低温条件下55Q轻轨断裂原因分析及生产工艺改进
2020-06-05供稿张万庆李秋京张毅军李坤
供稿|张万庆,李秋京,张毅军,李坤 /
内容导读
唐钢中型线在冬季0~20 ℃低温条件下生产55Q材质轻轨时矫直和加工断裂率高达15%。本文从轻轨轧后冷却速率、化学成分、金相组织、夹杂物等方面进行了分析,确定了轻轨断裂的主要原因为轧后冷却速率过快、化学成分C含量较高、受夹杂物的影响及磕碰损伤。通过在成品轧机与冷床之间的输送窄辊道上安装保温罩、优化55Q化学成分、严格控制夹杂物的数量和等级、对冷床收集槽进行改造等生产工艺改进,轻轨断裂率由15%降低至0.02%以下。
唐钢中型线生产的55Q材质轻轨为中碳钢,C质量分数为0.50%~0.60%。由于C含量较高,降低了轻轨的塑性和韧性,冬季低温条件下生产时矫直和加工断裂率高达15%以上,用户提出的断裂质量异议较多,而且在产品使用过程中存在着严重的安全隐患。因此,在每年冬季取暖期唐钢中型线无法进行轻轨生产,严重影响了中型线轻轨产品的市场占有率和产品创效能力。本文对轻轨断裂原因进行了全面分析,并有针对性地进行了生产工艺优化,成功地解决了中型线低温条件下55Q材质轻轨生产断裂率偏高的问题。
轻轨断裂原因分析
轧后冷却速率
中型线冬季生产55Q材质轻轨时,终轧温度约为800~900 ℃,上冷床温度约为550~650 ℃。对终轧温度和上冷床温度进行测量,结果表明轻轨在精轧机出口到上冷床前平均冷却速度约为2.48 ℃/s,期间温度范围约为550~800 ℃,发生奥氏体向铁素体和珠光体转变,由于没有任何缓冷设施,冷速过快,热应力不均,珠光体片层间距较小,脆性增加。
化学成分
对55Q 30 kg/m轻轨断裂部位进行取样,检验结果见表1。该试样C含量偏高,达到国标上限,而且与精炼站出站样成分碳含量偏差较大,说明在精炼站取完出站样至浇注完成过程中存在钢水增碳情况,其他元素含量均在标准范围之内。
显微组织
对55Q 30 kg/m 轻轨断裂部位进行金相组织检测,其显微组织形态主要为网状铁素体+珠光体(图1)。图1(a)边部存在轻微脱碳现象,为轧制过程中轧件表面脱碳所致,属于正常现象;图1(b)中部存在屈氏体等过冷组织。

表1 断裂轻轨化学成分(质量分数,%)
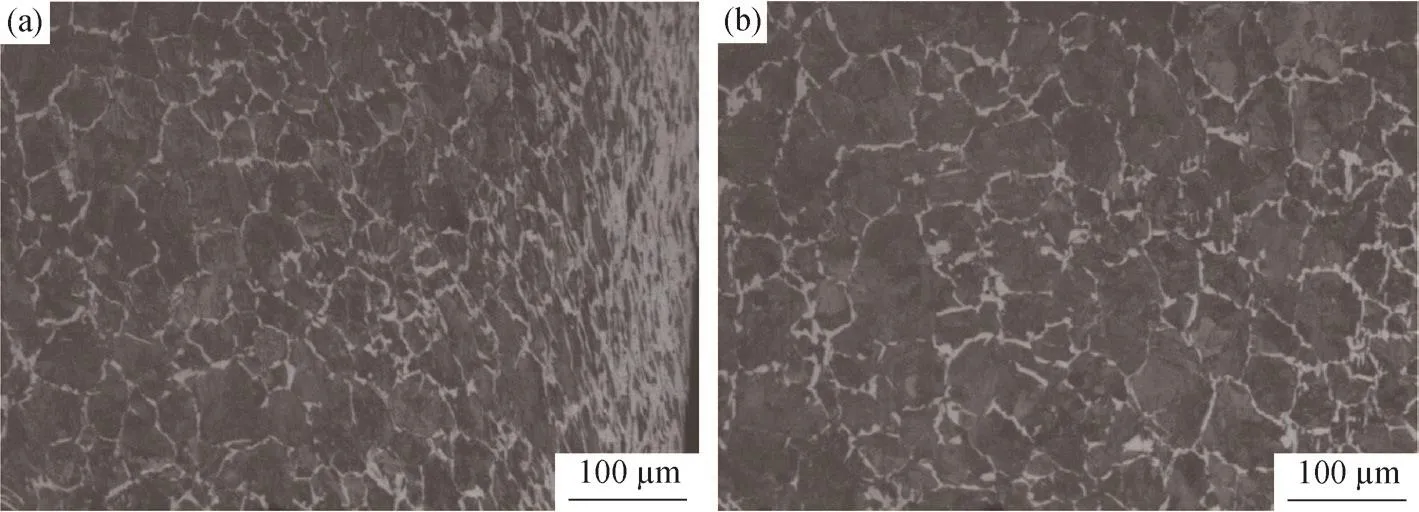
图1 55Q 30 kg/m轻轨断裂部位金相组织
夹杂物
对55Q 30kg/m轻轨断裂部位取样,进行夹杂物检测,发现该断裂部位存在C类夹杂物,级别达到2.5~3.0级,对轻轨的韧性影响较大,见图2。

图2 轻轨断裂部位夹杂物
电镜分析
对轻轨断裂部位进行SEM分析,结果显示该轻轨断裂部位存在着Si、Mg、O的夹杂物(图3),其中O质量分数为57.81%,Mg为 13.92%,Si 为21.71%。通过夹杂物的形貌和成分判断该夹杂物为外来夹杂物,推断可能是耐材侵蚀所致。
断裂部位宏观形貌
对轻轨断裂部位宏观形貌进行观察,发现个别断裂部位轨底存在磕碰损伤(图4),使得在矫直或加工过程中容易引发断裂。
生产工艺改进
化学成分优化及控制
钢中含Mn可以帮助提高韧性,随着Mn质量分数的增加,脆性转变温度降低;Si、P、S等杂质易偏聚于晶界,降低晶界表面能,产生沿晶断裂,同时降低脆断应力,从而降低Si及S、P等杂质的含量以提高韧性[1]。

图3 轻轨断裂部位电镜分析

图4 轻轨断裂部位宏观形貌
针对冬季气温较低的特殊情况,并综合考虑各元素对轻轨产品性能的影响,设计了低温条件下55Q材质轻轨生产的化学成分。碳含量按照国家标准要求中下限进行窄范围控制,同时适当提高Mn含量降低Si含量,减少P、S的含量,在保证轻轨的化学成分和产品性能均满足国家标准要求的同时,提高轻轨的韧性,降低轻轨的脆性转变温度。
在生产过程中跟踪转炉、精炼、铸坯碳含量变化,确定增碳原因,重点防范控制,达到稳定控制C含量的目标。
夹杂物控制
提高转炉终点C含量,降低氧位;精炼按照中上限控制还原渣碱度,提高脱氧深度;控制好吹氩强度,避免裸露钢水,软吹时间10~15 min;稳定控制中包液位,减少结晶器卷渣;严格落实保护浇注措施,减少钢水二次氧化。通过以上措施,减少外来夹杂物和内生夹杂物的数量,提高钢水洁净度。
加装保温罩
在成品轧机出口与热锯入口之间的输送窄辊道上,设计并安装了保温罩,用于冬季低温条件下生产轻轨时进行缓冷,有效地降低了轻轨在相变区间的冷却速度,提高了轻轨的上冷床温度。保温罩投入使用后,轻轨上冷床温度提高了约50 ℃,在从轧机到上冷床期间冷却速度减缓了约0.8 ℃/s。
冷床收集槽改造
对冷床收集槽进行了改造,冷床收集槽与钢材接触面更宽,下钢斜面斜度趋缓,而且设置了带有配重的缓降链,缓降链高度随收集量逐步下降,有效地减少了轻轨下冷床过程中产生的磕碰损伤,降低了后续的矫直或加工断裂的风险。
优化冷床冷却工艺
轻轨上冷床后进行堆冷,达到下冷床数量后,集中下冷床,降低轻轨的冷却速度,提高轻轨的下冷床温度,避免轻轨在下冷床和吊运时发生蓝脆现象。
实施效果
对生产工艺进行改进后,采暖期期间先后组织中型线进行了5次轻轨生产,累计产量达6558 t,生产轻轨期间最低气温–16 ℃,轻轨矫直和加工断裂率降低至0.02%以下,低于全年平均水平,产品尺寸和性能全部满足国家标准要求,而且根据用户反馈信息,在此期间生产的轻轨使用全部正常。对改进后生产的轻轨取样进行夹杂物检测,未发现可评级夹杂物,夹杂物控制得到明显改善。
结束语
本文对轻轨断裂原因进行了分析,采取一系列优化措施改进了低温条件下55Q材质轻轨生产工艺:(1)合理设计55Q材质轻轨冬季生产的化学成分,提高了轻轨的韧性,降低了轻轨的脆性转变温度;(2)优化冶炼、浇注工艺,有效地减少了夹杂物的数量,降低了夹杂物的级别;(3)在成品轧机出口与冷床之间的输送窄辊道上设计并安装了缓冷设施,同时在冷床上采取堆冷工艺,有效地降低了轻轨在相变区间的冷却速率;(4)对冷床收集槽进行改造,优化了轻轨吊运工具,有效地减少了轻轨的磕碰损伤,避免了矫直过程中的应力集中。生产工艺改进后有效地降低了轻轨断裂率,解决了制约中型线低温条件下轻轨生产的难题,提高了中型线的产品创效能力,为其他企业解决类似难题提供了很好的借鉴作用。
