压水堆新型燃料组件骨架压力电阻点焊工艺研究
2020-06-28钟建伟盛国福余国严谢志刚高明月
钟建伟,盛国福,余国严,谢志刚,高明月,冯 亮
(中广核铀业发展有限公司,广东 阳江 529500)
压水堆燃料组件新型燃料组件设计中,其中一个重要新设计变化是骨架,导向管部件采用了导向管外管与导向管内管相焊接的方式进行连接,有别于AFA 3G燃料组件骨架,其采用抗弯曲性能优良的MONOBLOCTM导向管。MONOBLOCTM导向管有约200 mm长的内径变径的缓冲段,壁厚从导向管上部的0.5 mm增加到下部的1.18 mm,与靠近下管座的端部格架焊舌片相连接。骨架由11层格架、24根导向管部件、1根仪表管、1个下管座组成,导向管部件由导向管外管、导向管内管与端塞焊接而成,长约3900 mm,靠近下管座为长约630 mm的导向管内外管组成的管中管段,格架与导向管通过压力电阻焊的方式将格架焊舌片与导向管点焊连接在一起。压力电阻点焊是将工件压紧在两电极之间,并通以电流,利用电流流经工件接触面及临近区域产生的电阻热将其加热到融化或塑性状态,使之形成金属结合的一种方法[1],压力电阻焊中对焊接性能影响较大的三个参数为焊接电流、焊接时间和焊接压力[2]。刘波等[3]等针对AFA3G燃料组件,首次对格架与MONOBLOCTM导向管之间的压力电阻点焊进行研究,获得适合的焊接工艺参数规范范围。孙海涛等[4]针对三层超厚高强钢板电阻点焊进行研究,认为适当增大电极压力和焊接电流,可以提高焊接质量。王攀等[5]采用正交试验法,对电阻点焊焊接参数进行优化研究,认为电极压力、焊接电流和焊接时间这3个参数对点焊接头焊接质量都有影响,且焊接电流影响程度最明显,其次为焊接时间,电极压力影响程度最小。
针对新型骨架用锆合金导向管外管与内管焊接代替缓冲段的新设计,相应的焊接工艺研究未见报道。本文针对薄壁锆合金Zr4管材,研究了焊接电流和焊接压力对其组织与性能的影响,优化导向管外管单管段与焊舌片、导向管内外管双管段与焊舌片第一次和第二次的压力电阻点焊工艺,使其获得较高的剪切力和熔核金相尺寸,为后续燃料组件骨架压力电阻焊接工艺研究提供参考。
1 实验方法
焊接质量好坏的评判因素有多种,如焊点加热快慢、熔核大小、熔核喷溅以及抗拉伸载荷等[6],新型燃料组件骨架点焊的技术要求见表1。

表1 骨架点焊技术要求
焊接设备为国产的骨架点焊机,由STAUNLI RX160六轴工业机器人、焊枪、HARMS+WENDE中频直流逆变焊接电源系统、可移动式扩张芯轴控制系统、大理石组装平台及焊接夹具等部分组成。为获得更好的点焊效果,机器人点焊电极采用柱状弧面电极,减小电极与工件的接触面积,增大电流密度和改善电极压强分布[7]。
导向管外管和内管试样短管以及0.425 mm厚焊舌片材料均为国产Zr4锆合金,导向管外管外径φ12.45 mm,内径φ11.35 mm,导向管内管外径为φ11.05 mm,内径φ10.09 mm,导向管内外管间存在单边0.15 mm的间隙。
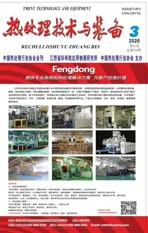
焊舌片与导向管外管单管进行焊接,称之为单管段焊接,焊接示意和实物图见图1。骨架导向管内外管与焊舌片三层点焊时,如图2所示。

图1 导向管外管单管与焊舌片焊接实物图Fig.1 The welding drawing of outer guide tube with welding tongue piece
采用线切割制备金相试样,经热镶嵌后依次用400#、800#、1200#金相砂纸抛光,用硝酸、盐酸配比的腐蚀液观察金相组织;采用万能试验机对焊接接头进行压缩剪切试验;采用高压釜对试样进行水腐蚀,按ASTM G2技术条件,在温度360 ℃、压力18.7 MPa的水中,经72+8h腐蚀后与标准试样进行比对,并对随炉腐蚀标准进行称重测量。
图2 骨架内外管与焊舌片焊接示意图Fig.2 The welding drawing of outer and inner guide tube with welding tongue piece for skeleton
2 结果与分析
2.1 焊接电流和电极压力对焊点性能的影响
结合工艺预实验,将焊接时间设计为固定参数值20 ms,焊接压力为180、200和220 N,焊接电流为1.75、1.85、1.95、2.05和2.15 kA,焊接参数组合见表2。
表3为导向管外管单管与焊舌片焊接的剪切力、金相熔核尺寸和腐蚀结果。由表3可知,当焊接电流1.75 kA时,焊点熔核尺寸小于0.6 mm;焊接电流1.85 kA时,熔核尺寸在0.60~0.70 mm之间;焊接电流在1.95 kA时,熔核尺寸在0.70~0.87 mm之间。
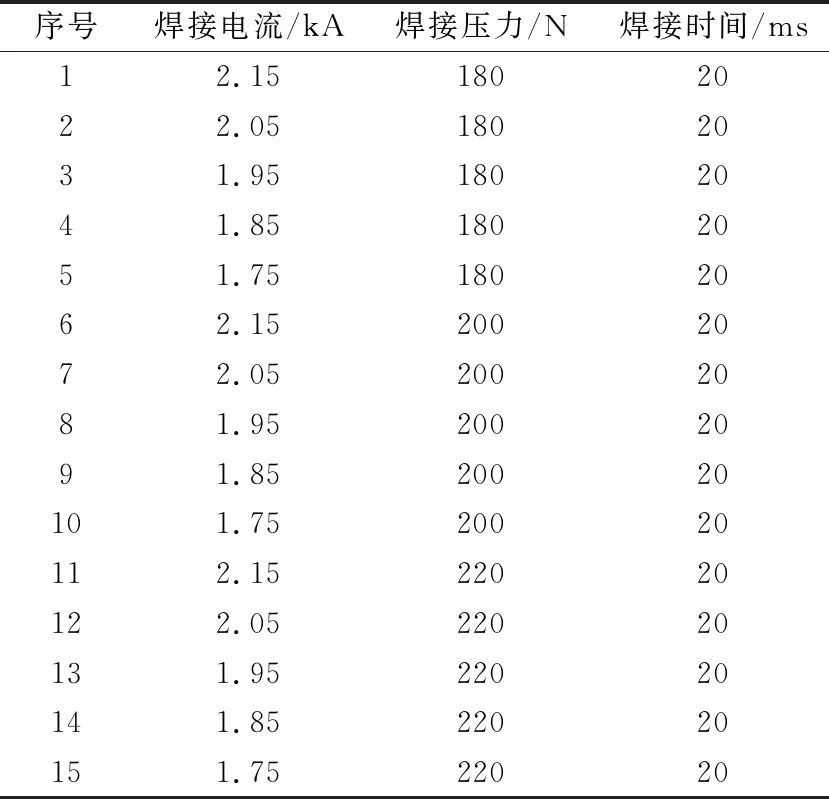
表2 导向管外管单管与焊舌片焊接工艺参数

表3 不同焊接参数下单管焊接结果
表4为导向管内外管与焊舌片三层点焊的焊接工艺参数。为消除焊接时导向管内外管之间的间隙,适当增大了焊接压力;同时导向管内外管的壁厚之和为1.03 mm,较导向管外管单管壁厚0.55 mm增大了0.48 mm,工件厚度增加,焊接电流也适当增大。参照先前的一些预试验结果,导向管内外管与焊舌片第一次焊接时,焊接时间设定为固定参数值20 ms,焊接压力为260~300 N,焊接电流为2.80~3.00 kA。导向管内外管与焊舌片第二次焊接,经历了第一次焊接后,导向管外管与内管间隙增大,间隙带来焊接电流分流增大,相应焊接电流随之增加,第二次焊接时焊接电流选择范围在3.00~3.20 kA之间。
表5和表6为导向管内外管与焊舌片第一次和第二次焊接时中间能量和最小能量的剪切值、金相和腐蚀结果。由表可知,薄壁导向管内外管与焊舌片三层点焊时,随着焊接能量的增大,剪切力和熔核尺寸也相应增大,内外管的结合面均已形成熔核。

表4 导向管内外管与焊舌片点焊焊接工艺参数

表5 双管第一次焊接点焊结果

表6 双管第二次焊接点焊结果
在焊接电极压力180 N及焊接时间20 ms条件下,不同焊接电流对导向管外管与焊舌片单管焊点剪切力和熔核尺寸的影响如图3所示。由图3可知,焊接电流从1.75 kA增大至2.15 kA时,焊点熔核尺寸平均值从0.589 mm增大至1.273 mm,焊点的剪切力也显著增大。在相同焊接电极压力及焊接时间条件下,焊接电流对熔核尺寸、剪切力的影响,导向管内外管与焊舌片三层点焊与单管段一致。这是由于点焊时焊接热量由Q=I2Rt决定[7],压力电阻焊中析出热量与焊接电流的平方成正比,其对产热的影响比电阻和时间两者都大,故焊接压力对接触电阻的影响不如焊接电流对熔核形成的影响大。焊接电流对焊点的熔核尺寸、剪切强度的影响最敏感,当焊接压力不变的情况下,减小焊接电流则会导致骨架导向管内外管结合面的熔核不能形成。超过一定焊接电流阈值,随着焊接电流的增大,熔核尺寸快速增大;若进一步增大焊接电流,则容易导致飞溅,此时焊接金属的缺失,导致剪切强度反而下降,并导致熔核区域压痕过深,焊透率过大。
导向管外管的内径较小,焊枪电极无法伸入管内,用铜扩胀芯轴填充后,利用扩张铜芯轴实现薄壁管材单面点焊,芯轴为焊接电流提供通道,并其胀开力为焊接阶段提供所需的焊接压力和锻压压力,电极由工件的同一侧向焊接区馈电,确保熔核压实,防止产生裂纹、缩孔和工件烧穿等缺陷。在焊接电流2.15 kA及焊接时间20 ms条件下,不同焊接压力对导向管外管与焊舌片单管焊点剪切力和熔核尺寸的影响如图4所示。由图4可知,在相同的焊接电流和焊接时间下,随着焊接电极压力的增加,焊点的剪切强度和熔核尺寸均呈下降的趋势。这是由于增大了电极压力,焊舌片与导向管外管粗糙表面的凸点被压溃,接触凸点随之减小,因焊接电流通过时在接触凸点时形成电流线的收拢,缩小电流通道而增加接触电阻的情况,随着压溃的接触表面凸点减小而降低了接触电阻,尽管接触电阻只在通电开始极短时间内存在,随后就会迅速减小以致消失,但在极短的通电焊接时间内,电极与扩张芯轴间的总电阻将减小,从而导致焊接产热量减小。

图3 焊接电流对焊点性能的影响Fig.3 Effects of welding current on properties of welding spot

图4 电极压力对焊点性能的影响Fig.4 Effects of electrode force on properties of welding spot
导向管内外管与焊舌片三层点焊时,焊接压力对焊点性能的影响与单管段一致。导向管内管在芯轴的支撑下内径保持不变,第二次焊接时对中性变得更差,内外管之间间歇的增大,将消耗一部分电极压力,使实际的焊接压力降低,且间隙的不均匀将使焊接压力波动。为消除内外管装配间隙,将变形的导向管外管压回并紧密贴合内管表面,需大幅增大焊接电极压力,以压实熔核提高形核稳定性。但焊接压力不宜过大,过大的焊接压力将导致电阻减小、析出热量少、熔核尺寸缩小,且导致工件表面压痕过深[8],电极压力过大也会影响伺服电机、焊枪电极臂等寿命[2]。在增大电极压力的同时,相应地增大焊接电流,以弥补电阻减小的影响。
综上所述,在薄壁管材两层或三层压力电阻焊中,焊接电流对焊点的影响大于焊接压力,综合考虑焊点的剪切强度、金相熔核尺寸和耐腐蚀性,新型燃料组件管中管骨架单管段焊接时,焊接参数范围为焊接压力180~220 N,焊接电流1.95~2.15 kA,导向管内外管与焊舌片三层点焊,第一次焊接时的焊接工艺参数范围为焊接电流2.90~3.10 kA,焊接压力260~300 N,焊接时间20 ms;第二次焊接时的焊接工艺参数范围为焊接电流3.00~3.20 kA,焊接压力460~500 N,焊接时间20 ms,在上述工艺参数范围内,焊点的剪切力、熔核尺寸和腐蚀均满足要求。
2.2 显微组织观察与分析
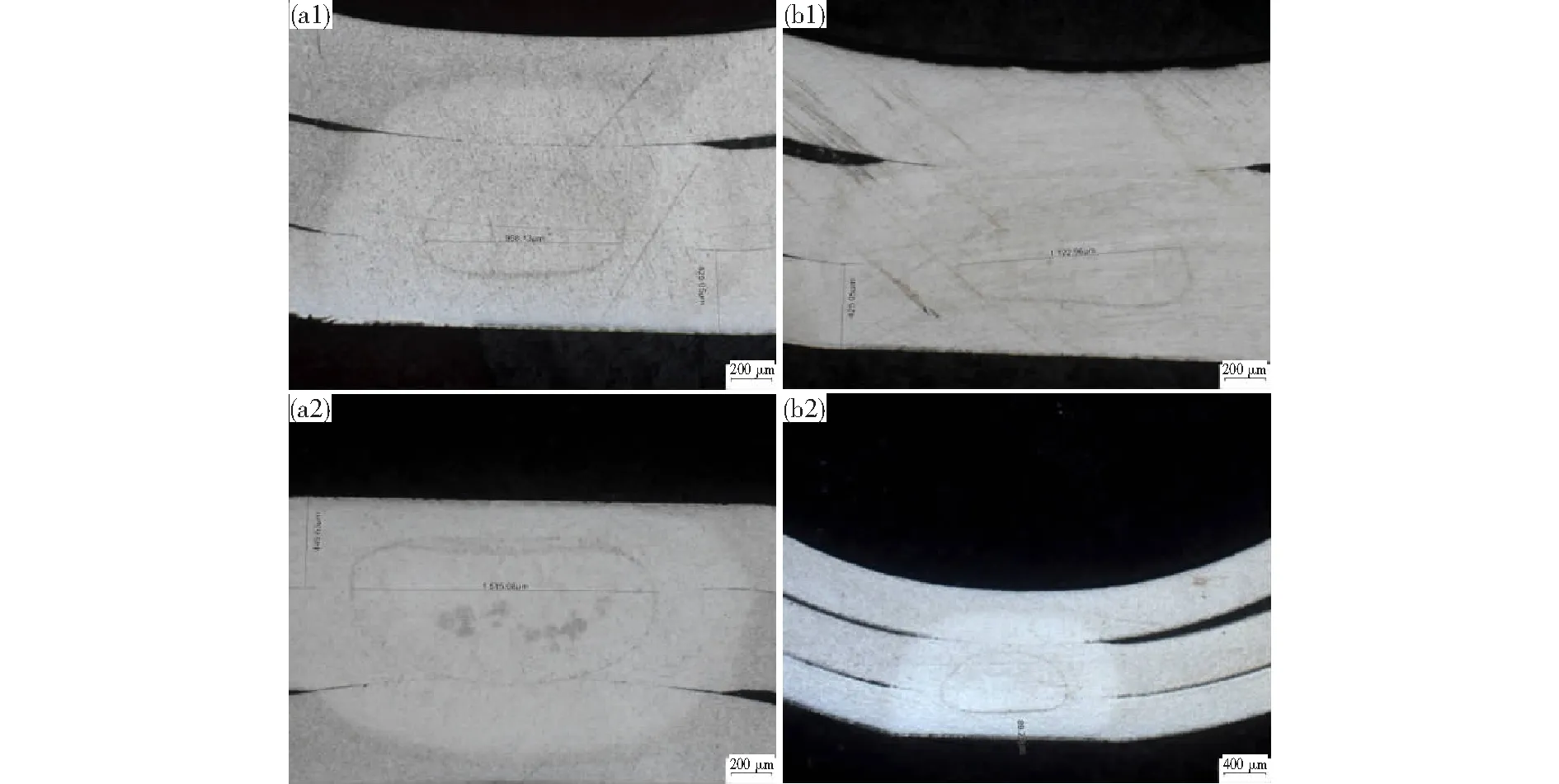
图5为导向管外管单管与焊舌片点焊时大能量(2.15 kA、180 N)、小能量(1.85 kA、180 N)和中间能量(2.05 kA、220 N)的金相显微组织。由图5(a)可以看出,熔核略微偏向焊舌片一侧,这是因为0.425 mm焊舌片与0.550 mm厚管材点焊时,管材的导热性比焊舌片好,虽然导向管内管侧采用了导热性较差的铜合金扩胀芯轴,以减少管侧的热损失,但熔核仍向导热性差的焊舌片一侧稍微偏移。当增大工件产热,采用强条件(大电流和短时间)时,可改善熔核偏移的情况,见图5(c),这是由于通电时间短,使工件间接触电阻产热的影响增大,电极散热的影响降低,有利于克服核心偏移。
图6为导向管内外管与焊舌片三层点焊第一次焊接的金相显微组织。从图可知,薄壁管材与焊舌片三层点焊中,导向管内管与外管结合处已形成熔核,当焊接电流增大时,内外管结合面处的熔核尺寸平均值从0.968 mm增加至1.336 mm;外管与焊舌片的熔核尺寸平均值从1.615 mm增大至1.921 mm。导向管内外管的结合处存在0.15 mm间隙,焊接电极压力施加在焊舌片表面上,较大的电极压力迫使外管发生微变形,内管在扩张芯轴支撑下保持不变,内外管贴合间隙减小,但内外管表面的接触电阻远小于焊舌片与导向管外管的接触电阻。焊接开始通电时,焊舌片与导向管外管处产热最大,导向管内外管贴合处产热次之;随着通电时间增加,接触电阻消失,但由于焊舌片与导向管外管处散热比导向管内外管贴合处更差,在焊舌片与导向管外管接触面一个小范围内温升最快,最先达到焊接温度区从而形成熔核;当焊接电流足够大时,焊接区域扩大到导向管内外管贴合面附近,导向管内外管贴合面处亦有熔核形成。

(a1、a2)焊接电流1.85 kA,焊接压力180 N,焊接时间20 ms;(b1、b2)焊接电流2.05 kA,焊接压力200 N,焊接时间20 ms;(c1、c2)焊接电流2.15 kA,焊接压力180 N,焊接时间20 ms图5 导向管外管单管与焊舌片焊接试样金相显微组织(a1,a2) welding current with 1.85 kA, welding pressure with180 N, welding time with 20 ms; (b1,b2) welding current with 2.05 kA, welding pressure with 200 N, welding time with 20 ms; (c1,c2) welding current with 2.15 kA, welding pressure with 180 N, welding time with 20 msFig.5 Microstructure of the welding sample of outer guide tube with welding tongue piece

(a1,a2)焊接电流2.80 kA,焊接压力300 N,焊接时间20 ms;(b1,b2)焊接电流2.90 kA,焊接压力280 N,焊接时间20 ms;(c1,c2)焊接电流3.00 kA,焊接压力260 N,焊接时间20 ms图6 导向管内外管与焊舌片第一次焊接试样金相显微组织(a1,a2) welding current with 2.80 kA, welding pressure with 300 N, welding time with 20 ms; (b1,b2)welding current with 2.90 kA, welding pressure with 280 N, welding time with 20 ms; (c1,c2) welding current with 3.00 kA, welding pressure with 260 N, welding time with 20 msFig.6 Microstructure of the first welding sample of outer and inner guide tube with welding tongue piece
(a1,a2)焊接电流2.60 kA,焊接压力260 N,焊接时间20 ms;(b1,b2)焊接电流2.70 kA,焊接压力260 N,焊接时间20 ms图7 减小焊接电流试样的金相显微组织(a1,a2) welding current with 2.60 kA, welding pressure with 260 N, welding time with 20 ms; (b1, b2) welding current with 2.70 kA, welding pressure with 260 N, welding time with 20 msFig.7 Microstructure of sample with decreasing welding current

(a1,a2)焊接电流3.00 kA,焊接压力500 N,焊接时间20 ms;(b1,b2)焊接电流3.10 kA,焊接压力480 N,焊接时间20 ms;(c1,c2)焊接电流3.20 kA,焊接压力460 N,焊接时间20 ms图8 导向管内外管与焊舌片第二次焊接试样金相显微组织 (a1,a2) welding current with 3.00 kA, welding pressure with 500 N, welding time with 20 ms; (b1,(b2) welding current with 3.10 kA, welding pressure with 480 N, welding time with 20 ms; (c1,c2) welding current with 3.20 kA, welding pressure with 460 N, welding time with 20 msFig.8 Microstructure of the second welding sample of outer and inner guide tube with welding tongue piece
图7为焊接压力260 N不变的情况下,焊接电流为2.60 kA和2.70 kA的金相显微组织。由图可知,薄壁导向管内外管的结合处出现了无熔核的现象,这是熔核优先在散热最差的焊舌片与导向管外管接触面区域形成,由于焊接产热的减小,导向管内外管结合面的微小间隙带来的散热提升和焊接电流的分流,导向管内外管接触面温度无法达到焊接温度区间。
图8为导向管内外管与焊舌片三层点焊第二次焊接的金相显微组织。由图中可看出,双管的内管与外管的结合处形成熔核同第一次焊接的金相结果类似。导向管内外管与焊舌片第二次焊接时,导向管内外管的间隙由第一次的单边0.15 mm增大至0.3~0.4 mm,因此需要更大的电极压力来消除内外管间隙。与第一次焊接的电极压力相比,增大了200 N,同时相应增大焊接电流,对熔核直径变化不敏感的适中电流范围增大至3.00~3.20 kA。后续燃料组件骨架采用“管中管”设计时,建议进一步消除导向管内外管的间隙,间隙减小至0.10 mm较为合适;另外,适当降低焊接压力,避免装配间隙需要靠压力来消除,消耗一部分电极压力,使实际的焊接压力降低,也可减小压痕并提高焊枪设备的使用寿命。
3 结论
1)新型燃料组件骨架,导向管外管与焊舌片单管点焊,较佳焊接工艺参数范围为焊接电流1.95~2.15 kA、焊接压力180~220 N和焊接时间20 ms;
2)导向管内外管与焊舌片点焊,第一次焊接时的焊接工艺参数范围为焊接电流2.90~3.10 kA、焊接压力260~300 N和焊接时间20 ms;第二次焊接时的焊接工艺参数范围为焊接电流3.00~3.20 kA、焊接压力460~500 N和焊接时间20 ms;
3)在薄壁管材两层或三层压力电阻焊中,焊接电流对焊点的影响大于焊接压力;焊接压力增加可增大形核的稳定性,其对熔核尺寸的影响较小;增大焊接电流和焊接压力,导向管内外管与焊舌片焊接时,导向管内管与外管的结合面处第一次焊接和第二次焊接均可形成熔核;
4)后续新型燃料组件骨架管中管设计时,建议减小导向管内外管的间隙,同时保证装配,选择间隙值为0.10 mm较为合适。