增材制造技术的适航审查方法探究
2020-07-01陈龙辉李宏刘志辉中国民用航空江西航空器适航审定中心
■ 陈龙辉 李宏 刘志辉/中国民用航空江西航空器适航审定中心
0 引言
相较于传统的减材制造和等材制造,增材制造技术(AM)开辟了产品设计、研发的新思路。增材制造的主要思想是质量单元、有序排列,点、线、面是增材制造的三要素,该技术基于离散/堆积原理,是以合金粉末或丝材为原材料,采用激光、电子束等高能束进行原位冶金熔化/快速凝固逐层堆积,直接从零件数字模型一步完成致密、高性能金属制件的近净成型制造[1-3],在航空航天、船舶、电力等领域的应用日益广泛。
增材制造技术在民用航空产品上的应用尚处于探索阶段。空中客车公司2015 年宣布在其A350 XWB 型飞机上使用了超过一千件增材制造制件[4],国内学者十几年来一直致力于为国产大型客机配装增材制造制件。
民用航空产品适航审查的目的之一在于保障民用航空产品安全。通过确认设计资料符合适用规章的要求,审查所生产的产品符合经批准的设计资料,以确认民用航空产品没有不安全特 征。
随着增材制造技术的深入发展,势必将在民用航空领域逐步推广应用,适航审查工作也将涉及增材制造技术。为促进工业技术发展,推动新技术在民用航空领域的应用,适航审查方法应进行相应的优化发展。
1 适航规章及程序对制造技术的要求
以中国民用航空规章《运输类飞机适航标准》(CCAR-25-R4)为例,其中有多项条款对制造技术提出了要求。适航标准的要求往往始于零部件的设计阶段,同时对零部件所选用的制造技术也提出了相应的要求。
类似地,适航规章23 部、27 部、29 部均有相应的条款对材料性能提出要求,对于不同类型的民用航空产品,规章要求的程度有着一定的差别。中国民用航空局(CAAC)发布的正常类飞机CCAR-23-R4 征求意见稿不再沿用旧版本的编号,规章条款的表述方式也进行了调整,但与本节内容相关的要求依然被保留在修订稿中[5]。
除上述规章外,应用于民用航空发动机制造的增材制造技术还需要满足《航空发动机适航规定》(CCAR-33)的相关规定。
1.1 材料要求
适航规章25 部25.603 条对损伤可能对安全性有不利影响的零件所用材料的适用性和耐久性提出了要求。
适航规章25 部25.613 条对材料的强度性能和材料的设计值进行了明确的规定[6]。其中,25.613(a)条款要求材料的强度设计值必须建立在足够多的试验基础上通过统计方法得到,且该设计值必须是官方批准的;25.613(b)条款要求设计值的选择必须保证任何结构因材料偏差引起强度不足的可能性极其微小,条款中还规定了不同类型零部件的具体要求。
对于已经在民机领域成熟应用的材料,根据其使用经验,可以采用符合性说明(MC1)的方式表明符合性;对于使用尚不成熟的材料,其适用性和耐久性必须通过材料试验建立材料规范。
材料的设计值通常取自适航部门可接受的技术标准或手册,否则应进行数量充分的材料性能试验(MC4)并通过统计方法得到。此外,对于性能稳定性不高的材料,其设计值的选取应相对保守。
1.2 工艺要求
适航标准25 部25.605 条规定:
1)采用的制造方法必须能生产出一个始终完好的结构。如果某种制造工艺需要严格控制才能达到此目的,则该工艺必须按照批准的工艺规范执行。
2)每种新制造方法必须通过试验大纲予以证实[6]。
对于申请人没有成熟使用经验的工艺方法,应作为新工艺编制试验大纲开展工艺鉴定试验,试验大纲中的试验矩阵应考虑受工艺影响的力学性能以及与之关联的工艺参数,工艺鉴定试验应包含典型工艺参数组合以及对性能有直接影响的各种工艺参数组合。
此外,应重点关注那些材料设计值与制造工艺紧密关联的材料及其工艺方法,综合603 条、605 条和613 条进行判断。
1.3 零部件性能要求
适航规章25 部25.303 条和25.619条以安全系数和特殊系数的形式针对不同类型零部件的性能给出了明确的要求,对于不同的零部件,在不同的预期使用环境下,进行零件设计时需要按照规定选取相应的安全系数。所选用的制造技术应按照设计资料生产出具备合格安全系数的零部件。
对于新材料和新工艺,应特别关注材料验证和工艺验证结果,如果材料验证和/或工艺验证表明结构中的材料强度性能缺乏足够的稳定性,则应根据25.619 条的规定,按25.621 ~25.625条的要求选取特殊系数,甚至可使用专用条件来明确特殊系数。
1.4 损伤容限和疲劳评定要求
适航规章25 部25.571 条对结构的损伤容限和疲劳评定做了明确的规定,该条款同时对强度、细节设计和制造技术都提出了要求,规定了损伤容限和疲劳评定的目的、设计准则、评定依据和评定内容。
2 增材制造技术的研究进展
2.1 发展历程
早在1978 年美国联合技术研究中心就提出名为“激光逐层上釉”工艺(Laser Layer-Glazing Process),但该技术在当时并未得到足够重视。
1992 年起,美国、英国等多家研究机构的众多学者在小型金属构件激光直接增材制造技术领域进行了大量的研究。航空领域的代表性成果是实现了钛合金小型、次承力构件在美军飞机上的验证和装机。
我国从2000 年开始加大了对增材制造领域的研究投入,并取得了可喜的研究成果。于2005 年突破了飞机钛合金小型、次承力结构件激光增材制造关键技术,并成功实现了在型号飞机上的装机工程应用。随后数年,增材制造生产的零部件先后在多种型号飞机的研制中得到应用[1]。
2.2 增材制造技术的主要分类
尽管经历了数十年的发展,因增材制造技术的固化方式多种多样,各分支发展程度各异,业内并没有建立统一的分类标准,按成型技术原理大致可分为下面几类[2]。
1)光固化制造成型工艺(SLA)。以光敏树脂为原料,用特定波长与强度的激光聚焦到光固化材料表面,使之由点到线、由线到面顺序凝固,逐层固化、层层叠加构成一个三维实体。这种方法能简捷、全自动地制造出表面质量和尺寸精度较高、几何形状复杂的原型。
2)叠层实体制造成型工艺(LOM)。控制系统根据成型件的分层指令信息,驱动激光发生器按照预定的轨迹进行切割加工,随后滚压筒以一定的压力对切割后的纸带表面进行热滚压处理,使层与层之间紧密粘结,多余的纸带随着收纸筒运动被回收。该工艺原材料成本低,多用于成型体型较大的产品,如发动机的缸体、缸盖,机床的床身等。
3)选择性激光烧结制造成型工艺(SLS)。送粉滚筒将送粉仓内的粉末推移到工作仓上端面,经过激光光源的烧结逐层叠加成型,由于粉材具有自支撑作用,无须再次设计支撑结构。该工艺可以实现多种材料的混合成型工艺,为新材料力学性能研究提供了新思路、新方法。
4)熔融沉积制造成型工艺(FDM)。成型材料和支撑材料通过送丝机构送进相应的喷嘴,在喷嘴内被加热至熔融状态,喷嘴通过成型系统的控制,根据提前设定的轮廓信息和填充轨迹做平面运动,经由喷嘴挤出的材料均匀地平铺在每一层截面轮廓上,被挤出的丝材在短时间内快速冷却,并与上一层固化的材料粘连在一起,层层堆积,最终生成所需的实体零件。
5)激光熔覆成型工艺(FILT)。该工艺送粉方式分为同轴和侧置两种,其中同轴送粉又分为光内同轴送粉和光外同轴送粉。
6)“弧+丝”增材制造工艺。主要采用丝材和电弧放电来完成材料的增材制造工艺过程,该工艺的材料利用率高,沉积效率高,特别适用于大型零部件的成型。
此外,FAA 官网发布了其首席科学技术顾问(CSTA)Terry Khaled 博士的研究报告,报告对增材制造技术进行了梳理(见图1[4]),从原料和固化工艺两个维度的不同组合对增材制造技术的现有组合进行了分类梳理。
该报告对增材制造技术的梳理并不局限于金属增材制造。在该研究报告中,Terry Khaled 博士还指出,与FAA的项目有关联的增材制造技术类别包括粉末床熔融技术(Powder Bed Fusion,PBF)和直接能量沉积技术(Directed Energy Deposition,DED),其中直接能量沉积技术主要应用于维修、修复项目[4]。
2.3 当前主要问题
众多科研团队和学者在多年研究的基础上,总结了以下增材制造技术目前面临的主要问题[1,8-10]。
1)激光/金属交互作用行为及能量吸收与有效利用机制。
2)内部冶金缺陷形成机制及力学行为。
3)移动熔池约束凝固行为及构件晶粒形态演化规律。
4)非稳态瞬时循环固态相变行为及显微组织形成规律。
5)内力演化规律及构件变形开裂预防控制。
6)缺乏完善的增材制造标准体系。
7)缺乏制造缺陷对制件的力学性能,尤其是疲劳性能的影像数据。
8)缺乏增材制造无损检测验收标准和缺陷评定方法。
3 增材制造技术的适航审查重点
3.1 产品性能试验
增材制造技术按三维模型直接将原料成型为产品,也就是成型过程既得到材料也得到产品,材料性能数据不容易确定,相应地,产品的性能无法通过材料性能推导确定,需直接关注产品性能。
基于该特点,应综合603 条、605条和613 条进行判断,仅通过符合性说明(MC1)或分析/计算(MC2)难以充分证明产品性能的符合性,适航审查应加强对试验(MC4)的监控,通过足够的试验(MC4)并使用统计数据来表明产品性能的符合性。“足够”是指试验数据量足以进行统计分析并得到置信度较高的统计结果。
此外,考虑到增材制造技术的工艺稳定性暂时难以保障,对于具体结构还应同时审查25.303 条和25.619 条的符合性,以选取适当的安全系数。
3.2 工艺规范审查
当前增材制造技术缺乏完善的标准体系,申请人编制增材制造工艺规范时缺乏足够的上位依据文件,不同申请人的工艺规范往往差异较大。因此,增材制造的工艺规范审查显得更为重要。工艺规范审查时应重点关注对产品性能影响明显的工艺参数的确定原则,还应通过较大规模的工艺鉴定试验来表明工艺过程的稳定性,以确认按工艺规范可以持续生产出性能稳定且质量合格的零件。
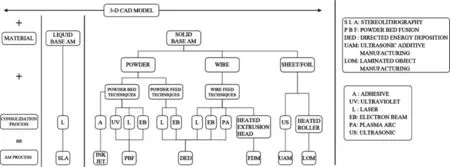
图1 增材制造技术(AM)主要分类
与增材制造技术相关的无损检测工艺规范也应重点关注。考虑到增材制造技术可能应用新的无损检测技术,关注无损检测技术的工艺规范是必要的。
3.3 工艺实施过程控制
当前的增材制造技术工艺重复性不高,对工艺实施过程的依赖程度较高,应通过现场检查来核实工艺实施过程的相关因素是否符合工艺规范的规定。现场检查应重点关注那些对产品性能影响明显的工艺参数的实施过程。该环节通常由适航部门的制造检查人员完 成。
现场检查中发现的任何不符合项都应详细记录,以便作为工程判断的依据。同时,申请人应针对不符合项制定纠正措施。现场检查还应关注现场实施环节的偏离记录是否详尽,是否得到有效处理且经过批准。
3.4 工艺设备要求
当前增材制造技术所使用的设备均为研究团队自行研发、少量建设应用,业内缺乏统一的、普遍接受的增材制造设备。因此,增材制造的适航审查应该更加关注工艺设备,通过工艺鉴定试验检查该设备是否有能力按要求的工艺参数持续稳定运行,是否有能力持续保证预定的精度,是否经过定期的检修和维护,以及首次使用或者每一批零件的首件是否经过验证或测试。
3.5 人员要求
当前增材制造技术尚未建立行业统一标准的人员资质体系,申请人或申请人的供应商自身应建立完善的增材制造人员资质管理制度,并确保所有参与增材制造过程的人员均按照该制度进行管理。
适航审查应重点关注人员资质管理制度是否包含明确的人员技能要求、培训考试要求、资质评定和证件管理要求等方面内容。还应关注参与增材制造过程的人员是否严格按照上述管理制度进行管理,以确认操作人员有能力按照工艺规范的要求生产出合格的增材制造零部件。
3.6 缺陷检测与评估
增材制造技术具备快速制造大型整体结构件的能力,具备制造构型拓扑、结构梯度、复杂度高的结构件的能力,以及具备精密结构制造的能力。金属增材制造制件的组织和缺陷特征与传统制件不同,主要表现为组织的不均匀性以及明显的各向异性,加之主要缺陷类型及分布特征等均与传统制件差异较大,因此对无损检测技术提出了新的要求[3]。业内正在重点研究CT 检测技术、激光超声检测技术和在线检测技术等可应用于增材制造制件的相对较新的无损检测技术。
适航审查时应当注意,若申请人采用了磁粉、X 光、渗透、超声等常规的无损检测方法,应重点评估该无损检测方法是否有能力判定工程图纸规定的允许缺陷尺寸和部位,检验结果应是可重复的,且完成检验所要求的设备能够满足规范中的验收要求[7]。若申请人采用了相对较新的无损检测技术,则应重点关注该无损检测技术对缺陷的判定能力,工艺规范是否经过审查、批准且完整有序,是否可以稳定可靠地检测出制件缺陷。
4 结束语
增材制造技术已历经数十年的研究发展,在许多领域已有成功应用,但在民用航空领域的应用尚处于初期,缺乏足够的数据支撑和使用经验,也缺乏与之相适应的缺陷评估手段。增材制造技术对适航审查方法提出了新的要求,相应的适航审查方法不应照搬传统制造技术的审查方法,应在充分认识增材制造技术特点的情况下,发展出适合增材制造技术特点的适航审查方法,在充分保障民用航空安全的前提下促进增材制造技术在民用航空领域的应 用。
