自动化生产线数字化工艺设计
2020-06-23□李峰□窦媛□宋文□徐阔
□ 李 峰 □ 窦 媛 □ 宋 文 □ 徐 阔
中国航发西安动力控制科技有限公司 西安 710077
1 设计背景
机械零件无论是设计选材还是加工制造,每个环节都必须达到相应的技术要求。这其中,首先需要考虑工艺设计环节,其重要性不言而喻[1]。工艺设计是连接设计与制造的桥梁,传统的工艺设计主要依托二维图纸,结合制造工艺信息管理系统,通过各种流程输出工艺卡片来指导现场工人进行加工,既缺乏形象化,又严重制约生产效率[2]。随着数字化技术的迅速发展,基于模型定义的三维数字化设计、工艺与制造已成为企业信息化的必然趋势[3]。基于模型的定义是将产品的所有与设计、工艺等相关的信息都集成在三维模型中的数字化定义方法[4],以实现三维模型产品设计、工艺设计、加工仿真、零部件装配仿真等环节的高度协同和集成,有利于构建采用数字化手段的新型产品研制支撑体系,大大缩短产品的研制周期,提升产品的质量[5]。目前,航空制造企业正处于技术快速提升阶段,应从数字化制造技术入手,通过建立单一数据源的基于模型定义的工艺模式实施与应用,达到促进航空制造企业数字化制造技术快速发展的目的[6]。
航空发动机燃油控制系统中,壳体类零件具有结构复杂、尺寸精度要求高、粗糙度值低等特点。在加工过程中,零件的加工质量对一线操作人员技能水平的依赖性很强,加工过程缺乏延续性,质量稳定性差。采用自动化生产线技术,可以实现零件产品加工过程的自动控制、故障自动诊断和处理,以及制造信息的自动采集和处理,同时可以自动控制和管理零件、刀具、工装等的运输及存储过程,适用于多品种、中小批量壳体类零件的生产[7-9]。笔者主要对壳体类零件在自动化生产线上的工艺环节进行改善,将数字化工艺设计技术应用于壳体类零件自动化生产线中,通过数字化工艺设计与自动化生产线技术的结合,提出一种适用于自动化生产线的数字化工艺设计方案。
2 生产线工艺阶段
自动化生产线的工艺阶段按照壳体类零件工艺流程与线内设备类型、加工范围等主要因素进行划分。由于壳体类零件的工艺加工主要为稳定化前加工、表面处理前加工、表面处理后加工,因此相对应的生产线工艺阶段可分为进线前工艺、线内工艺、出线后工艺三部分,如图1所示。
进线前工艺阶段主要完成壳体类零件粗基准向精加工基准转换、部分孔系大余量去除、毛坯粗加工等工作,以上工作人工干预多,技术含量较低,因此在进线前工艺阶段完成。
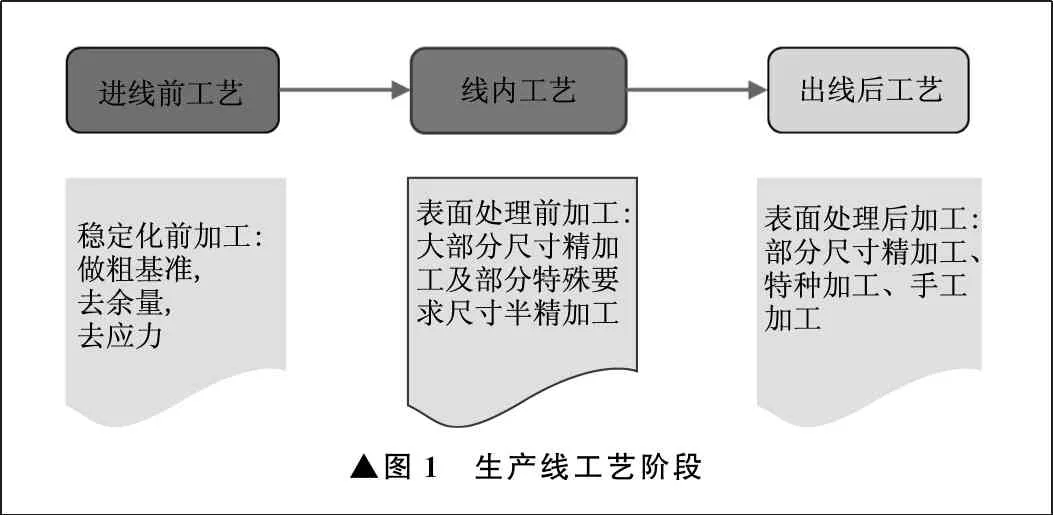
▲图1 生产线工艺阶段
线内工艺阶段工作占据壳体类零件70%以上的加工工作量,为壳体类零件加工的核心。加工过程以数控机床为主,适合线内工艺阶段完成。这一阶段内容还需要通过考虑线内设备的行程、加工空间范围等因素来进一步详细划分。
出线后工艺阶段主要完成壳体类零件氧化后需人工干预的精加工工作,以及部分线内无法进行的切削加工内容。出线后工艺阶段机械加工内容较少,以手工作业为主。
3 数字化工艺框架
根据壳体类零件加工工艺阶段的特点,自动化生产线的数字化工艺设计以线内工艺为主要目标。数字化工艺设计以模型为基础导入数据,建立零件加工工艺和数控加工工艺两大部分。零件加工工艺部分用于存储或输出工序加工内容信息和工序检验信息。数控加工工艺部分用于存储各工序计算机辅助制造程序、刀具、工装、加工顺序、节拍平衡等信息。
在产品数据管理系统中,数字化工艺结构框架如图2所示。
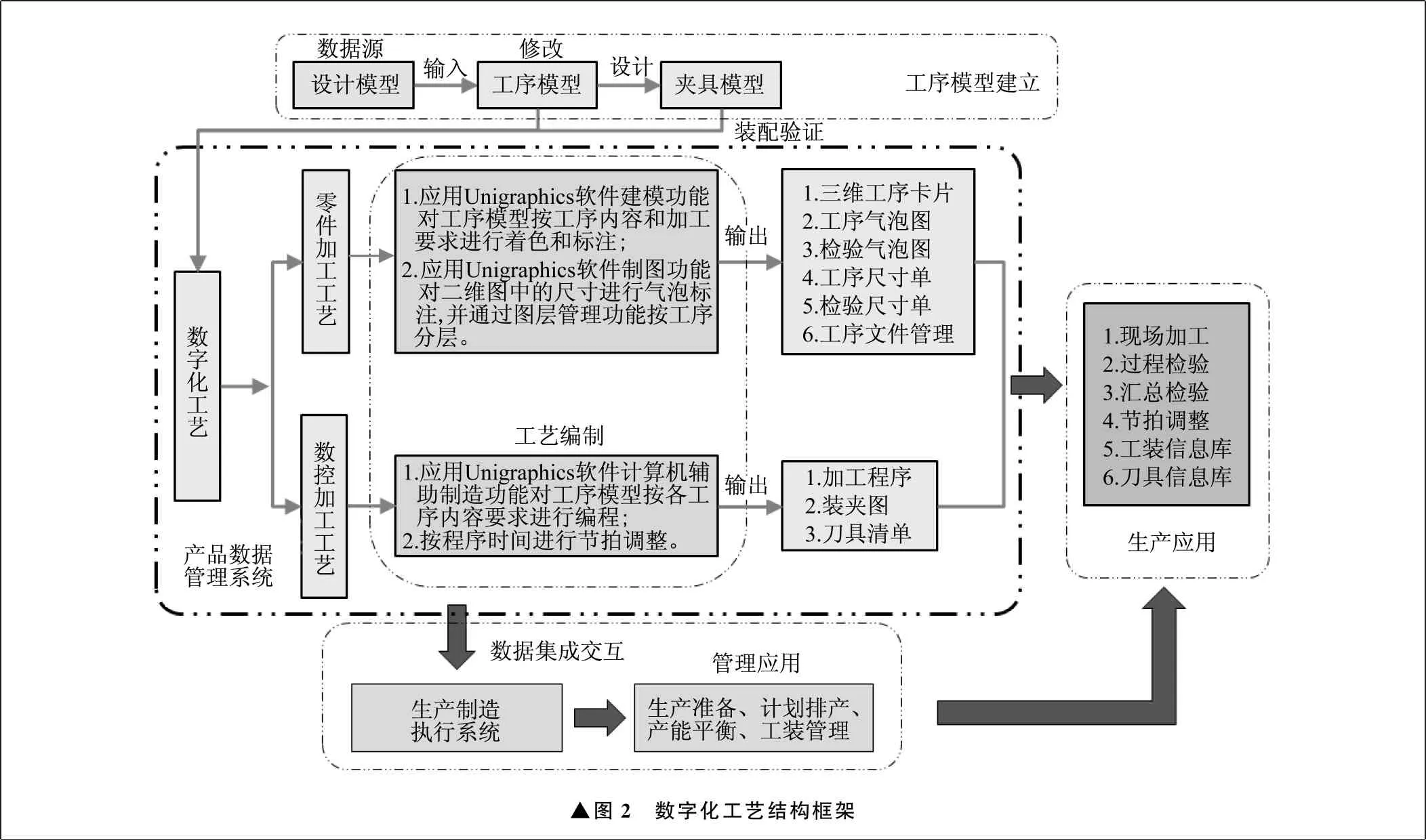
▲图2 数字化工艺结构框架
4 数字化工艺流程
数字化工艺设计流程与传统工艺设计流程的对比如图3所示。数字化工艺设计流程以三维软件为载体,内容包括总体工艺方案设计、夹具模型设计、计算机辅助制造编程、仿真验证、输出刀具清单、生产线仿真能力平衡、详细工艺设计、输出工艺文件等。
以下对数字化工艺流程的主要步骤进行介绍。
(1) 工艺方案指对零件的结构特征进行分析,结合线内设备类型及相关参数,对零件加工内容和加工姿态进行划分与确定。
(2) 编制夹具需求方案指针对零件的三维工序模型,在三维软件中按照划分好的加工内容和加工姿态进行夹具设计,同时应当考虑加工行程、避让、干涉等因素。
(3) 计算机辅助制造编程指在三维软件中按工序为零件装配对应的夹具后,应用计算机辅助制造功能进行编程。在计算机辅助制造程序编制过程中,可以使用统一的编制模板和刀具库,这样有利于刀具信息的整合及收集分析。
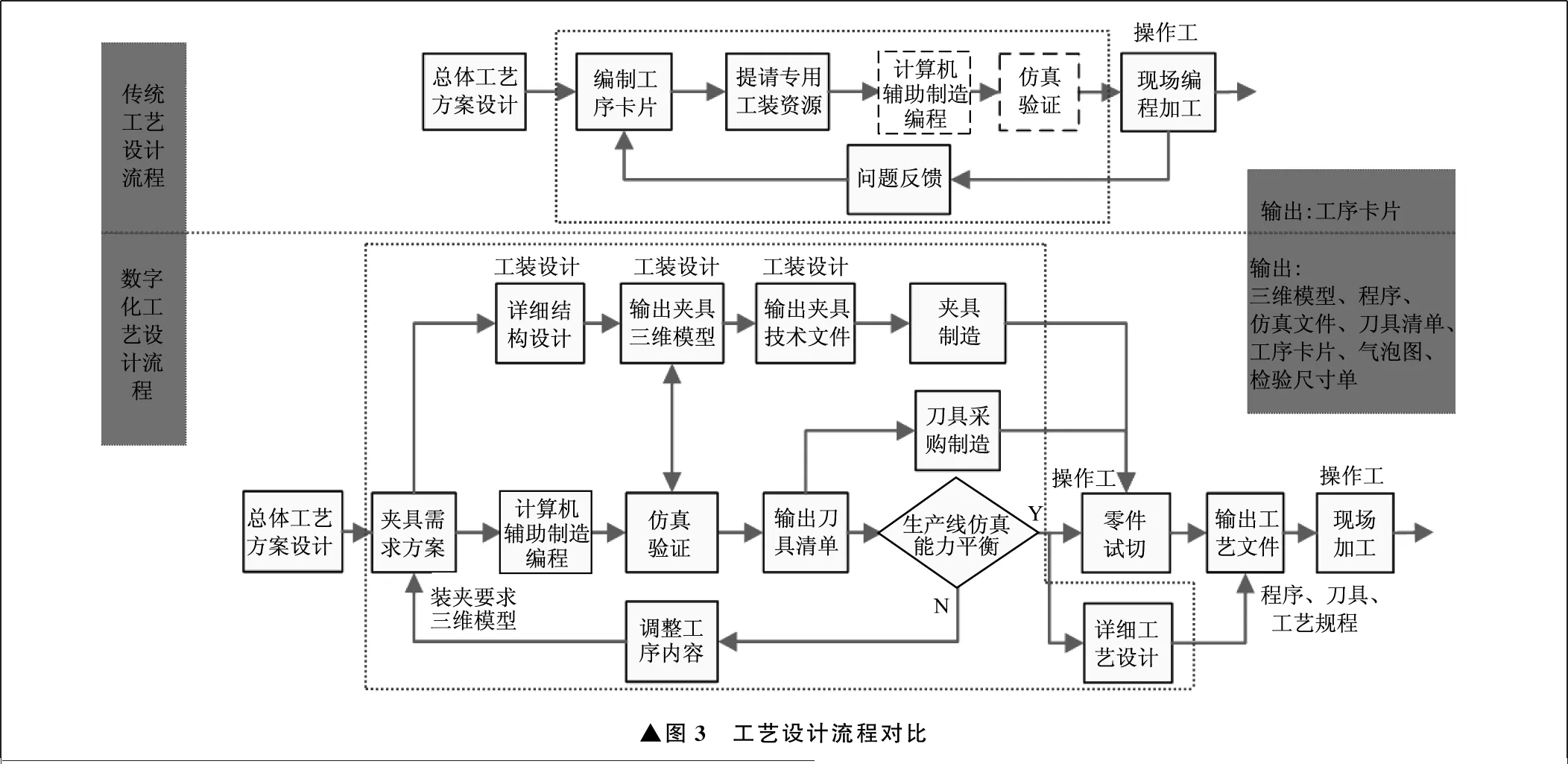
▲图3 工艺设计流程对比
(4) 仿真验证指通过仿真软件对编制的程序进行虚拟加工验证,以此来提高加工质量、加工效率和设备安全性。
(5) 输出刀具清单指在程序编制完成后对刀具信息进行整合,确定通用和专用刀具数量,并输出详细的刀具清单。
(6) 生产线仿真能力平衡指通过将刀具清单中的刀具数量与设备刀库位进行匹配,对各个机床上的刀具数量进行优化,根据优化结果再对加工内容、加工顺序、夹具方案进行调整,达到产能均衡的目的。
(7) 详细工艺设计指在调整优化的基础上,按照数字化工艺结构框架,在产品数据管理系统内编制最终的零件详细工艺。
(8) 输出工艺文件指将工艺中的程序、夹具、刀具、工艺规程、检测清单等需要在现场使用的文件,通过产品数据管理系统输出至产品制造管理系统,供生产现场使用。
5 数字化工艺编制
自动化生产线的数字化工艺编制,指对数字化工艺流程中夹具需求方案、计算机辅助制造编程、详细工艺设计、输出工艺文件环节进行具体编制。
5.1 夹具需求方案
将三维夹具模型装入零件模型后,进行静态检查,确保零件处于装夹状态时所需加工部位完全呈显出来,压紧点平衡可靠,且在后续计算机辅助制造编程中对刀具、刀柄的干涉情况进行检查。夹具与零件装配检查如图4所示。

▲图4 夹具与零件装配检查
5.2 计算机辅助制造编程
计算机辅助制造编程的原则如下:① 换装次数最少;② 换装时间间隔最长;③ 工序数量最少;④ 同一特征尽量集中在一台设备上加工完成,进而有效减少刀具数量;⑤ 同一个零件尽量集中在少数设备上加工完成,减小设备故障和异常情况对自动化生产线造成的影响。
5.3 详细工艺设计
按照设计图纸要求对所设计的三维模型进行可制造性校对,对不符合图纸要求的部位进行修改。
使用直接建模菜单与特征建模菜单对设计模型进行补充或修改建模,形成工艺需要的工序模型。建模界面如图5所示。
工序模型颜色设置规定如下:① 工序模型基色设为灰色,颜色代号为87;② 加工面颜色设为绿色,颜色代号为29;③ 基准的颜色设为红色,颜色代号为186;④ 标注内容和尺寸的颜色为黑色,颜色代号为216。

▲图5 建模界面
工序模型标注设置时,根据软件功能定制基准符号,符号定制菜单如图6所示。加工基准可使用△表示,计量基准可使用○表示,基准符号定制界面如图7所示。
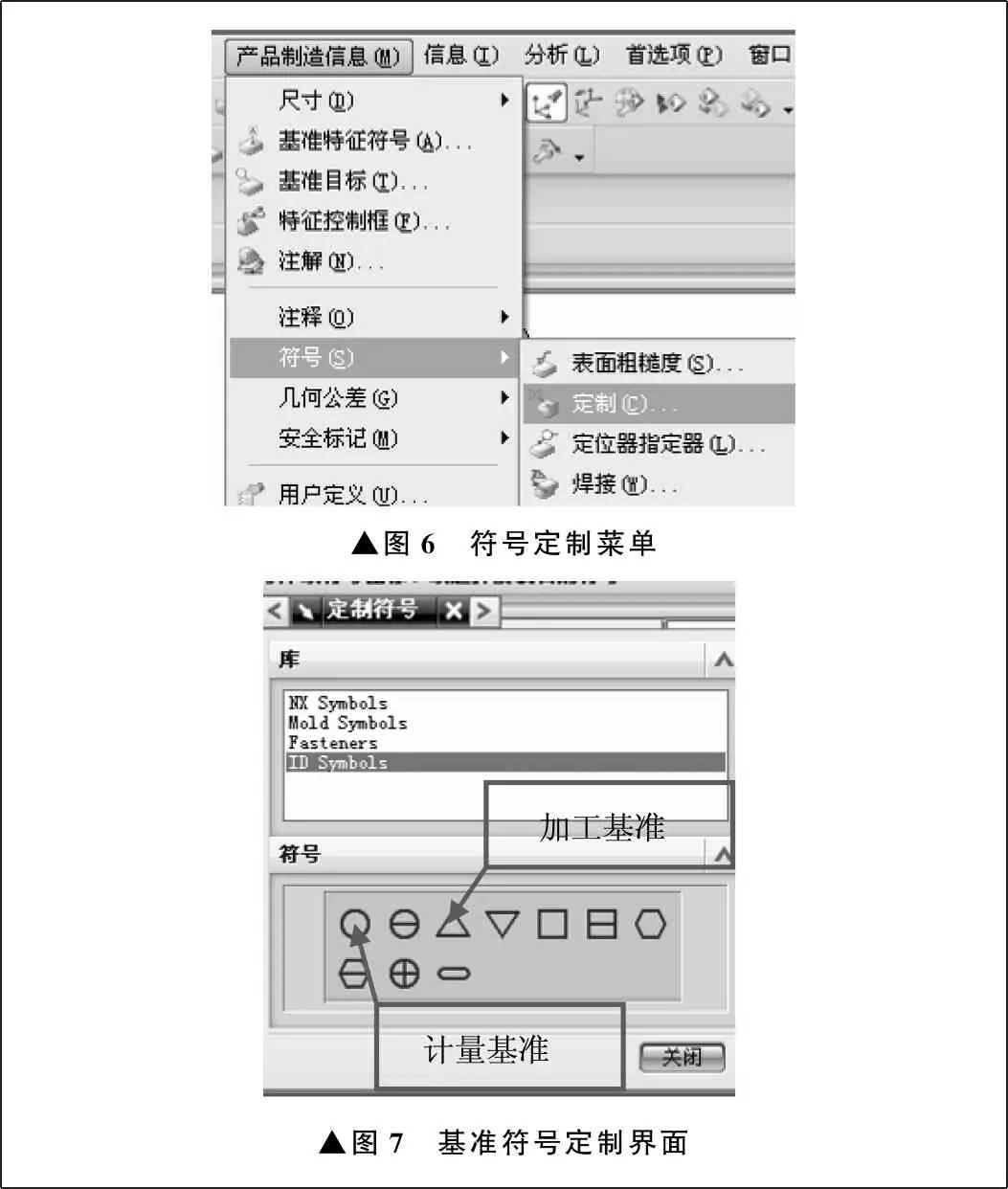
▲图6 符号定制菜单▲图7 基准符号定制界面
加工基准面、孔符号的第一位字母分别使用P、K表示,第二位按英文字母顺序进行排列表示,例如、、、……
模型视图设置时,在部件导航器中的模型视图栏中进行添加,如添加装夹视图G00、加工部位视图 G01、G02、G03……视图创建界面如图8所示。
5.4 工艺文件输出
通过对各项数据进行虚拟仿真操作后,验证可适用性、可操作性,并进行干涉检测、碰撞检测,导出工艺文件,用于指导车间生产[10]。
完整的自动化生产线数字化工艺文件应包含总工序模型、总工序气泡图、检验气泡图、刀具清单、加工程序、工序检验尺寸单、汇总检验尺寸单。其中,总工序模型和总工序气泡图为各数控工序同用。
总工序模型如图9所示。总工序模型修改完成总工序气泡图如图10所示。在三维软件的二维制图环境下,将工序模型中与加工部位相对应的尺寸做成气泡图。各工序加工内容及尺寸可按图层管理,并输出至产品数据管理系统,生成相应的二维图,再进行编辑或打印输出。
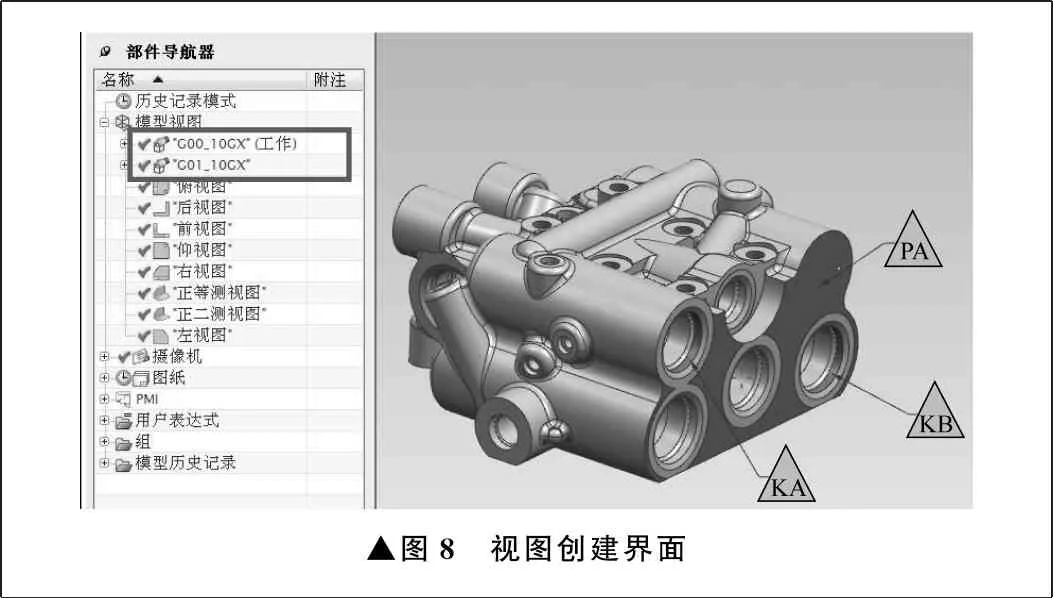
▲图8 视图创建界面
后,放至线内最后一道工序的节点下,其它工序引用后再按当道工序的加工要求进行标注。
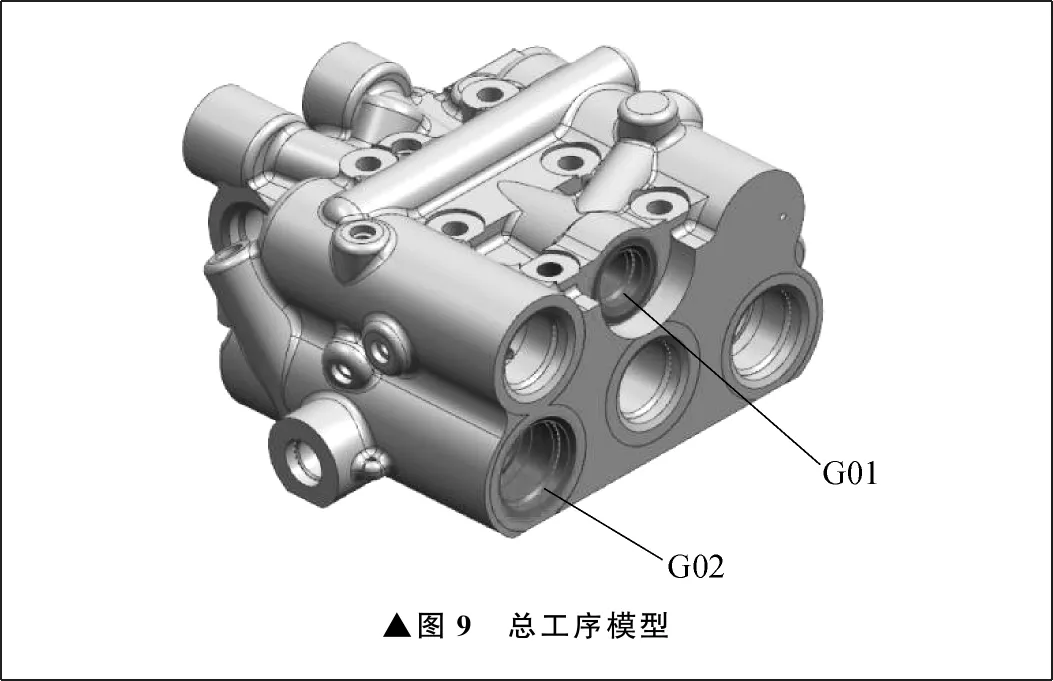
▲图9 总工序模型
对照总工序气泡图,按检验要求对图中尺寸、图形、标注、说明文字、颜色、标记属性等要素进行筛选,输出产品数据,并生成相应的二维图,再进行编辑或打印输出。
刀具清单如图11所示。对线内各零件各工序的详细刀具信息进行统计,为后续的刀具需求提请、产能平衡及现场的刀具配送提供数据支持。
工序检验尺寸单是从总工序气泡图中自动提取序号及尺寸生成的表单,如图12所示,用于每道工序加工后的尺寸检测。
汇总检验尺寸单是从检验气泡图中自动提取序号及尺寸生成的表单,如图13所示,主要用途是汇总检验尺寸。
6 结束语
笔者对典型壳体类零件加工阶段、加工流程进行深入分析,结合三维软件和产品数据管理系统的诸多功能,通过研究,设计了适用于自动化生产线的数字化工艺。

▲图10 总工序气泡图▲图11 刀具清单▲图12 工序检验尺寸单▲图13 汇总检验尺寸单
自动化生产线数字化工艺对零件、夹具、刀具、程序等各个分散的信息进行系统且有效的数字化定义,从而可以根据生产任务在生产制造执行系统中实现准确的数据信息下发,为工艺数据平台的搭建提供了有力的数据支持,同时也为自动化生产线中零件的快速换型、高效加工、过程控制、质量检测等提供了良好的工艺支持,具有推广价值。
