磷酸三丁酯制备工艺研究
2020-07-01何俊杰万邦隆
王 燕,马 航,何俊杰,万邦隆,曾 波
(云南云天化以化磷业研究技术有限公司,云南 昆明 650228)
磷酸三丁酯(TBP)是无色、有刺激性气味的液体,能溶于多种有机溶剂,微溶于水,低毒,是典型的高沸点溶剂,在化工行业中具有广泛的用途[1-9]。磷酸三丁酯的工业合成方法主要分为:
1)三氯氧磷+丁醇法。
三氯氧磷与过量的丁醇在减压条件下反应[10-14],脱去部分氯化氢气体,最后用醇钠、氨气或甲酸钠等碱中和剩余的氯化氢。此方法在目前工业生产中被广泛应用,但过量的丁醇不仅会导致大部分氯化氢溶于反应液,使得氯化氢的脱除率低于70%,而且氯化氢会与丁醇发生副反应,导致磷酸三丁酯的收率低于80%。
2)三氯氧磷+丁醇钠法。
此方法避免了因氯化氢的存在而导致的副反应发生,磷酸三丁酯产率最高可达97%,但碱的消耗量过高,使得生产成本大幅增加[15-16]。
3)五氧化二磷+丁醇法。
五氧化二磷作为磷酸的酸酐与丁醇发生酯化反应,此方法避免了氯化氢的产生,由于反应时氧元素过量,产物容易分解,磷酸三丁酯收率仅为20%左右,且生成单酯、二酯和三酯的混合物,提纯复杂[17-18]。
磷酸三丁酯合成工艺原理:

同时还有如下副反应发生:

通过磷酸三丁酯合成工艺原理分析可知,磷酸三丁酯产率降低的主要原因是体系中路易斯碱与氯化氢结合而发生副反应。如能在制备工艺过程中通过加入其它含有孤对电子的路易斯碱与氯化氢竞争性结合,抑制副反应的产生,将有效提高产品收率。因此本文通过活性溶剂法,引入不同缚酸剂作为路易斯碱竞争结合消除氯化氢,来提高磷酸三丁酯产品收率。
1 实验部分
1.1 试剂与仪器
三氯氧磷,分析纯,西亚试剂公司;丁醇、乙酸丁酯、乙酸乙酯、甲基红,分析纯,天津市风船化学试剂有限公司;草酸二丁酯,工业级,山东省金宇化工有限责任公司;碳酸二丁酯,工业级,广州市金圣吉化工有限公司;氢氧化钠,分析纯,上海试四赫维化工有限公司;金属钠,分析纯,3A分子筛,阿拉丁公司;醇钠通过金属钠与丁醇反应制备。
低温恒温磁力搅拌反应浴,MP-201隔膜真空泵,巩义市予华仪器有限责任公司;电子天平,常熟市天量仪器有限责任公司;电热恒温鼓风干燥箱,上海一恒科技有限公司;高精度电子天平(JJ1000型),常熟市双杰测试仪器厂;电位滴定仪(T50),梅特勒-托利多国际贸易(上海)有限公司;Agilent7890A气相色谱仪,美国安捷伦公司。
1.2 测试与产物含量计算
采用化学分析法和气相色谱法对磷酸三丁酯合成的过程中的中控反应液和产物进行检测。
1.2.1 中控反应液检测
1)佛尔哈德法:测定水溶液中的氯离子;2)酸碱滴定法:测定水溶液中氢氧根含量;3)醇钠碱数测试法:准确称量一定量的样品,加入定量的水稀释后,用已知浓度的盐酸进行酸碱滴定,达到终点时消耗的盐酸量计算样品碱数;4)梅特勒卡尔费休水分测量法:对反应原料和丁醇钠中的水分进行测定,其中丁醇钠的水分含量测试方法是,先取一定量的样品,加入过量的冰醋酸酸化,体系中氢氧化钠会与醋酸反应生成水,而丁醇钠则转换成丁醇。
1.2.2 产品检测及产物含量计算
1)样品制备:制样温度≤20℃。
①混标制备:准确称取标准品1-氯丁烷40.3 mg、丁醇 34.3 mg、乙酸丁酯 37.3 mg、二丁醚42.2 mg、磷酸三丁酯43.7 mg,用色谱甲醇定容为25 mL的标准母液,依次逐级移取5.0 mL用25 mL容量瓶稀释,配置混标溶液。
②产物标样制备:准确称取标准样品磷酸三丁酯150.6 mg。用色谱甲醇定容为25 mL标液,依次移取5.0mL稀释定容为25mL。标准溶液浓度依次为 48、240、1200、6000 mg/L。
③待测样制备:分别准确称取待测样,并用甲醇定容到25 mL,待测。
④测定依据:GB/T 9722-2006化学试剂气相色谱法通则。
2)气相色谱法(GC)。仪器型号Agilent7890A;柱子,HP-5,0.25μm×0.32 mm×30 m;进样口,200℃,进样量2μL,分流比20;升温条件,30℃保持3 min,以每分钟50℃的速度升到300℃;检测器,FID,温度240℃。
3)待测样目标产物含量计算。
①建立校准曲线:校准方程为y=1.81x-30.4,其中x为磷酸三丁酯质量浓度(mg/L),y为峰面积。
②外标法定量(mg/L),重复三次进样,舍去偏差较大值,取三次取样平均值计算。
1.2.3 丁醇钠的制备
360 g丁醇中加入23 g金属钠,反应至极为缓慢,无气泡产生时升高温度至120℃继续反应,直至钠块完全消失。
1.3 活性溶剂法制备磷酸三丁酯
对比分步反应法和活性溶剂法,引入不同缚酸剂作为路易斯碱竞争结合消除氯化氢,反应装置如图1。
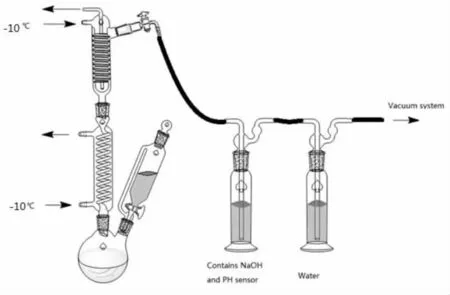
图1 磷酸三丁酯制备工艺装置Fig.1 Tributyl phosphate preparation device
1.3.1 活性溶剂筛选试验
引入酯类缚酸剂乙酸乙酯、乙酸丁酯、草酸二丁酯和碳酸二丁酯作为活性溶剂。
在250 mL三口瓶中依次加入正48.4 g(4当量)丁醇与3mol酯类,磁力搅拌混合均匀后放入-5℃的低温恒温浴中,当混合物温度降到-10℃以下时通过恒压滴液漏斗滴加1 mol三氯氧磷,滴加时间30 min,滴加完毕后继续反应30 min,抽真空,温度升高至25℃时,反应3 h。温度升高至40℃时,再反应30 min,称重,计算所溢出的氯化氢量。剩余混合物中加入甲基红指示剂,然后逐滴加入丁醇钠溶液直至体系变黄且不返回红色为止。持续搅拌反应1 h后加入水,溶解生成的氯化钠。用分液漏斗分液,石油醚萃取水相三次,合并有机相,有机相水洗至中性,无水硫酸钠干燥有机相24h,过滤。石油醚萃洗无水硫酸钠,洗液与有机液合并后称重,取样送GC检测TBP含量。
1.3.2 活性溶剂法工艺条件优化试验
活性溶剂筛选试验研究发现乙酸丁酯对提高产品收率和氯化氢移除率均有正面效果,因而开展不同比例丁醇和乙酸丁酯投料量工艺条件试验研究。实验过程主要控制在三氯氧磷25.1 g定量条件下,不同投料量的正丁醇与酯类在三口瓶中混合反应,其余步骤同于活性溶剂筛选反应。
1.3.3 活性溶剂法工艺验证放大试验
为进一步验证该制备工艺,将反应规模扩大至2 L。绝对压为2.6~3.0 kPa,反应温度和反应时间为15℃保温30 min,25℃度保温50 min,35℃保温90 min,40℃保温60 min后反应结束。采用的反应工艺路线如图2。

图2 活性溶剂法验证放大试验工艺路线Fig.2 The validation and scale-up test process of active solvent method
1.4 标准品与产物GC谱图对比
通过图3和图4可知,产物磷酸三丁酯的保留时间和混合标准品里磷酸三丁酯的保留时间吻合。

图3 混合标准品GC谱图Fig.3 GC spectrum of mixed standard

图4 产物GC谱图Fig.4 GC spectrum of product
2 结果与讨论
2.1 不同酯类活性溶剂的影响
对比了4种酯类活性溶剂对HCl脱除率和磷酸三丁酯产率的影响,结果如图5所示。
通过反应结果分析可知,乙酸丁酯作为活性溶剂具有最好综合表现,产物收率可达90.2%,氯化氢脱除率可达77.6%;乙酸乙酯虽有沸点低,容易回收的优点,但产物收率仅有48.5%;草酸二丁酯在加入丁醇钠后得到完全不能流动的糊状混合物,停止反应,未获得产物;碳酸二丁酯的氯化氢脱除率达80.8%,但产率过低,未进一步探讨。因此主要考虑乙酸丁酯作为活性溶剂。

图5 不同酯类活性溶剂的影响Fig.5 Influence of different ester active solvents
2.2 乙酸丁酯作为活性溶剂条件下不同原料投料比的影响
为验证不同原料投料比对产物产率及氯化氢脱除率的影响,开展了活性溶剂工艺条件试验,结果如表1所示。

表1 不同原料投料比例条件下的HCl脱除率和产率Table1 HCl removal rate and TBP yield under different feed ratios of raw materials
如表1所示,丁醇投料量为4时,随着乙酸丁酯的投料量增大,氯化氢移除量和产物产率均随之升高,表明乙酸丁酯对反应体系有正面影响。但进一步提高丁醇和乙酸丁酯比例后,产物产率和氯化氢脱除率并没有明显改善。分析认为可能是由于溶剂量增加导致氯化氢溶解量增大,且三氯氧磷的浓度会因丁醇和乙酸丁酯的量增加而被稀释,导致反应速率下降。当投料物质的量比为1∶4∶3时,既能保持较好的产率和氯化氢脱除率,又能最大程度的降低投料量,减轻回收压力。需要指出的是,虽然使用大过量的丁醇(投料比为1∶6)时,可获得100%的收率,与文献报道一致,具有参考性,但过量丁醇的使用会导致氯化氢移除量急剧下降,低于50%。体系中存在大量的氯化氢,后期不但要消耗大量丁醇钠,且后处理中氯化钠含量过高,不能流动,限制反应,并不符合实际应用。
2.3 工艺验证放大实验的影响
反应规模扩大至2L时的实验结果见表2。
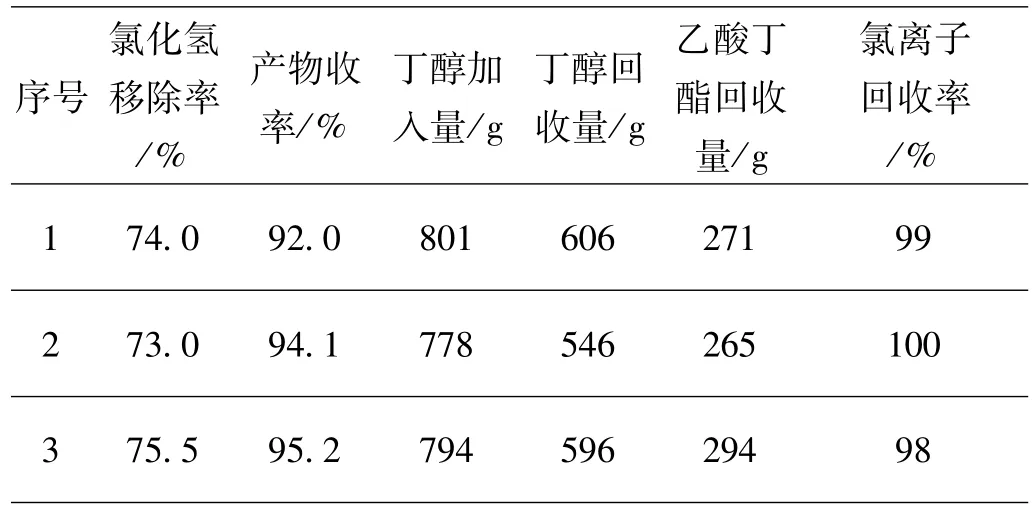
表2 放大试验不同原料投料比例条件下的HCl脱除率和产率Table2 HCl removal rate and TBP yield under different feed 6proportion of raw materials in scale-up test
由于考虑到三氯氧磷对水分敏感性,长期存储可能导致一定量的分解,所以每次进行的实验均使用现蒸提纯的三氯氧磷。丁醇和乙酸丁酯采用分子筛干燥除水。通过上述重复放大试验,进一步验证了该制备工艺在实验室条件下可获得73%~75%的HCl脱除率和92%~95%的产物收率。在真空度为2.6~3 kPa,140℃条件下,使用玻璃分馏柱对粗产品开展了分馏提纯实验,获得纯度为98.8%的磷酸三丁酯产品。结果表明引入活性溶剂乙酸丁酯来制备磷酸三丁酯具有可实施性。
3 结论
通过引入活性溶剂乙酸丁酯作为路易斯碱,开展工艺条件试验,使其在反应过程中与磷酸三丁酯竞争结合消除更多氯化氢,抑制副反应发生,来提高磷酸三丁酯产品收率。结果表明,乙酸丁酯作为路易斯碱,当三氯氧磷、丁醇和乙酸丁酯的投料物质的量比为1∶4∶3时,不仅磷酸三丁酯合成收率达90.2%,氯化氢脱除率达77.6%,而且最大程度降低投料量,减轻回收压力。通过2L的放大试验,验证了该制备工艺可获得73%~75%的盐酸脱除率,92%~95%的磷酸三丁酯收率,且分离纯化后纯度达98.8%,具有较好应用前景。若在此制备工艺基础上继续优化研究,减小活性溶剂乙酸丁酯的损耗量,增加溶剂和过量丁醇的回收量,还可继续降低原料消耗,最大限度节约成本。
