7075 铝合金半固态浆料制备及流变压铸工艺研究
2020-06-08康永林李静媛李谷南王继成刘爱森陈俊臣祁明凡
康永林,李静媛,李谷南,王继成,刘爱森,陈俊臣,祁明凡
(1.北京科技大学 材料科学与工程学院,北京 100083;2.珠海市润星泰电器有限公司,广东 珠海 519000;3.森特士兴集团股份有限公司,北京 100176)
高强7075 变形铝合金被认为是实现以铝代钢的重要材料之一。高强铝合金的发展与应用有利于汽车、机械、军工等领域的构件轻量化[1],但是7075铝合金由于合金化元素含量高,在凝固过程中极易产生组织粗大与成分不均匀等问题,采用普通铸造方法很难直接铸造成形完好的铸件,特别是传统压铸工艺。压铸作为一种高效率、低成本近净成形工艺,在铝合金铸件制备领域有着非常广泛应用[2],但传统压铸工艺很容易造成铸件内部产生缩孔缩松、气孔、夹杂等缺陷[3—5],因此7075 铝合金铸造特性与传统压铸工艺缺陷问题大大限制了该合金在更多领域的工程化应用。
与传统液态成形相比,半固态成形温度低,而且浆料中含有一定体积分数的非枝晶的球形或近球形初生固相,因而可显著改善成形件的组织与铸造缺陷,使成形件性能得到大幅提高[6];另外,与固态锻造相比,由于浆料具有良好流动性,使其具有成形复杂结构件的能力[7],同时在成形过程中大大降低了模具损耗,延长了模具寿命,因此半固态成形技术受到不少企业的青睐与重视。尤其是近些年来,将半固态浆料制备与压铸工艺相结合形成的流变压铸工艺展现出巨大成本优势、性能优势与效率优势,在铝合金结构件的生产领域得到广泛应用。
气冷搅拌杆(Air-cooledstirringrod,ACSR)工艺是一种先进高效的铝合金半固态浆料制备工艺,该工艺利用机械搅拌和通气强冷搅拌杆使铝合金熔体快速冷却至半固态温度区间并促进形核[8—10]。目前该工艺已结合压铸机成功实现Al-Si-Fe、Al-Si-Cu 等铸造铝合金流变压铸产业化,但该工艺针对7 系Al-Zn-Mg-Cu 高强铝合金的研究与应用仍是一片空白。
文中采用ACSR 工艺开展了7075 铝合金半固态浆料制备与流变压铸研究,探究ACSR 工艺参数(搅拌速度和搅拌时间)对7075 铝合金半固态浆料的组织影响,同时结合一款拉伸试样压铸模具,研究并比较流变压铸与传统压铸7075 铝合金的组织与拉伸性能。
1 实验
1.1 材料
实验材料为商用7075 变形铝合金,化学成分如表1 所示。采用SETARAM TGA-92 高温综合热分析仪对7075 合金进行差热分析(DSC)测定,得到7075合金的液、固相线分别为639 ℃和476 ℃。

表1 7075 铝合金的化学成分Tab.1 Chemical composition of 7075 aluminum alloy
1.2 ACSR 工艺制备半固态浆料及流变压铸
ACSR 工艺制备半固态浆料装置示意图如图1 所示。具体工艺流程为:首先,将7075 铝合金铸锭放入井式电阻炉内升温到720 ℃至完全熔化,精炼、除气和扒渣后将熔体温度调整到660 ℃;接着,舀料勺从电阻炉内舀取7075 铝合金熔体,搅拌棒深入到舀料勺内部开始对7075 铝合金熔体进行强冷均匀凝固处理,具体的ACSR 处理步骤参见文献[8—11],文中ACSR 制浆工艺参数为熔体温度为660 ℃,搅拌速度为200~800 r/min,气体流量为4 L/s,搅拌时间为15~40 s;制浆结束后,从浆料中取样水淬用于半固态组织观察;将剩余的半固态浆料倒入压铸机压室进行流变压铸,流变压铸采用力劲DCC400 冷室压铸机,具体压铸工艺参数为铸造压力为60 MPa,慢压射速度为 0.2 m/s,快压射速度为 3.0 m/s,模具温度为180 ℃,制备出的拉伸试样如图2 所示。为了对比,文中传统液态压铸的熔体浇注温度为660 ℃,压铸工艺参数与流变压铸一致。
1.3 组织观察与拉伸性能测试
7075 铝合金试样经粗磨、细磨和抛光后用keller试剂侵蚀,采用Neophot 21 型金相显微镜观察试样组织,拉伸棒的断口形貌采用ZEISS-SUPRA40 型扫描电镜进行观察,采用Image-Pro Plus 软件对初生晶粒α1-Al 的平均直径D和形状因子F进行计算,其计算见式(1)和式(2)。

图1 ACSR 工艺制备铝合金半固态浆料结构示意图Fig.1 Structure diagram of aluminum alloy semisolid slurry prepared by ACSR Process
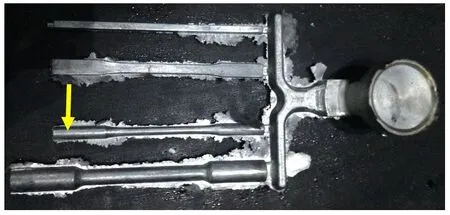
图2 7075 铝合金流变压铸拉伸试样Fig.2 Rheological die-casting tensile specimen of 7075 aluminum alloy

式中:A为晶粒面积;P为晶粒界面周长。形状因子F的平均值越接近于1,表示初生晶粒越圆整[12]。
拉伸性能测试采用拉伸试样如图2 箭头所示,拉伸测试采用 MTS810 电子万能实验机,应变速率为1 mm/min,拉伸结果取5 根拉伸试样测试平均值。
2 结果与讨论
2.1 搅拌速度对7075 铝合金半固态浆料组织的影响
浇注温度为660 ℃,空气流量为4 L/s,搅拌时间为25 s,搅拌速度为200~800 r/min 的工艺条件下制备的7075 铝合金半固态浆料显微组织见图3。图4统计了搅拌速度对7075 铝合金半固态浆料组织特征影响,可以看出,随着搅拌速度由200 r/min 提高到800 r/min,α1-Al 的晶粒尺寸由97 μm 细化到51 μm,形状因子由0.51 提升到0.83。这是因为搅拌速度的大小关系到7075 铝合金熔体的对流强度,影响半固态浆料制备过程中各物理场的变化,搅拌速度增大,合金熔体的对流换热作用增强,熔体内热量和物质混合越充分,熔体内部温度差和浓度差减小,晶粒在短时间内处于一个各向温度差和浓度差较小的范围,抑制其择优生长,有利于初生晶粒各个方向均匀生长,但搅拌速度也不是越高越好,过高的搅拌速度会导致浆料内部过多卷气,因此在保证浆料内部卷气量少的情况下,提高搅拌速度对半固态浆料组织的改善是有利的。
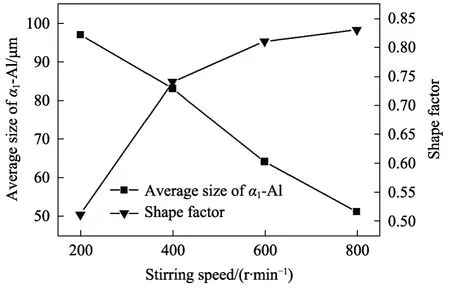
图4 搅拌速度对7075 铝合金半固态浆料中的α1-Al 晶粒特征影响Fig.4 Effect of stirring speed on the grain characteristics of α1-Alin in 7075 aluminum alloy semisolid slurry
2.2 搅拌时间对7075 铝合金半固态浆料组织的影响
浇注温度为660 ℃,空气流量为4 L/s,搅拌速度为800 r/min,搅拌时间为15~40 s 的工艺条件下制备的7075 铝合金半固态浆料显微组织见图5。图6统计了不同搅拌时间下7075 铝合金半固态浆料组织特征,可以看出,随着搅拌时间由15 s 增加到25 s,α1-Al 的平均晶粒尺寸减小,圆整度提高;随着搅拌时间继续延长,α1-Al 晶粒尺寸有所增大且圆整度基本不变。这是由于在一定范围内延长搅拌时间(15~25 s)可提高熔体形核率,搅拌引起的强制对流促使晶核更多地分散于整个熔体,熔体的温度场和成分场也越均匀,初生晶粒各向等轴生长,且晶粒受到机械搅拌和碰撞摩擦的几率增大,有利于晶粒磨圆与球化,但是在ACSR 工艺制浆过程中,熔体内部主要晶核来源是在舀料勺内壁及搅拌杆外壁产生的大量晶核及气冷搅拌产生的晶粒增殖。当搅拌时间超过25 s后,晶核的数量与分散程度以及半固态浆料内部的成分场和温度场的均匀性难以继续提高,且随着搅拌时间的继续延长,合金熔体不断冷却凝固,初生相会有一定程度的长大。
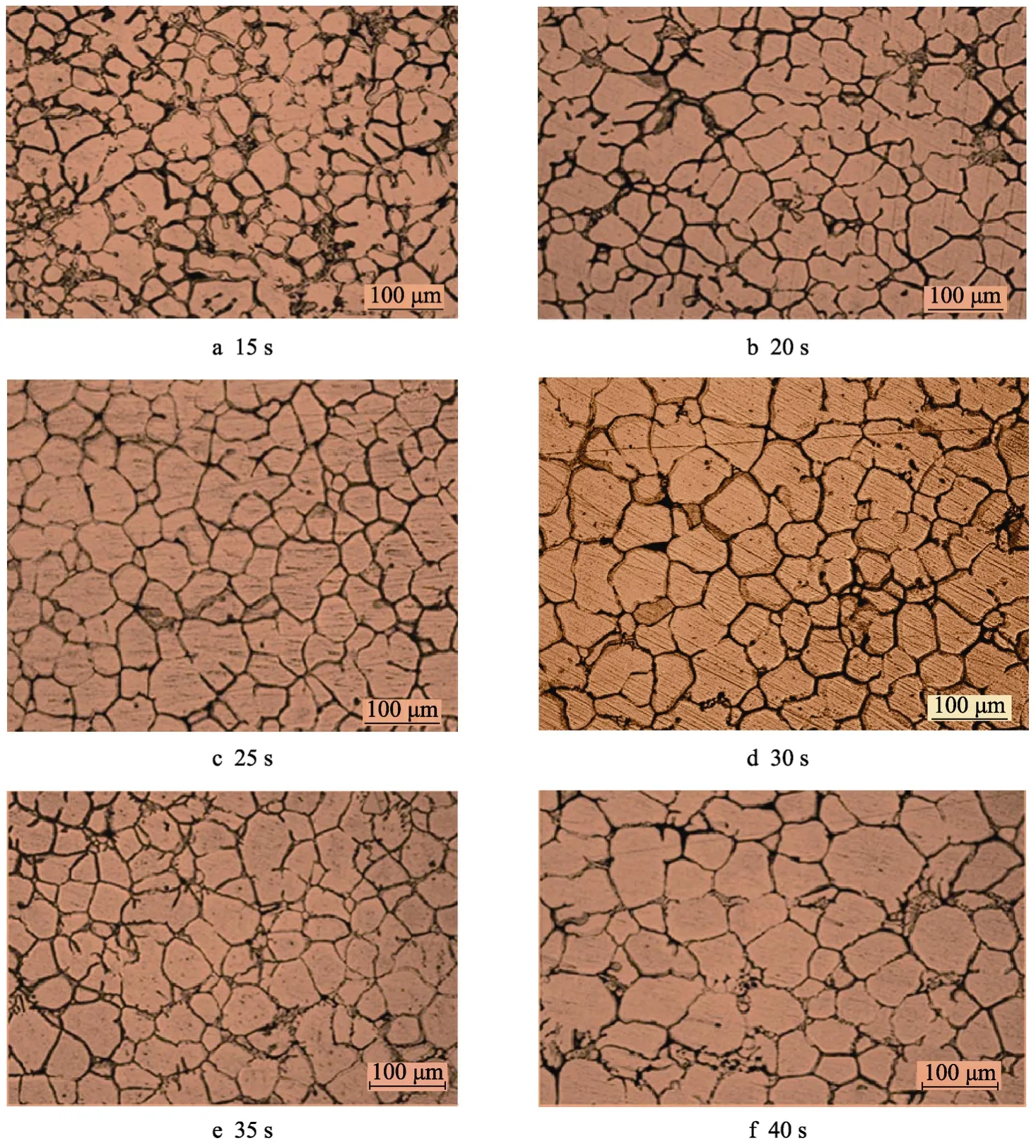
图5 搅拌时间对7075 铝合金半固态浆料显微组织的影响Fig.5 Effect of stirring time on the microstructure of 7075 aluminum alloy semisolid slurry
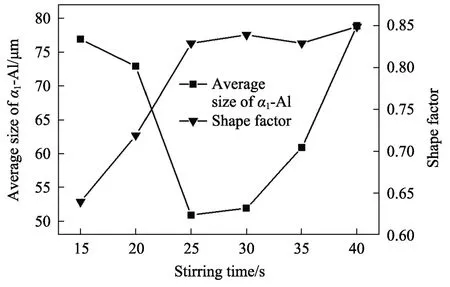
图6 搅拌时间对7075 铝合金半固态浆料中的α1-Al 晶粒特征影响Fig.6 Effect of stirring time on the grain characteristics of α1-Alin in7075 aluminum alloy semisolid slurry
2.3 流变压铸和传统压铸7075 铝合金组织比较
传统压铸与流变压铸7075 铝合金的金相组织如图7 所示,可以看出,传统压铸7075 铝合金组织中α-Al 为粗大枝晶,如图7a 所示;流变压铸合金中存在大量细球形α1-Al,如图7b 所示。对于传统压铸,由于局部过冷作用,熔体首先在压室内壁上形核,随熔体流动,晶核进入熔体内部,一部分被过热熔体重新熔化,另一部分则存活下来并逐渐长大,受过冷度梯度影响,这些晶核长大为树枝晶,且分布不均匀。对于ACSR 流变压铸工艺,机械搅拌及气体强冷的协同作用使熔体快速降温到液相线温度以下,依靠舀料勺内壁和搅拌杆外壁为基底的非均匀形核需要的稳定形核能小,易产生大量稳定晶核。由于搅拌作用,这些晶核无法形成稳定的凝固壳,在冲刷作用下游离到熔体内部,为熔体结晶出细小圆整的非枝晶初生相准备条件。根据生长动力学计算,认为初生晶粒球状生长的条件是[13]:

式中:Rг为初生晶粒以球形方式长大的临界半径;λS和λL分别为固相和液相合金的热导率;R*为初生晶粒的临界半径。处于过冷状态下的熔体中会有部分晶核在舀料勺内壁和搅拌杆上以树枝晶的形式长大;然而,由于ACSR 处理的合金熔体处于动态凝固,且具有局部相对均匀的成分场和浓度场,从而抑制枝晶择优生长;此外,在表面能作用下,游离枝晶以缩小表面积的趋势生长,逐渐趋于球形[14]。
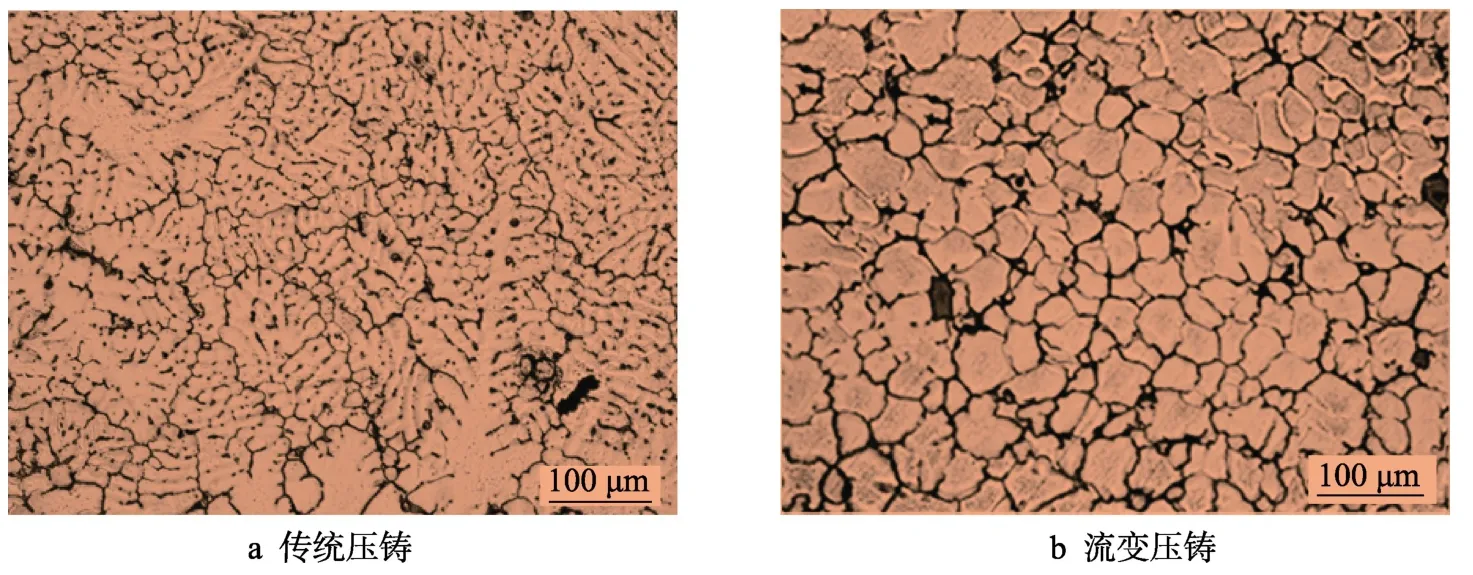
图7 不同压铸方法下的7075 铝合金金相组织Fig.7 Metallographic microstructures of 7075 aluminum alloy by different die-casting processes
铸态下7075 铝合金传统压铸与流变压铸的SEM图如图8 所示,可以看出,传统压铸和流变压铸7075铝合金中的强化相T(AlZnMgCu)的分布状态有着很大差异。T(AlZnMgCu)相是7075 铝合金熔体凝固时在晶界处析出,T 相在晶界处分布较多,由于传统压铸晶粒为粗大树枝晶,因而在枝晶臂间也有部分T 相析出,另外,成形时的压力作用会导致部分树枝晶具有一定的方向性,进而引起枝晶臂间的T 相分布具有一定方向性,这对铸件的性能有较大影响[15]。对于流变压铸,由于浆料中的初生固相细化圆整,因此其凝固是各方向均匀进行,所以T 相最后在晶界处较为均匀析出,从而相互连接形成网状骨架,强化铝合金基体。
2.4 流变压铸和传统压铸7075 铝合金拉伸性能比较
表2 为铸态与T6 热处理后传统压铸与流变压铸7075 铝合金力学性能的对比。可见,传统压铸7075铝合金无论强度还是伸长率,无论是否经过T6 热处理,均不及流变压铸7075 铝合金。铸态的7075 铝合金ACSR 流变压铸试样,其抗拉强度为351 MPa,屈服强度为254 MPa 和伸长率为3.9%,经过T6 热处理后,其抗拉强度、屈服强度和伸长率分别可达547 MPa、494 MPa 和3.2%,伸长率有所降低,但抗拉强度和屈服强度显著提高,表明ACSR 流变压铸工艺制备的流变压铸合金可通过后续热处理来大大提高其力学性能。另外,同传统液态压铸7075 铝合金相比,铸态下流变压铸合金的抗拉强度、屈服强度和伸长率分别提高了20%,10%,117%,T6 状态下流变压铸合金的抗拉强度、屈服强度和伸长率分别提高了10%,7%,113%,因此可得出ACSR 流变压铸成形7075 铝合金相比于传统压铸成形有着明显的优势。

图8 不同压铸方法下7075 铝合金SEM 图Fig.8 SEM images of 7075 aluminum alloy by different die-casting processes
传统压铸与流变压铸7075 铝合金在拉伸性能方面表现出的巨大差异,主要是由铸件的显微组织结构形貌决定的,而其组织结构形貌的差异,主要由于二者凝固与结晶的方式不同造成。首先,传统压铸合金的晶粒尺寸远远大于流变压铸合金;其次,较高的浇注温度会造成金属熔体紊流充型、凝固时易产生缩松缩孔等缺陷并加重7075 铝合金的热裂倾向[16];另外,流变压铸7075 铝合金中的T(AlZnMgCu)相均匀分布在α-Al 晶粒的晶界处,且相连形成网状,强化基体,从而提升7075 铝合金力学性能。
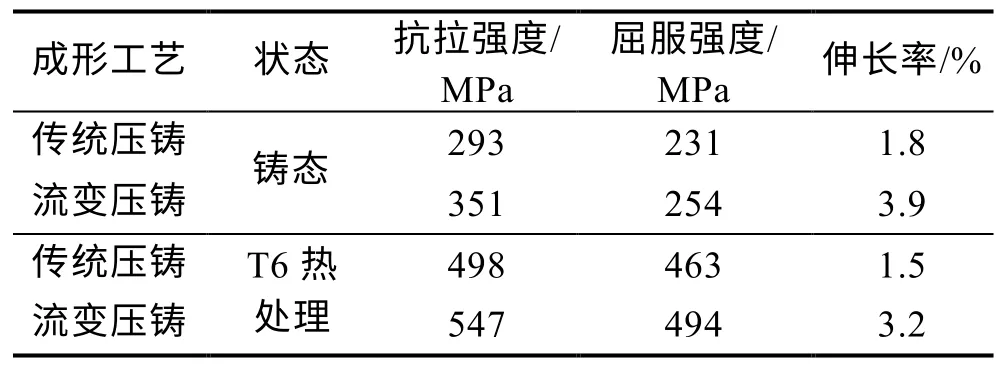
表2 传统压铸与流变压铸7075 铝合金拉伸性能Tab.2 Tensile properties of 7075 aluminum alloy by traditional die-casting and rheological die-casting processes
图9 为T6 热处理后传统压铸与流变压铸7075铝合金的拉伸断口形貌。传统压铸断口中出现微裂纹和孔洞缺陷,且存在较多解理面,几乎观察不到韧窝的存在(见图9a),表现出典型的脆性断裂特征。流变压铸断口中含有大量的撕裂棱和少量解理面,局部出现大量细小韧窝(见图9b),其断裂模式为局部塑性断裂。
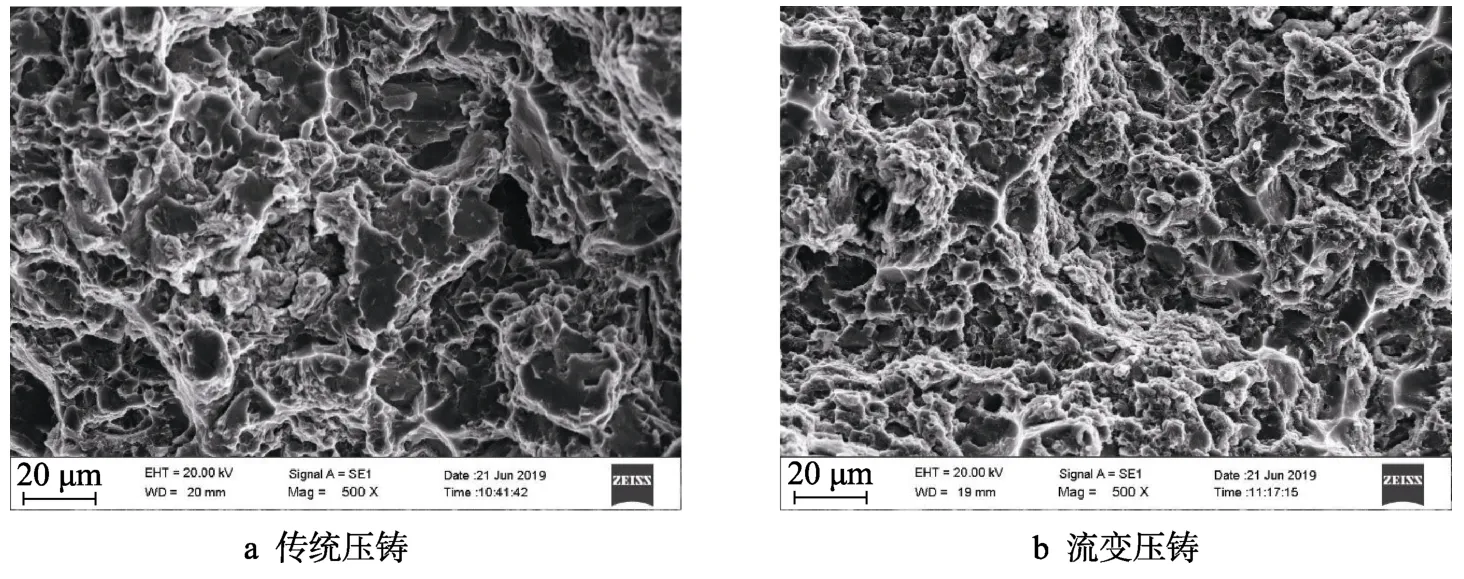
图9 不同压铸方法下7075 铝合金拉伸断口形貌Fig.9 Fracture morphologies of 7075aluminum alloy tensile specimens by different die-casting processes
3 结论
1)对于ACSR 工艺制备7075 铝合金半固态浆料,增大搅拌速度有利于α1-Al 晶粒的细化与球化,搅拌速度为800 r/min 时,α1-Al 的平均尺寸和形状因子分别为51 μm 和0.83。
2)随着ACSR 制浆工艺搅拌时间延长,α1-Al的平均晶粒尺寸先减小后增大,形状因子先逐渐增大后基本保持不变。
3)与传统压铸7075 铝合金相比,ACSR 流变压铸合金组织细小、圆整且均匀;同时,ACSR 流变压铸合金具有更高的拉伸性能,T6 热处理后,其抗拉强度、屈服强度和伸长率分别为547 MPa、494 MPa和3.2%。
