蜘蛛网格工艺在薄壁腔体加工中的应用
2020-06-23高石磊
□ 高石磊
中电科仪器仪表有限公司 山东青岛 266555
1 腔体介绍
某薄壁腔体结构经过简化处理后,正反面三维图如图1所示。

▲图1 薄壁腔体三维图
这一薄壁腔体尺寸较大,侧面及底面壁较薄,最薄处壁厚均小于1 mm,平面度要求为0.08 mm,表面粗糙度Ra要求为1.6 μm,属于典型薄壁腔体。这一薄壁腔体还存在一个较大的开口,开口上有宽度较窄、厚度较薄的三条筋。薄壁腔体材料为铝合金。
2 加工难点分析
(1) 薄壁腔体的侧壁与底面壁较薄,加工强度低,在加工过程中容易产生变形及振动,精度不容易得到保证[1]。
(2) 薄壁腔体刚性差,在切削力和夹紧力的作用下,容易产生较大的弹性变形[2],需要设计合适有效的装夹工装。
(3) 薄壁腔体具有较大的开口结构,对内应力分布产生较大影响,变形尤其严重。三条薄筋在加工时容易产生振纹,导致壁厚不均匀,精度超差,甚至可能无法成形。
3 工装设计
薄壁腔体正反面中间材料去除率较高,凹腔面积大,底面壁较薄,在加工过程中产生的切削力对底面精度的影响较大,若不采取有效的装夹措施,则很难保证腔体底面的设计尺寸。
根据薄壁腔体的结构特点,笔者设计了一种基础板夹具,如图2所示。采用一面两孔的定位方案[3],通过薄壁腔体上的销钉孔定位,采用M4螺钉固定。同时在薄壁腔体底面增加六个均布的φ10 mm工艺圆柱支撑,待薄壁腔体全部加工完成以后,再铣削掉增加的工艺圆柱。
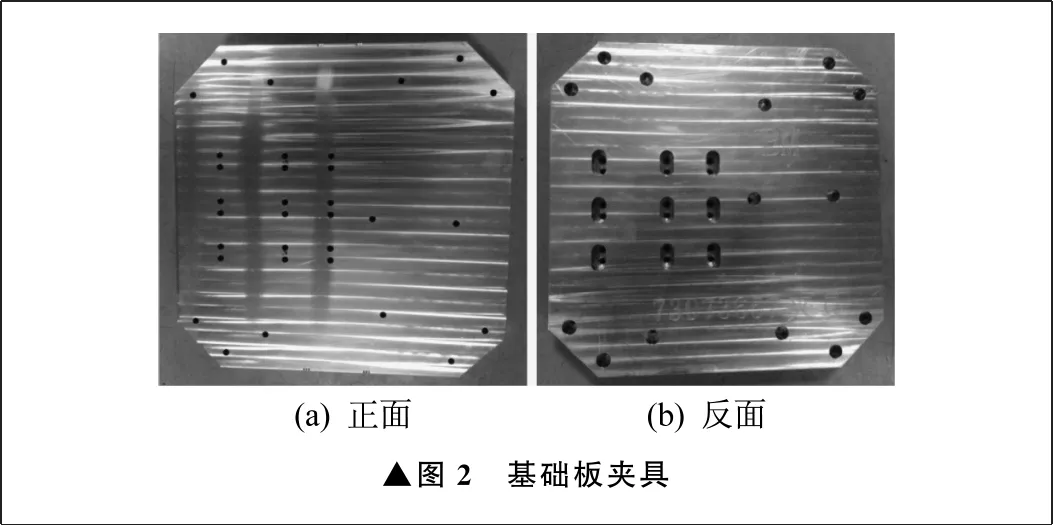
▲图2 基础板夹具
4 工艺流程设计
薄壁腔体下料为板料,采用精密虎钳装夹。粗加工薄壁腔体正反面,薄壁腔体外形及内腔表面留1 mm精加工余量。采用热处理退火,消除粗加工产生的应力,使材料晶粒重新均布稳定[4]。应用笔者设计的基础板夹具装夹,加工蜘蛛网格及工艺圆柱,再精加工薄壁腔体的正面及反面,最后精加工侧面。待薄壁腔体全部成形之后,铣削掉蜘蛛网格及工艺圆柱。薄壁腔体加工工艺流程如图3所示。
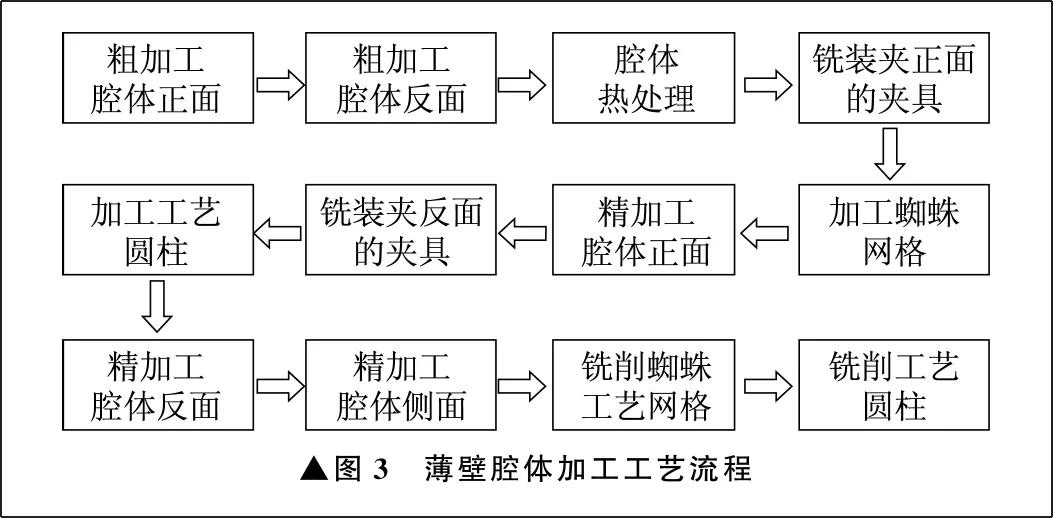
▲图3 薄壁腔体加工工艺流程
5 蜘蛛网格工艺设计
加工未封闭的大开口结构时,应用薄壁腔体自身的三条薄筋,加工纵横交叉的蜘蛛网格,提高三条薄筋加工的强度。待薄壁腔体全部成形后,再铣削掉蜘蛛网格。
蜘蛛网格工艺效果如图4所示。
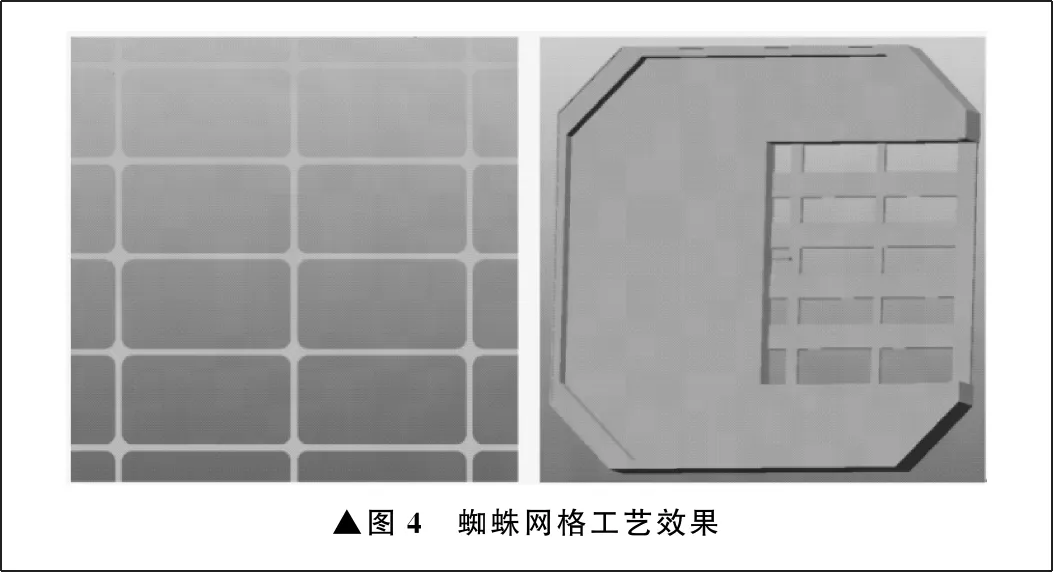
▲图4 蜘蛛网格工艺效果
6 设备选用
根据薄壁腔体的结构特点及技术要求,加工设备选用三轴高速加工中心,优点如下:
(1) 高速加工中心具有较高的铣削速度、较小的径向和轴向铣削深度,铣削力较小[5];
(2) 高速加工时,大量铣削热可以被切屑带走,薄壁腔体表面温度较低,热变形较小;
(3) 铣削速度快,切削力小[6],表面质量较好,有较高的稳定性,可以高质量地加工出薄壁腔体。
7 刀具选择
由于薄壁腔体材料为铝合金,切削去除量大,因此刀具选用大螺旋角设计的整体螺旋刃铣刀[7],提高排屑流畅性,可以防止铝屑与刀具粘结。刀具选择及对应切削参数见表1。

表1 刀具选择及对应切削参数
8 加工编程要点
高速加工的数控编程具有一定的特殊性,在下刀方式、进给方式、刀具路径等方面都和普通数控加工有很大区别。高速加工编程需要注意以下几个方面:
(1) 采用分层铣削;
(2) 避免切削速度急剧变化,在进给方向变化较大的位置加入圆弧过渡,类似于形成赛车线[8],使切削平稳;
(3) 减小铣削负荷的变化,特别注意在粗加工时不是简单地去除材料,而是要尽量控制使精加工余量均匀;
(4) 切入和切出尽量采用切向进刀[9],刀具切入材料时尽可能采用连续折线轨迹,避免刀具竖直进刀;
(5) 由于高速切削刀具转速较快,编程必须考虑高速加工刀具及夹持的几何结构,避免刀具、夹持部位与薄壁腔体发生干涉或碰撞,确保运行安全。
连续折线轨迹如图5所示。
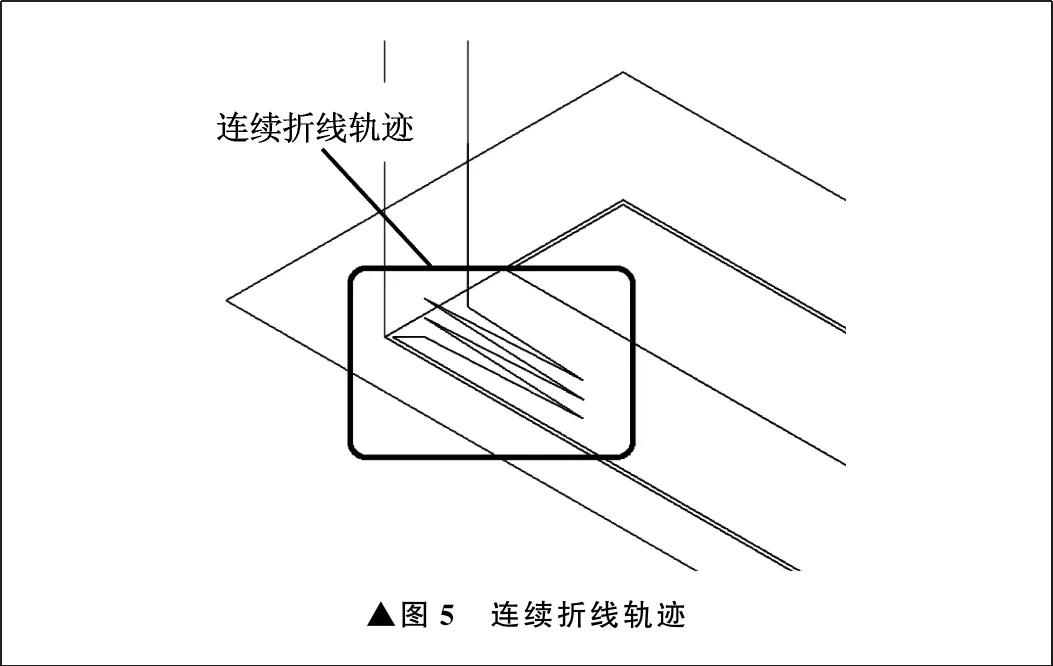
▲图5 连续折线轨迹
9 加工三维仿真
在加工程序编制完毕,正式加工之前,必须进行三维实体仿真验证。应用计算机辅助软件来生成刀具轨迹、数控程序代码,进行加工前的仿真[10]。通过仿真与图纸设计结构进行对比,对可能存在的欠切、过切及干涉等问题进行验证与检测,确认加工程序的正确性和安全性,以及加工是否符合图纸的要求,避免由于程序错误而导致的机床碰撞或刀具折断等情况发生。仿真时可以设置不同的颜色,进而显示出更加明显的加工效果。
10 三维仿真结果
采用三轴高速加工中心加工薄壁腔体的三维仿真结果如图6所示。加工仿真结果确认,所采用的加工工艺能够达到薄壁腔体图纸的设计要求。
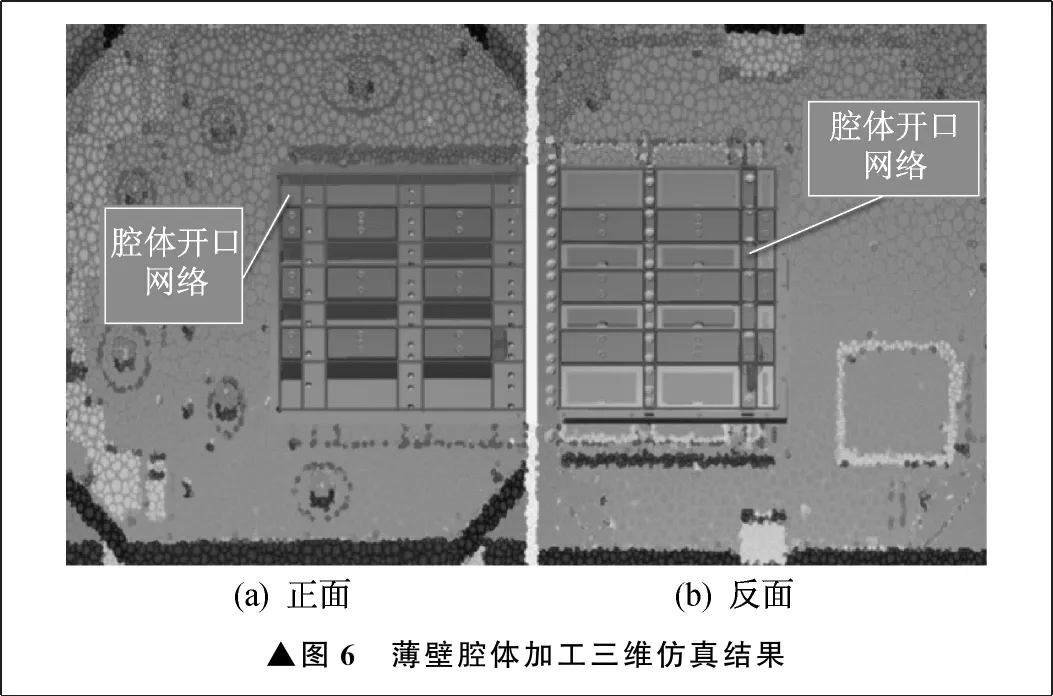
▲图6 薄壁腔体加工三维仿真结果
11 结束语
对薄壁腔体进行加工时,应根据结构特点,分析制订合理的工艺方案。在薄壁腔体的加工过程中,笔者制订了合理的加工方法和工艺流程,对薄壁腔体的切削参数进行优化,并设计了基础板夹具。针对较难成形的开口结构,采取了预先加工蜘蛛网格及工艺圆柱的方案。
通过对薄壁腔体进行加工仿真,验证了蜘蛛网格方案及整个薄壁腔体加工工艺流程的可行性,对类似薄壁腔体的加工具有参考价值。
