不锈钢T4003的焊接工艺性研究
2020-06-23李鹏,谢威
李 鹏,谢 威
(比亚迪汽车工业有限公司,广东 深圳 518118)
一直以来,纯电动客车车架的主流材料为高强度钢,其在结构强度和轻量化方面优势明显。但高强钢腐蚀的问题引起客车频繁出现底盘生锈现象,导致客户意见很大、维修成本高昂,也不利于企业的品牌形象。
不锈钢(比如T4003)由于具有较高的强度、良好的耐蚀性和耐磨性及较低的维修成本,在欧美、南非、澳大利亚等国家的汽车行业中普遍作为车架和车身骨架材料应用[1]。本文对欧美主流的不锈钢T4003的焊接工艺性进行分析,为后期的生产应用做好工艺储备。
1 T4003不锈钢简介
T4003为太钢集团开发的超低碳经济型铁素体不锈钢,欧洲对应牌号为1.4003,南非对应牌号为3Cr12。T4003在强度、耐蚀性、耐磨性、耐久性及维护性上具有各种合金钢的特性。此外,优良的焊接性及加工性使其在工业制造中被广泛应用。T4003不锈钢有如下优点:
1) 耐蚀性。T4003耐大气腐蚀性能优良,比一般低碳钢高250倍,不需对其进行特意防腐,表面不需涂保护层。此外,T4003抗雨水冲蚀能力也远远优于碳素钢。
2) 经济性。T4003开发成本较低,材料成本也低于奥氏体不锈钢。另外,由于T4003耐腐蚀性优良,后期维修成本较低。
3) 加工性。焊接性良好,可使用传统的焊接工艺进行焊接。且具有较高的强度、优良的塑性、韧性和成型性,硬度适中,可常规冲剪及钻孔。
4) 力学性能。T4003力学性能与SUS304、Q345B、WL610的强度等级相当。
当然,T4003不锈钢也有一些缺点:低温塑性差、缺口敏感性高、对晶间腐蚀敏感性较高[2]。
2 焊接工艺性研究
2.1 T4003自身的焊接工艺性能
首先对母材T4003的化学成分进行检验。根据EN 10088-2[3]对各主要化学元素进行成分检验,检验结果显示各化学元素实测值符合标准要求。另外,T4003的碳氮含量非常低(C+N<0.03%),使其组织状态基本上为铁素体组织,避免了大量的氮化物和碳化物在晶界沉淀,大大改善了其焊接性能[4]。
2.1.1 焊接接头力学性能检验
在焊丝匹配中,结合目前采用的奥氏体不锈钢BFS600、SUS304的生产实情,为便于后期生产,此次试验匹配了成功应用在BFS600、SUS304不锈钢上的Ф1.2_ER309L实心焊丝。
在检验方案上,将两块同样规格的钢板T4003采用对接焊接,焊机为松下MIG(带脉冲),匹配相应的保护气98%Ar+2%O2,要求单面焊一次成型,完成焊接后按标准GB/T 19869.1—2005[5]、GB/T 2651—2008[6]、GB/T 2653—2008[7]取样,再进行焊接接头的横向拉伸试验、横向弯曲试验以及金相组织分析。
从横向拉伸试验结果(表1)和横向弯曲试验结果(表2)可知,T4003钢板焊接性能良好,焊接工艺可行,屈服强度、抗拉强度和弯曲性能满足钢种条件要求。焊接后强度下降不大,可达原强度的90%以上。

表1 T4003母材及焊接接头横向拉伸试验结果
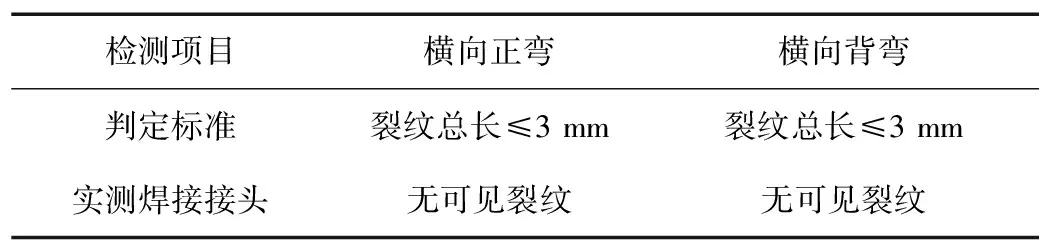
表2 T4003焊接接头横向弯曲试验结果
2.1.2 焊接接头金相组织分析
采用研究级倒置金相显微镜,对焊接接头的热影响区、熔合区、焊缝区进行金相显微组织的观察及金相照片的摄制,检测结果如下:
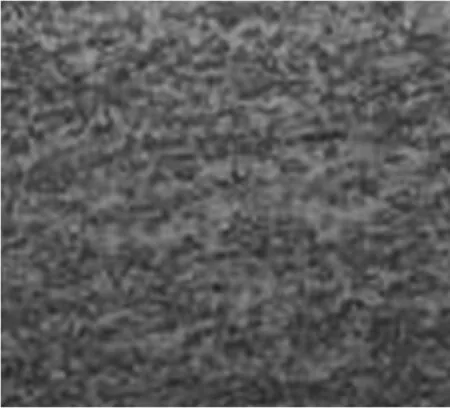
1) 母材位置显示极细铁素体,如图1(a)所示。
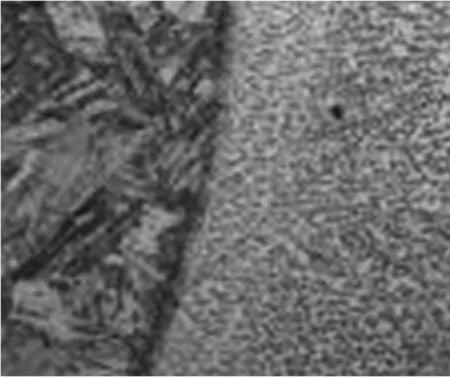
2) 热影响区位置组织状态为板条状马氏体+极少量铁素体,如图1(b)所示。
3) 熔合线位置组织状态显示左/右侧熔合线连接良好,未发现明显焊接缺陷,如图1(c)所示。
4) 焊缝位置组织状态为奥氏体+δ铁素体,如图1(d)所示。
(a) 母材200× (b) 热影响区200×
(c) 熔合线50× (d) 焊缝200×
图1 T4003焊接接头金相组织
由金相检测结果可知,焊缝接头金相未出现明显的异常现象,说明接头组织性能良好,焊接良好。
2.2 T4003与奥氏体不锈钢的焊接工艺性能
T4003为铁素体不锈钢,而目前在客车上应用的BFS600或SUS304属于奥氏体不锈钢,它们所属类型不同。根据客车实际结构,由于T4003与BFS600或与SUS304可能存在相互焊接的结构,所以其焊接工艺性也值得研究。分别对T4003与BFS600和T4003与SUS304进行焊接试验。
焊接工艺采用与2.1节相同的焊接设备、焊丝、保护气体和焊接参数。完成焊接后按照相同的标准制样并试验,焊接接头的横向拉伸试验结果见表3,横向弯曲试验结果见表4。

表3 T4003与SUS304、BFS600焊接接头横向拉伸试验结果
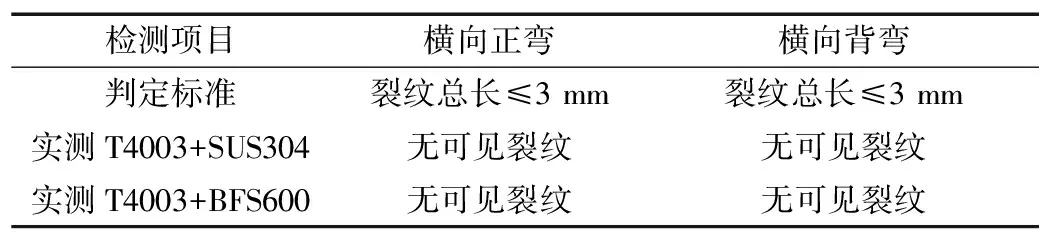
表4 T4003与SUS304、BFS600焊接接头横向弯曲试验结果
从表3和表4可知,T4003与SUS304和T4003与BFS600的焊接接头性能均良好,焊接工艺可行,拉伸强度和弯曲性能满足钢种条件要求和设计要求(在热影响区断裂的判定标准不低于母材规定最小强度的95%[8])。对焊接接头金相组织进行检测,T4003+SUS304焊接接头金相检测结果如下:
1) T4003侧组织为板条状马氏体+少量铁素体;SUS304侧为奥氏体+枝晶状、带状分布的δ铁素体,如图2(a)所示。
2) 焊缝组织状态为奥氏体+δ铁素体,如图2(b)所示。
3) 两侧熔合线连接良好,未发现明显焊接缺陷,如图2(c)和图2(d)所示。
(a) 热影响区200× (b) 焊缝200×
(c) 熔合线50× (d) 熔合线50×
图2 T4003与SUS304焊接接头金相组织
T4003+BFS600焊接接头金相检测结果如下:
1) T4003侧组织为板条状马氏体;BFS600侧为奥氏体+带状分布的δ铁素体,如图3(a)所示。
2) 焊缝组织状态为奥氏体+δ铁素体,如图3(b)所示。
3) 两侧熔合线连接良好,未发现明显焊接缺陷,如图3(c)和图3(d)所示。
(a)热影响区200× (b)焊缝200×
(c)熔合线50× (d)熔合线50×
图3 T4003与BFS600焊接接头金相组织
由金相检测结果可知,T4003与SUS304和T4003与BFS600的焊缝接头金相均未出现明显的异常现象,说明接头组织性能良好,焊接良好。
2.3 T4003与碳钢/高强钢焊接的工艺性能
T4003在客车上还可能与广泛应用的支架类材料DC01碳素结构钢和骨架类材料低合金高强度钢如WYS700相互焊接,因此,研究和分析不锈钢与碳钢的异种钢焊接技术成为企业和研究者的重点工作[9]。T4003与碳素钢或高强钢属于不同类型的钢种,并且T4003采用MIG焊接,而碳素钢或高强钢间采用MAG焊接,属于两种不同的焊接工艺。所以研究T4003与DC01、WYS700间的焊接工艺性具有重要价值,分别对T4003与DC01和T4003与WYS700进行焊接试验。
焊接工艺采用与前述相同的焊接设备、焊丝、保护气体和焊接参数。完成焊接后按照相同的标准制样并试验,焊接接头的横向拉伸试验结果、横向弯曲试验结果分别见表5和表6。
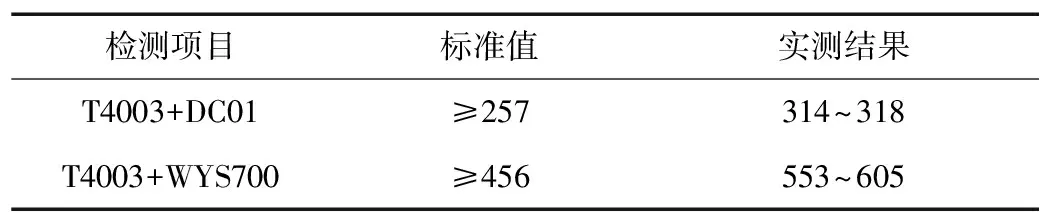
表5 T4003与DC01、WYS700焊接接头横向拉伸试验结果 MPa
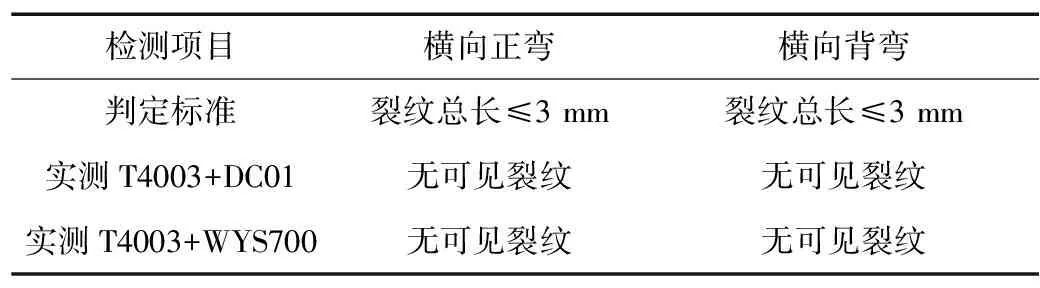
表6 T4003与DC01、WYS700焊接接头横向弯曲试验结果
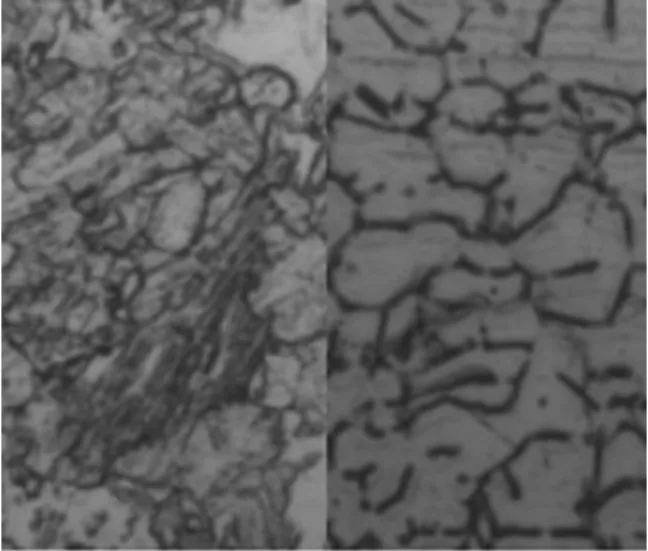
由表5和表6可知,T4003与DC01和T4003与WYS700的焊接接头性能均良好,拉伸强度、弯曲性能均满足钢种条件要求和设计要求,焊接工艺可行。对焊接接头金相组织进行检测,T4003与DC01焊接接头金相检测结果如下:
1) T4003侧组织为针状无碳贝氏体及少量块状铁素体;DC01侧为针状无碳贝氏体及少量块状铁素体,如图4(a)所示。
2) 焊缝组织状态为奥氏体+δ铁素体,如图4(b)所示。
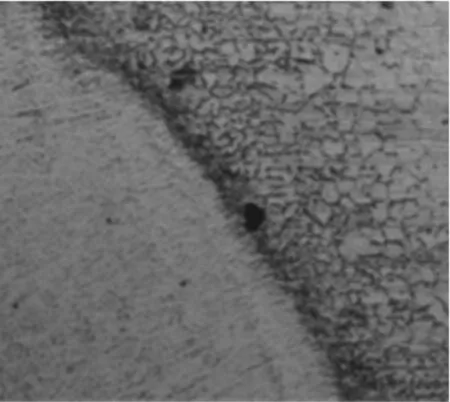
3) 两侧熔合线连接良好,未发现明显焊接缺陷,如图4(c)和图4(d)所示。

(a)热影响区200× (b)焊缝200×
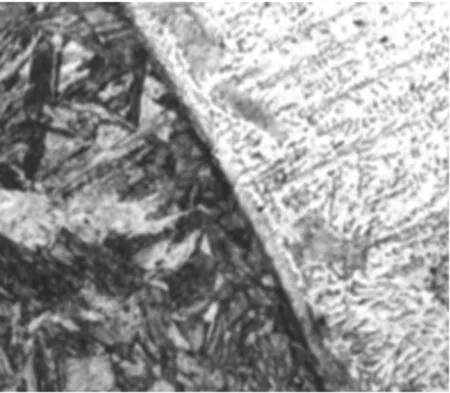
(c)熔合线50× (d)熔合线50×
图4 T4003与DC01焊接接头金相组织
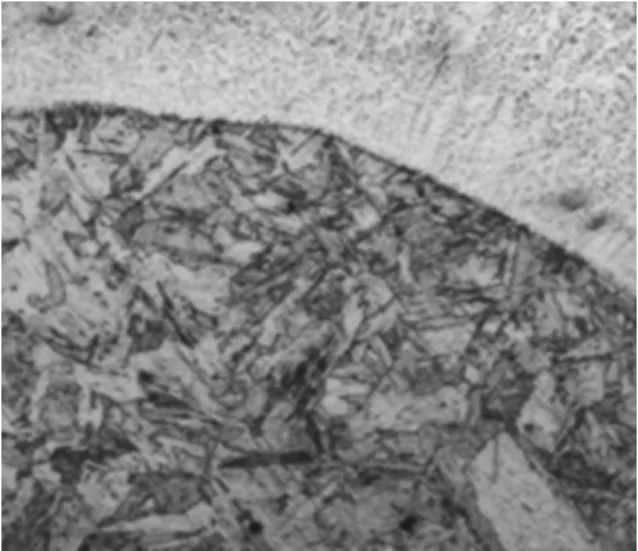
T4003与WYS700焊接接头金相检测结果如下:
1) T4003侧组织为针状铁素体,具有魏氏组织特征;WYS700侧组织为针状无碳贝氏体及少量粒状贝氏体,如图5(a)所示。
2) 焊缝组织状态为奥氏体+δ铁素体,如图5(b)所示。
3) 两侧熔合线连接良好,未发现明显焊接缺陷,如图5(c)和图5(d)所示。

(a)热影响区200× (b)焊缝200×

(c)熔合线50× (d)熔合线50×
图5 T4003与WYS700焊接接头金相组织
从金相组织检测结果可知,T4003与DC01和T4003与WYS700的焊接接头金相组织未出现明显的异常现象,说明接头组织性能良好,焊接良好。
3 结 论
T4003具有较高的强度和优良的塑性、韧性和成型性,其力学性能与SUS304、Q345B、WL610的强度等级相当。T4003焊接性优良,可与奥氏体不锈钢SUS304、BFS600进行焊接,亦可以与碳素钢DC01、高强钢WYS700进行焊接,且焊接性优良,采用现有MIG焊接设备及相关工艺可满足焊接要求。
