6061 铝合金搅拌摩擦焊工艺窗口的研究
2020-06-08谭飞黄慧玲牛文涛张昊陈玉华黄永德
谭飞,黄慧玲,牛文涛,张昊,陈玉华,黄永德
(1.中国航发南方工业有限公司,湖南 株洲 412000;2.南昌航空大学 江西省航空构件成形与连接重点实验室,南昌 330000;3.上海汽车集团股份有限公司乘用车福建分公司,福建 宁德 352000)
铝合金由于其熔点低、热导率高、线膨胀系数大等特点,在熔焊时易形成气孔、裂纹等缺陷,降低接头性能,从而限制了铝合金焊接在工程生产中的应用[1—2],而搅拌摩擦焊由于其具有方便连接同种和异种材料等优点,逐渐成为解决铝合金焊接困难问题的主要手段[3—4]。在铝合金搅拌摩擦焊中,材料处于塑性流动状态,而搅拌头对材料的机械搅拌也解决了铝合金与氧亲和力大,易生成氧化膜等问题。选择适当的工艺参数,对提高生产效率和接头强度起着重要作用。杨明鄂[5]用试验分析了工艺参数的选择对所得接头拉伸强度的影响,认为焊接速度与搅拌头转速会影响接头质量;张津[6]等通过分析轴肩直径对显微硬度的影响规律发现,轴肩尺寸的变化对接头性能也有较大影响。在焊接过程中,由于轴肩与工件摩擦产热,搅拌头下方材料的塑性流动、相互作用力等都会随着温度的变化而变化,单一固定参数值无法准确确定对接头性能的影响,因而选择合适的轴肩尺寸,综合工艺参数的交互作用,建立适当的工艺窗口,确定合适的工艺参数范围,是提高焊接接头性能的关键所在,对推动铝合金搅拌摩擦焊的发展起重要作用。
1 试验
采用的试验材料为 250 mm×80 mm×5 mm 的6061-T6 铝合金板材,其化学成分如表1 所示[7]。

表1 6061-T6 铝合金板材化学成分Fig.1 Chemical composition of 6061-T6 aluminium alloy plate
试验使用了3 种不同直径(9,12,15 mm)的搅拌头,搅拌头材料为定向凝固GH4169 轴肩,属于直线内凹型,且轴肩表面开有螺线型花纹,搅拌头具体参数如图1 所示。轴肩的螺线形开槽设计增加了轴肩对塑性金属的包拢效果与对材料驱动能力[7]。

图1 试验所用搅拌头尺寸Fig.1 Size of the mixing head used in the test
试验所用焊接设备,是由X53K 立式铣床改装而成的搅拌摩擦焊机,焊接时,搅拌头倾角为0°,轴肩压入工件深度为0.2 mm,预热时间为10 s[7],由于搅拌头的旋转速度以及焊接过程中搅拌头的行进速度会影响焊接过程中的产热,进而影响材料的塑性流动以及接头拉伸强度,为了确定合适的工艺范围,设定了不同的转速及焊接速度进行焊接试验。采用3 种转速(750,1180,1500 r/min)及3 种焊接速度(95,190,300 mm/min)组合进行焊接。焊后在焊缝中部区域截取拉伸试样,试样尺寸如图2 所示。
接头组织观察采用奥林巴斯金相显微镜,采用UTM 电子万能拉伸机测试接头拉伸性能,加载速度为2 mm/min,使用410MVD 数显显微维氏硬度计对接头显微硬度分布进行测试,加载载荷为100 N,保持时间为10 s。
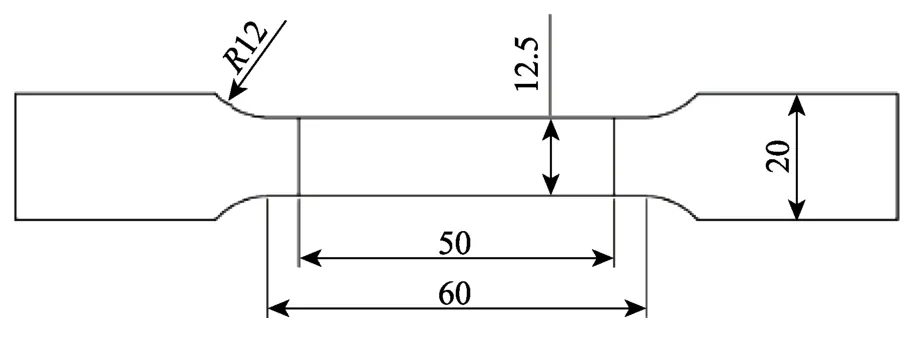
图2 拉伸试样尺寸Fig.2 Size of tensile sample
2 结果与分析
2.1 横截面形貌
不同轴肩直径及焊接参数下,6061-T6 铝合金无倾角搅拌摩擦焊接头横截面形貌如图3—5 所示。可以看出,在试验所定的参数范围内,当轴肩尺寸较大时,接头组织致密,没有出现明显的焊接缺陷,当轴肩尺寸为9 mm,在较低的搅拌头转速与较高的焊接速度下,焊缝的底部出现了隧道缺陷,如图5c 所示。当轴肩尺寸为9 mm 时,材料的流动趋势与热影响区面积均变小,母材向焊缝过渡的界线也变得明显。分析认为,当轴肩尺寸小,搅拌头转速低,焊接速度大时,焊接热输入低,金属塑性程度低,材料受热循环作用不足,且搅拌头转速低,对焊缝金属的机械搅拌作用也随之降低,故材料的流动趋势与热影响区面积均变小,此时金属流动性能差,不足以充分填充在搅拌头后侧形成的空腔,因此形成了隧道、孔洞等缺陷[8]。
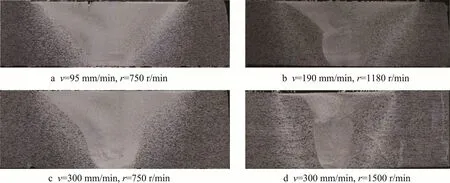
图3 轴肩直径为15 mm 的焊接接头横截面形貌Fig.3 Cross-section morphology of welded joint with shaft shoulder diameter of 15 mm
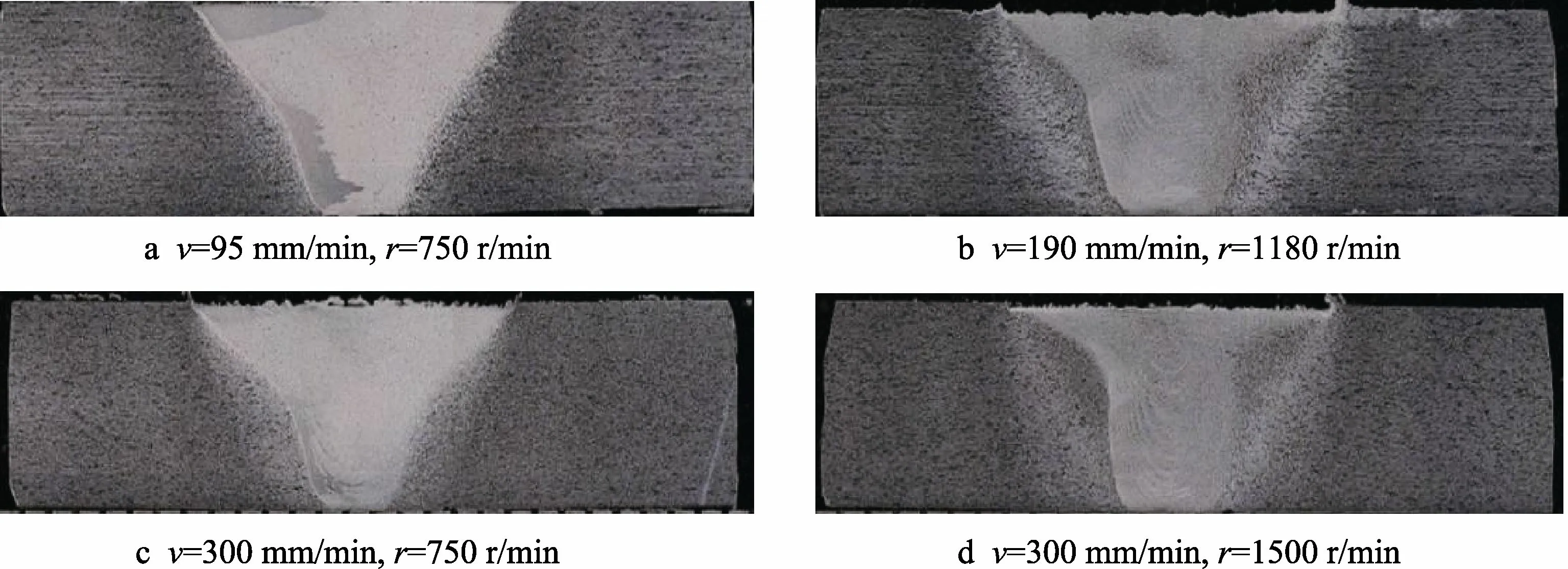
图4 轴肩直径为12 mm 的焊接接头横截面形貌Fig.4 Cross-section morphology of welded joint with shaft shoulder diameter of 12 mm

图5 轴肩直径为9 mm 的焊接接头横截面形貌Fig.5 Cross-section morphology of welded joint with shaft shoulder diameter of 9 mm
2.2 拉伸强度
图6 为3 种轴肩尺寸搅拌头在不同行进速度下,所得焊接接头的拉伸强度变化,可以看出,当搅拌头行进速度不断增大时,3 种轴肩尺寸所得接头的拉伸强度也随之增大,而在其余工艺参数都相同时,轴肩尺寸越小,接头拉伸强度越高,其最高值为227.44 MPa,为9 mm 轴肩所得接头,占母材强度的75.22%;相同的焊接条件下,直径为12 mm 与15 mm的轴肩所对应的接头拉伸强度相对较小,12 mm 的轴肩接头拉伸强度值为218.34 MPa,12 mm 的轴肩接头拉伸强度为212.26 MPa,分别占母材强度的72.21%和70.19%[7],分析认为,采用9 mm 轴肩焊接时,轴肩与工件材料有效摩擦面积小,产生的焊接热输入随之减少,塑性金属材料软化程度不足,材料抗力提高,接头强度随之提高[9]。
2.3 显微组织

图6 不同轴肩尺寸所得接头拉伸强度Fig.6 Tensile strength of joints with different shaft shoulder sizes
图7 焊缝前进侧微观组织Fig.7 Microstructure of the welding side
图7 为一定焊接参数下,不同轴肩尺寸焊接所得接头微观组织。从图7 可以看出,当轴肩尺寸为15 mm和12 mm 时,材料的流动趋势明显,晶粒呈细长状,热影响区面积相对较大;当轴肩尺寸为9 mm 时,材料的流动趋势减弱,晶粒无明显变形,热影响区的面积也相对减小。分析认为,当轴肩尺寸减小时,轴肩与工件的有效摩擦面积减小,焊接热输入低,搅拌头周围塑性金属流动不充分,材料软化程度低,变形抗力提高,所以晶粒没有出现明显的变形,而所受焊接热循环作用也相对减小[7]。
搅拌头转速与焊接速度一定,焊核区显微组织形貌见图8,经过测量及由图8 可知,随着轴肩尺寸的减小,晶粒出现明显的细化,当轴肩尺寸为15 mm时,焊核区晶粒尺寸为22.21 μm,轴肩直径为12 mm时焊核区晶粒尺寸为15.14 μm,轴肩直径为9 mm 时焊核区晶粒尺寸最小为9.77 μm[7]。
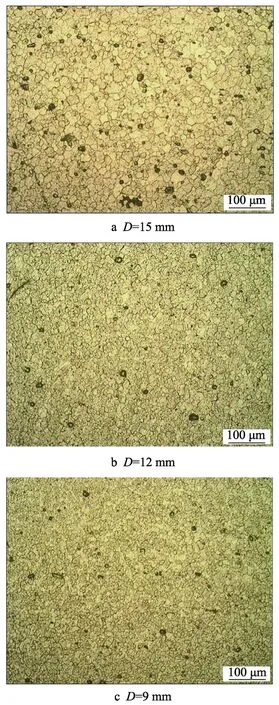
图8 焊核区显微组织Fig.8 Microstructure of the weld nugget
分析认为,搅拌头的不停旋转搅拌使焊核区的金属材料发生了晶粒破碎,随后在焊接热循环的作用下发生动态再结晶。当轴肩尺寸为15 mm 时,轴肩与工件有效摩擦面积大,产热多,过量的焊接热输入使晶粒发生长大现象[12—13],所以15 mm 对应晶粒尺寸要大于12 mm 对应的晶粒尺寸。当轴肩尺寸为9 mm时,焊接热输入最低,晶粒被打碎后没有足够的热输入发生晶粒长大,所以此时晶粒尺寸最小。
2.4 工艺窗口的建立

图9 本次试验工艺窗口Fig.9 Process window of this experiment
图9 为不同轴肩尺寸下,6061-T6 铝合金搅拌摩擦焊工艺窗口,其建立标准为接头拉伸强度占母材拉伸强度的70%以上[7]。从图9 可以看出,轴肩尺寸为9 mm 焊接所得工艺窗口面积最大,且形状与其他两种尺寸轴肩不同,为了更加准确地分析轴肩尺寸对搅拌摩擦焊工艺参数选择的影响,可在现有的工艺参数范围基础上,对完整的6061 铝合金搅拌摩擦焊工艺窗口进行推测。
图10 为两种不同型号铝合金的搅拌摩擦焊工艺窗口[14—15],综合图10a 和b 以及本次试验所得工艺窗口可以预测,完整的6061 铝合金搅拌摩擦焊工艺窗口形状应为多边形,与9 mm 轴肩所对应的工艺窗口形状更为接近。图11 为推测的3 种轴肩尺寸所对应的完整工艺窗口的范围[7]。由图11 可知,当轴肩尺寸为9 mm 时,工艺窗口面积最大,且有向低焊接速度以及高搅拌头转速扩展的趋势,可选择的焊接参数范围最大,而12 mm 的轴肩工艺窗口面积最小,可选择的工艺参数范围也就最小。
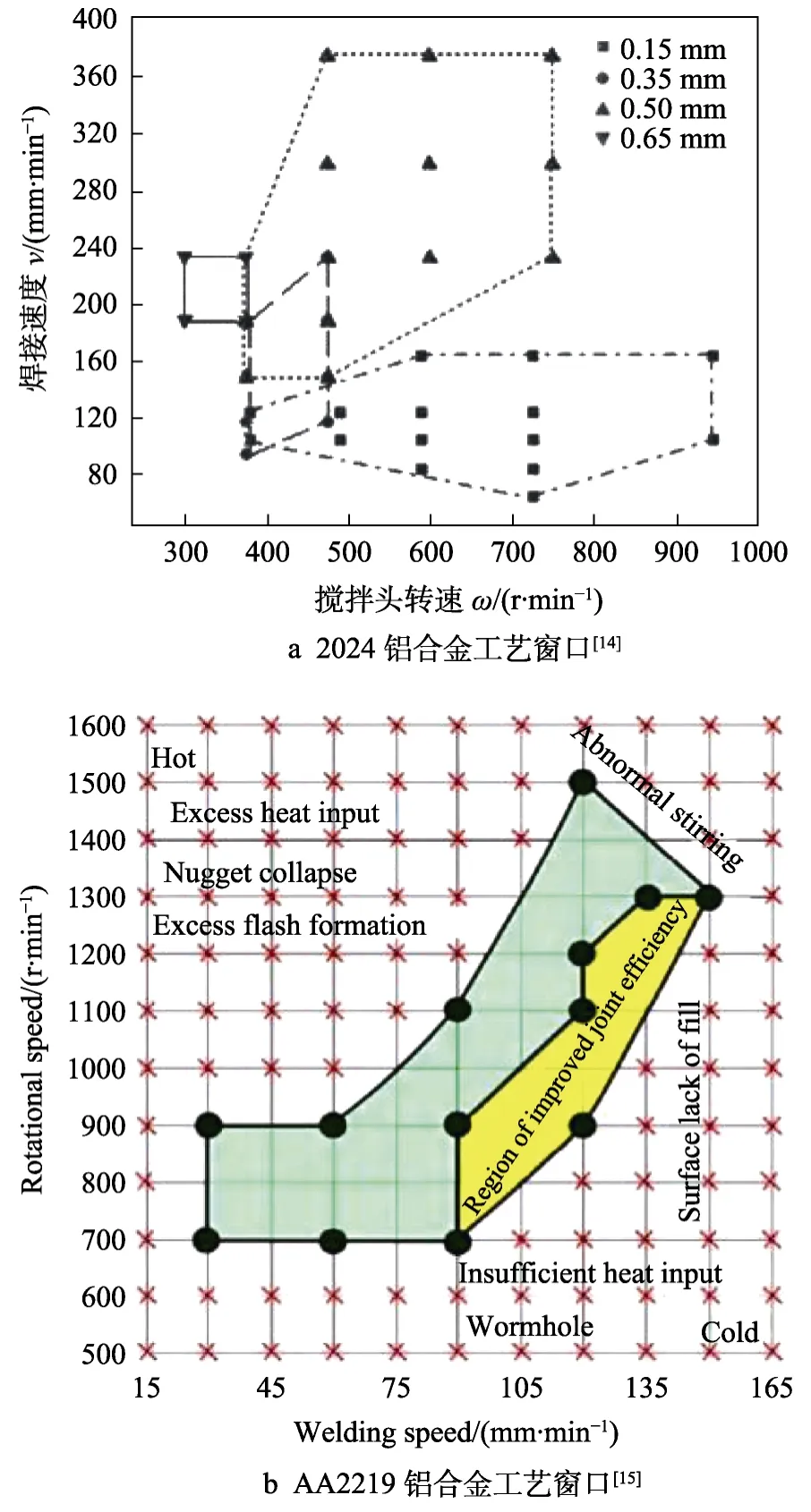
图10 FSW 工艺窗口Fig.10 Process window of FSW
分析认为,当轴肩直径增大时,轴肩与工件有效摩擦面积增大,焊接热输入增多,过量的焊接热输入会使接头软化,降低接头的力学性能,所以12 mm与15 mm 的轴肩均无法选择较低的焊接速度与较高的搅拌头转速,其工艺窗口形状也无法向此方向延展。当焊接速度增大时,轴肩尺寸越小,对于搅拌头内塑性金属的包拢效果就越差,从而造成焊接缺陷,所以,3 种轴肩尺寸中,12 mm 轴肩工艺窗口面积最小,可选择工艺参数范围也最小。采用9 mm 轴肩进行焊接时,由于轴肩尺寸小,轴肩与工件的有效摩擦面积小,焊接热输入低,所以9 mm 的轴肩相对其他两种轴肩,选择更低的焊接速度与更高的搅拌头速度,仍可以保持合理的焊接热输入,从而保证并提高接头的力学性能,所以9 mm 轴肩所对应工艺窗口面积最大,可选工艺参数范围最大[16—17]。

图11 不同轴肩尺寸的完整工艺窗口预测[7]Fig.11 Prediction of complete process window for different shaft shoulder sizes
3 结论
1)当轴肩尺寸减小,在较高的搅拌头行进速度以及较低的搅拌头旋转速度下,焊接热输入不足,焊缝底部容易出现缺陷。
2)随着轴肩尺寸的减小,接头拉伸强度升高。当r=1500 r/min,v=300 mm/min,轴肩尺寸为9 mm时,所得接头拉伸强度最高,最高值为227.44 MPa。
3)采用9 mm 尺寸的轴肩进行焊接时,热输入减小,材料塑化程度不够,变形抗力提升,焊核区晶粒组织明显细化。焊核区晶粒尺寸为9.77 μm。
4)3 种轴肩尺寸对应的工艺窗口面积都比较大,当轴肩尺寸为9 mm 时,工艺窗口面积最大,且有向低焊接速度与高搅拌头速度扩展的趋势。
