基于激光扫描的发动机凸轮轴盖逆向测量与建模*
2020-06-23龚海军黄仁清张梦祥谢文章
□ 龚海军 □ 周 涛 □ 李 欢 □ 黄仁清 □ 张梦祥 □ 谢文章
1.重庆交通大学 机电与车辆工程学院 重庆 400074 2.重庆机电增材制造有限公司 重庆 400074
1 研究背景
在汽车零部件产品设计前期,工程师对产品的造型设计主要采用概念设计、计算机辅助设计与制造系统、制造系统、新产品的正向设计方法。但是,对于复杂的产品,正向设计方法表现出不足,包括设计过程难度大、周期长、成本高,不利于产品的研制开发[1]。工程师无法完全预估产品在设计过程中会出现的状况,若每次都因为一些局部问题而导致整个产品设计方案推倒重来,则无论是对时间还是对成本而言,都是不可接受的[2]。逆向设计通常根据正向设计概念所产生的产品原始模型或已有产品来进行改良,通过对产生问题的模型进行直接修改、试验和分析,得到相对理想的结果,然后再基于修正后的模型或样件,通过扫描和造型等一系列方法得到最终的三维模型[3-4]。
逆向点云数据采集方法可以分为接触式和非接触式两种[5]。其中,接触式具有采集精度高等优点,但不易采集复杂零件和大密度数据;非接触式采集数据密度大,测量周期短,测量过程简单[6]。笔者以某汽车发动机凸轮轴盖零件为对象,基于法如激光三维扫描仪,通过激光扫描和点云处理重建产品的数字化模型,为产品生命周期管理过程中产品的改进、压铸模具的再设计等工程提供数据。
2 扫描原理
选用法如绝对值关节臂式激光三维扫描仪进行数据采集,其臂长为2.5 m,采用蓝色激光技术。该扫描仪测量臂具有高达75 μm的精度,可生成高分辨率点云数据,不需要涂层或靶标即可无缝扫描,操作简单,具体参数见表1。

表1 法如绝对值关节臂式激光三维扫描仪参数
法如绝对值关节臂式激光三维扫描仪是一种便携的接触式测量仪器,采用在测头上附加小型结构激光扫描头的方法来实现对工件的三维快速扫描,系统精度达2M级。这一扫描仪集接触式与非接触式方法优点于一体,对空间不同位置待测点的接触类似人手臂的运动[7-8]。与三坐标测量机相比,法如绝对值关节臂式激光三维扫描仪的测头设置更灵活。与其它光学测量系统相比,不要求测点的通视条件,对通视条件较差的测点依然有效。测量臂激光扫描基于光学三角形测量原理[9],将规则的激光投射到被测量物体表面,形成反射光信号,被空间另一侧的图像传感器吸收,根据信号的偏移,通过被测物体的平面、角度、距离等关系,按照三角几何原理反映出被测物体空间坐标。光学三角形测量原理如图1所示[10]。
若被测表面位置在激光光轴方向移动的距离为y,光斑像在探测器光敏面上的位置相应移动的距离为x,则利用相似三角形各边的比例关系,可得y和x满足关系式(1):
(1)
式中:a0为参考点处激光光斑到成像透镜物方主平面的距离;b0为光斑像到成像透镜像方主平面的距离;α为成像透镜光轴与被测表面法线之间的夹角;β为成像透镜光轴与探测器光敏面的夹角。
由于各关节间测量臂长度是固定的,因此测量臂间的转动角可以通过光栅编码度盘实时得到[11]。法如绝对值关节臂式激光三维扫描仪共有七个关节,每个关节内置位置传感器,测量转换方程式为[12-13]:
(2)

▲图1 光学三角法测量原理
式中:(xp,yp,zp)为扫描仪测头在测量空间测量点p的坐标值;h,r,li,di、αi依次为圆柱坐标系下的坐标高度、半径、测量臂长度、位置偏置量、位置扭角;θi为关节处圆编码器测得的角度。
3 零件点云数据采集
铝合金发动机凸轮轴盖零件轮廓尺寸为360 mm×160 mm×26 mm,发动机高度方向有凸起,最高凸起尺寸为44 mm。零件壁厚基本均匀,最大壁厚为5 mm。零件如图2所示。

▲图2 铝合金发动机凸轮轴盖零件
法如绝对值关节臂式激光三维扫描仪是七轴测量系统,可以无缝集成激光扫描头,适应绝大多数表面材质。因此,凸轮轴盖不需要进行任何预先处理,而可以直接进行数据采集。可按照先整体、后局部的原则采集凸轮轴盖正表面、反表面、侧面和孔等的数据。
扫描所得点云数据的精确性和完整性决定了三维模型的精度。扫描前,将零件表面的杂质、油污等清洁干净,放置于工作台上,并将法如绝对值关节臂式激光三维扫描仪稳定放置于平整质硬的地面上。数据采集时,设备底座与被扫描物体保持相对静止。激光扫描过程中,应尽量使扫描仪始终垂直于扫描表面,并保持适当的扫描速度。扫描头应保持匀速运动,避免重复扫描同一个区域。细小的孔和缝扫描时应转换角度,尽量采集完整,如确实扫描不到,应保证采集到关键特征,方便逆向建模时进行特征拟合。激光扫描完毕后,再进行三坐标测量,最终扫描所得点云数据文件存储为.asc格式文件,数据点共有2 862 744个,文件大小为166 MByte。激光扫描测量如图3所示,三坐标测量如图4所示,激光扫描点云数据如图5所示。
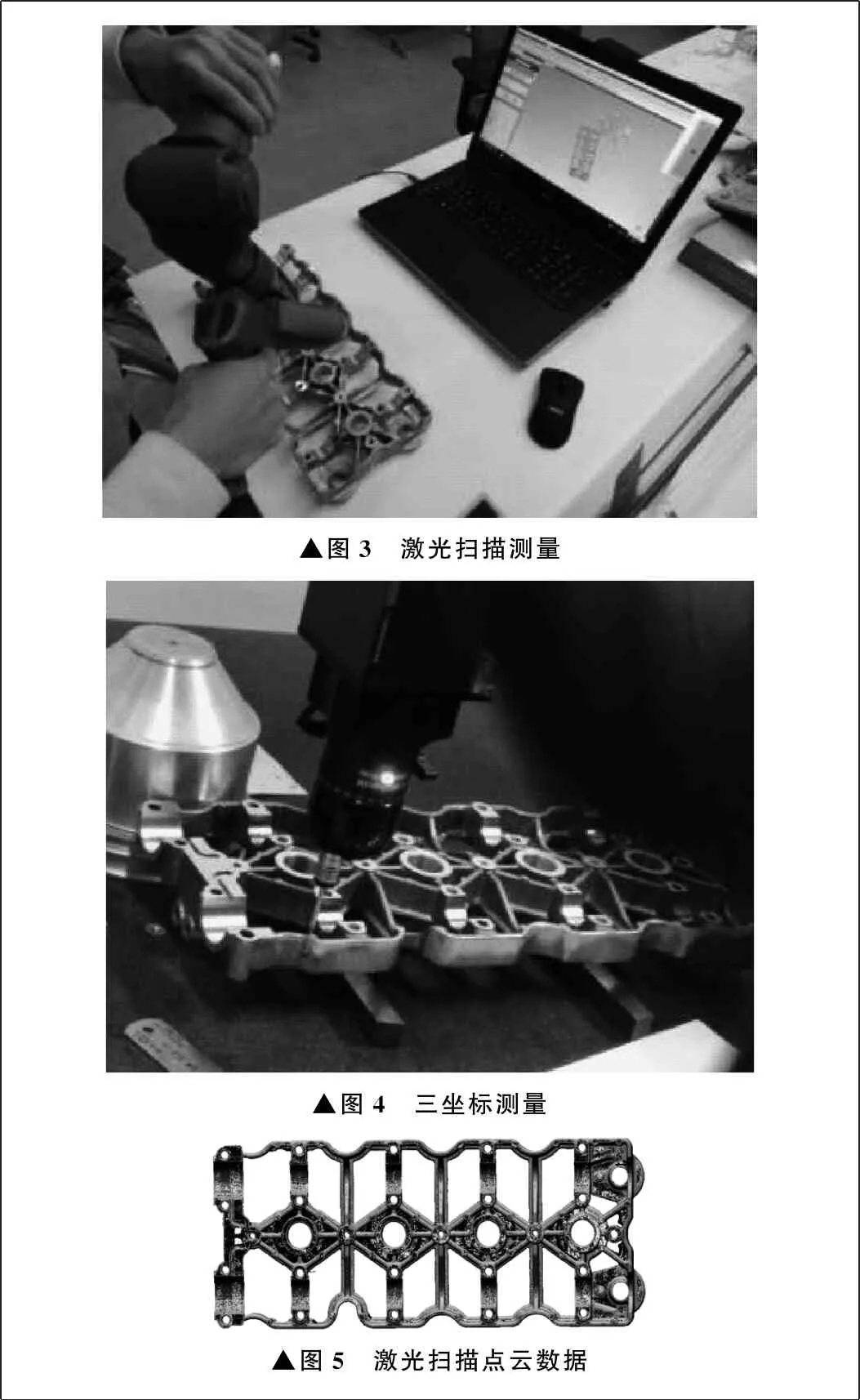
▲图3 激光扫描测量▲图4 三坐标测量▲图5 激光扫描点云数据
4 点云数据预处理
激光扫描获得的数据为散乱的点云数据,存在大量冗余数据和噪声点、异点。为提高逆向建模精度,减小数据处理量,需要分别对点云数据进行去噪和精简预处理[5]。笔者对点云数据进行弦偏差采样和去噪,使数据点减少22%。
5 逆向建模步骤
在Geomagic软件中对零件进行逆向建模,整体思路为将点云数据按零件特征进行分割,然后再按点、线、面的顺序逐步拟合和编辑[14],具体步骤如下:
(1) 导入点云数据,经杂点消除、采样、平滑后,对导入的数据进行区块划分,软件可自动识别出扫描物体的平面、圆角、自由曲面等几何特征;
(2) 追加参照平面,通过由区块划分自动提取出的特征手动对齐坐标,方便后续逆向建模;
(3) 进行面片草图设置,提取轮廓线,优化调整直线段和弧线;
(4) 通过轮廓线拉伸实体;
(5) 通过提取轮廓线、偏移、拉伸实体、布尔运算、切割、合并等操作,完成零件逆向;
(6) 进行误差分析,修正局部尺寸,输出最终的.stp格式文件。
6 模型重构
6.1 凸轮轴盖轮廓线拟合
曲线是构建曲面的基础,在逆向工程中,通常利用插值或逼近的方式拟合成样条曲线,再利用扫描、拉伸、放样等手段生成曲面。由插值方式建立的曲线,必然会通过所有测量的数据点,因此曲线与数据点的误差为零。但是,在数据量过大和存在噪声点的情况下,曲线控制点可能过多,插值结果会出现不平滑现象。逼近方式可以允许一个指定误差,并可以设定控制点数量,基于最小二乘法求出曲线与数据点之间的距离,进行控制点调整,以满足误差要求。由于零件采用激光扫描,点云数据量大,因此对于机加工装配面的轮廓曲线采用插值拟合,而对于铸造曲面的轮廓曲线则采用逼近的方式拟合曲线。对关键曲线形状、尺寸、位置进行边界定义和约束,其它曲线进行相应编辑,点云数据区域化效果如图6所示,点云数据截面轮廓如图7所示。

▲图6 点云数据区域化效果
6.2 三维模型重构
获取零件轮廓曲线后,检验曲线连续性和约束条件,并进行相应修改,确保准确还原凸轮轴盖形状。在轮廓曲线的基础上进行拉伸,然后再进行修剪、缝合、倒角等,得到凸轮轴盖三维模型。
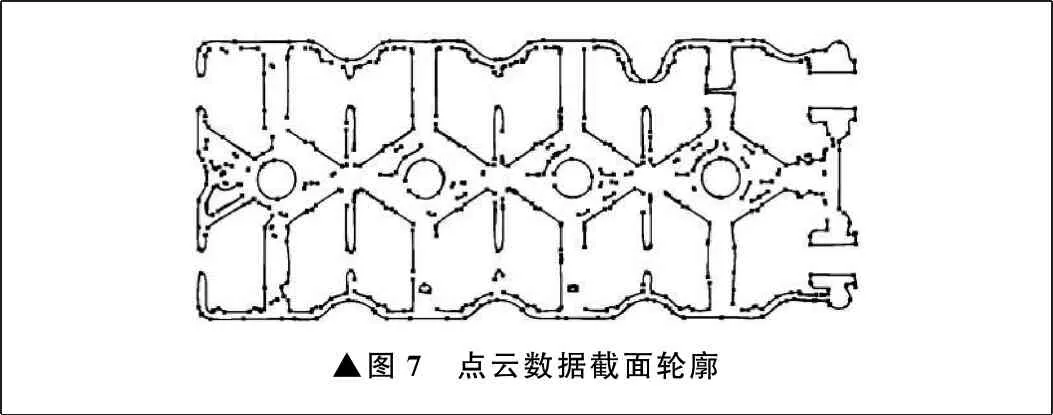
▲图7 点云数据截面轮廓
凸轮轴盖草图拉伸效果如图8所示,凸轮轴盖建模效果如图9所示。

▲图8 凸轮轴盖草图拉伸效果▲图9 凸轮轴盖建模效果
7 逆向模型精度检测与分析
将由激光扫描所得点云数据逆向重构的模型与预处理后的点云数据进行对比检验[15]。由三维分析文件可知,逆向模型与点云数据最大误差为±3.7 mm,整体误差如图10所示。由图10可见,零件中部平面加工及弧形区域整体误差较小,原因是几何特征简单,拟合曲线、平面与点云数据能很好贴合;其它区域局部逆向模型与点云数据存在相对大的误差,特别是轴孔的圆环平面与下边沿,在拉伸过程中尺寸过大。

▲图10 初次逆向模型与点云数据误差
根据初次逆向模型误差产生的原因进行相应修改,整体误差如图11所示。

▲图11 改进后逆向模型与点云误差
由图11可见,经过改进后,逆向模型与点云数据更加贴合,模型只在局部区域形成误差。特别需要指出的是,图11中模型两长边误差位置和大小具有对称性,这表明误差主要由定位引起,并非实际逆向模型不精确所致。
由逆向模型与点云数据的对比分析显示,两者平均误差最小为-0.066 mm,高于测量臂75 μm的精度,而由逆向模型与点云数据定位引起的局部最大误差为3.774 mm,主要存在于个别非加工的铸造表面,由此可以认为逆向模型与点云数据误差极小,完全符合要求。
值得注意的是,逆向建模质量的高低并非完全取决于逆向模型与点云数据的贴合程度。因为激光扫描数据及压铸产品本身会存在测量、制造、加工误差,而且逆向模型更关键的作用是还原零件原型的设计尺寸和设计思想。
笔者进行了逆向模型的精确度分析,用于反映重构模型与所测样件之间的偏差。将激光三维扫描点云数据逆向模型设置为检测对象,三坐标测量逆向模型设置为参考对象,通过最佳拟合方式对齐后进行三维比较。三维比较结果显示,检测结果的最大偏差为±0.867 mm,平均偏差为0,标准偏差为0.004 mm。重构模型偏差较大的部分基本集中在部件边角处等铸造表面,大部分装配孔及装配面的曲面精度很高。激光三维扫描与三坐标测量逆向模型三维比较如图12所示。

▲图12 激光三维扫描与三坐标测量逆向模型三维比较
一般而言,激光扫描点云数据逆向模型与三坐标测量逆向模型的关键尺寸都是在测量结果基础上圆整的。因为设计时主要几何参数多数是整数,所以这种圆整处理力求还原原始设计尺寸和思想,同时也缩小两种逆向建模结果的误差。局部非重要铸造表面的最大偏差达到±0.867 mm,原因一方面是两种测量方法都存在测量误差,另一方面是非重要区域建模时几何尺寸取舍不一。经过充分验证和迭代测试,确认重构模型精确度符合压铸类零件的工程精度要求。
8 结束语
通过法如绝对值关节臂式激光三维扫描仪对发动机凸轮轴盖采集点云数据,然后根据点云数据特征进行分割、提取轮廓线、拉伸实体、合并等操作,得到零件最终的三维模型。通过与三坐标测量模型进行对比分析,确认最大偏差为±0.867 mm,满足压铸件精度要求。结果表明,基于激光扫描的数据采集与模型重构方法为金属零件重构提供了一种准确、快速的反求方法,为验证原型产品设计意图及对产品改进、再设计提供了方便,并缩短了产品的开发周期。
