的连续性,改变材料内部的应力状态和应力分布,使结构件在应力水平较低或低于材料屈服强度情况下发生断裂。该油管断裂时承重约为加厚部位管体额定最小破断拉力的39.5%,加厚部位早期断裂为低应力脆断,断口平齐,呈脆性断口特征,断口处裂纹内存在大量的夹杂物,裂纹贯穿壁厚,且该油管中存在严重的铸造缺陷。综上所述,铸造缺陷导致的低应力脆断是该加厚油管断裂的主要原因。
加厚油管的拉伸性能和管体外径均不满足标准要求、管体加厚部位壁厚不均、管体轧疤缺陷和环状凹面是该加厚油管断裂的次要因素。
3 结论
该油管加厚部位异常断裂的主要原因是管坯铸造缺陷改变了油管内部应力状态和应力分布,加厚油管的拉伸性能和管体外径均不满足标准要求、管体加厚部位壁厚不均、管体轧疤缺陷和环状凹面是该加厚油管失效的次要原因。在主、次要原因的共同作用下,使油管在远低于最小破断拉力的重力作用下发生脆性断裂。
