PTA生产中废钴锰催化剂的回收处置与环境保护
2020-06-05陈亮
陈亮
(福建省金皇环保科技有限公司,福建 福州 350002)
现代化工生产中约有80%的反应离不开相应的催化剂[1],全球每年产生的废催化剂量约为50~70万t,其中含有大量的有价金属[2]。这些废催化剂如直接当作废物处理会造成资源浪费和环境污染,但将其作为二次资源加以回收利用[3],不仅可以直接获得一定的经济效益,更可以提高资源的利用率,避免废催化剂带来的环境问题,实现可持续发展。本文以精对苯二甲酸(PTA)生产企业产生的废钴锰催化剂回收利用为例,通过对原设计方案的优化改进,在提高钴锰回收率获得更高经济效益的同时降低了废水中重金属的浓度,并且避免了有机副产物、危险废物的产生。
1 废钴锰催化剂来源及成分
某PTA生产企业以对二甲苯(PX)为原料,采用醋酸钴锰溴复合催化剂,于定温定压下将PX氧化成粗对苯二甲酸(TA)粗溶液,然后再经结晶、分离、干燥等步骤后,得到TA粉料,最后再加氢精制纯化为PTA产品[4]。在上述制造过程中,当发现催化剂失效影响产品品质时,则需要更换催化剂,更换的氧化反应废钴锰催化剂为含钴锰的有机浆料即氧化残渣。氧化残渣委托相邻的某PTA催化剂生产及回收处置企业专门处置,使废催化剂再生。氧化残渣为酸性,pH在4~5,其成分相当复杂,如表1。
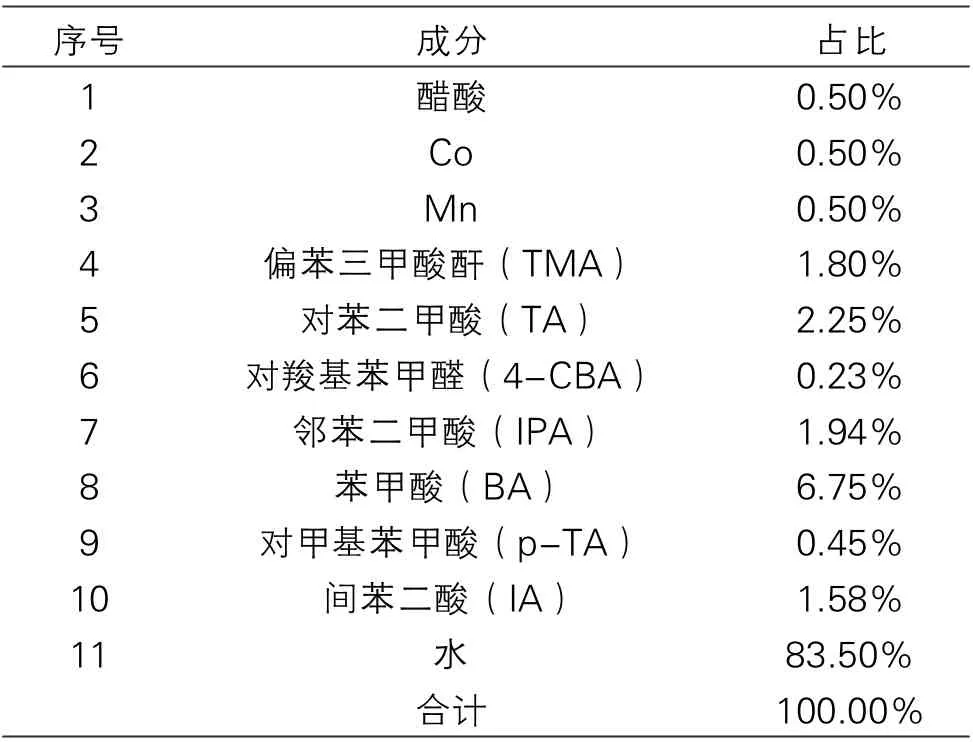
表1 氧化残渣主要成分含量一览表
2 原设计方案处理工艺及存在的环境问题
将氧化残渣与纯水按1∶1的比例混合后打浆,由于残渣液中的有机物除了醋酸外,其他物质均微溶或难溶于水,打浆液经过滤后实现固液分离,固体成分为有机副产物,其主要成分为混合有机酸(包括TMA、TA、4-CBA、IPA、BA、p-TA、IA)及微量钴、锰,为危险废物。液体成分为醋酸、钴、锰、少量溶解的其他有机物等。打浆后含钴锰的过滤液加入Na2CO3溶液进行充分反应,生成CoCO3和MnCO3沉淀。由于有机物可溶解在NaOH溶液中,故沉淀采用NaOH碱洗后,去除沉淀表面残留的少量有机物,得到回收钴锰料。
原设计方案处理工艺流程如图1,反应方程式如下:
CO(Ac)2+Na2CO3→NaAc+CoCO3↓
Mn(Ac)2+Na2CO3→2NaAc+MnCO3↓
NaOH+HAc→NaAc+H2O
该方案中处理工艺流程存在3个环境问题:
⑴ 含钴锰的有机浆料为酸性,在纯水打浆过滤过程中有酸性气体产生,可能对大气环境造成污染。
⑵ 含钴锰的有机浆料加水打浆过滤后产生有机副产物危险废物。
⑶ 过滤的废液中含有的第一类污染物钴浓度大于1 mg/L,在进入企业配套污水处理站之前不能满足在车间出口达标的相关标准要求。
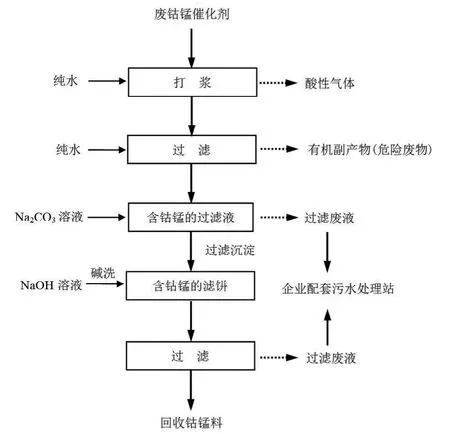
图1 原设计方案氧化残渣处理工艺流程及产污环节图
3 环评优化改进后的处理工艺
针对上述设计方案处理工艺中存在的问题,环评提出改进措施。改进后的处理工艺先对氧化残渣进行加碱,避免了酸性的废钴锰催化剂在打浆过程中产生酸性气体污染环境空气。加碱后氧化残渣中的有机物溶解在NaOH溶液中,而钴、锰均微溶或难溶于碱液,经新鲜自来水打浆过滤后实现固液分离,固体成分为含钴锰的滤饼,液体成分为混合有机酸钠盐及微量钴、锰等。含钴锰的滤饼再经纯水洗后,去除表面残留的少量有机物,得到回收钴锰料(氢氧化钴锰料)。该流程避免了原设计工艺中有机副产物危险废物的产生。
将氧化残渣碱反应后的过滤废水及含钴锰滤饼打浆水洗后的过滤废水收集后再经过精滤工艺,即通过精密过滤器去除废水中的钴。所使用的精密过滤器滤袋选用聚丙烯滤袋,滤袋材料单面烫烧以防止纤维游离,滤袋为单层深层过滤结构,过滤精度可达1~400 um。当滤袋的压差超过0.10 MPa时进行滤袋更换,更换的滤袋中还可回收少量钴锰料。原处理工艺生产废水中钴的产生浓度约为2.0 mg/L,经过车间小试在保障p>10的条件下,精滤预处理可使出水浓度钴降到0.5~0.6 mg/L左右,可确保废水中第一类污染物钴在车间出口稳定达标后再进入企业污水处理站。
优化改进后的处理工艺见图2。
4 结语
通过对PTA生产中废钴锰催化剂回收处理方案的优化改进,将氧化残渣加碱调节pH值至碱性避免了后续打浆过程酸雾的产生。并且,适当的碱性条件能促进废液中钴锰金属的沉淀析出,既提高了废催化剂中钴锰料的回收率还降低了废水中钴锰离子的浓度,减少了污染物的排放。因此,优化改进后PTA废钴锰催化剂的回收处置工艺更为科学、先进,对环境更加友好,可供废钴锰催化剂回收处置单位借鉴参考。
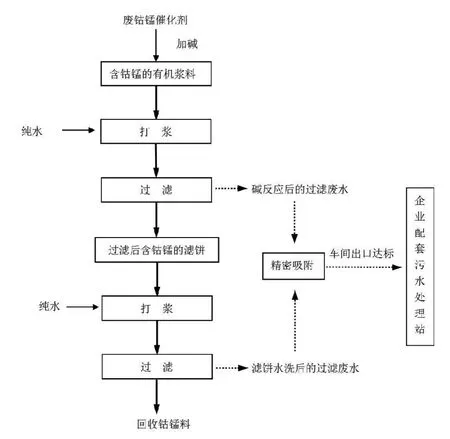
图2 优化改进后的氧化残渣处理工艺流程及产污环节图