酶法处理油茶籽壳制备低聚木糖工艺的优化
2020-06-03张立钊卢昌丽陈力力熊香元龚慧可
张立钊 ,卢昌丽,陈力力 *,熊香元 ,龚慧可
1. 湖南农业大学食品科技学院(长沙 410128);2. 食品科技和生物技术湖南省重点实验室(长沙 410128);3. 湖南省发酵食品工程技术研究中心(长沙 410128)
油茶籽壳中的纤维素、木质素、半纤维素、蛋白质、脂肪和茶皂素等含量较高,含量分别是23.45%,21.56%,9.70%,3.24%,3.69%和5.17%,将这些植物纤维素废料经水解则可制得低聚木糖[1]。生产低聚木糖的植物性原料种类多样,数量众多,通常如玉米芯、甘蔗渣、稻壳及其他种子皮壳禾杆等都是制取低聚木糖的理想原料[2],由此看出油茶籽壳也可以作为原材料制取低聚木糖。随工业发展,将副产物油茶籽壳作为原料可以生产出醋酸钠、拷胶、单宁等化学物质[3],而油茶籽壳被使用于生产低聚木糖却很少见。
将木聚糖经过物理或化学方法降解可形成低聚木糖,彻底反应可得单糖,其中大部分为木糖。低聚木糖是2~10个木糖分子形成低度聚合五碳糖的总称,又称木寡糖[4]。低聚木糖用途非常广泛,主要用于生产木糖醇或饲料,在多个工业部门被广泛应用:在医药工业,低聚木糖可以治疗高血压、高血脂、糖尿病和肝炎等,还可以生产血浆保存剂,具有防蛀牙的作用;在化工工业上,低聚木糖可用于生产燃料、增塑剂、油漆涂料;在食品工业中,低聚木糖可作为甜味剂、风味改良剂、抗氧剂和其他香精料等[5]。
试验开展碱预处理方法,制备油茶籽壳木聚糖及其酶解处理制备低聚木糖的研究,旨在为提高油料加工副产物油茶籽壳的附加值提供理论依据。
1 材料与方法
1.1 材料与试剂
油茶籽壳:产自广西百色地区,剔除杂质后籽壳分离,将茶籽壳40 ℃烘至恒质量,打成壳粉(200目筛)后,进行真空包装,放置冰箱冷藏贮存备用。
木聚糖酶(酶活6 000 U/mg,上海广锐生物科技有限公司);D-木糖(上海瑞永生物科技有限公司);浓氨水、酒石酸钾钠、酚酞、浓硫酸、氢氧化钠、苯酚、亚硫酸钠等(国药集团化学试剂有限公司)。
1.2 仪器与设备
101-2AB电热鼓风干燥箱(天津市泰斯特仪器有限公司);XMTD-4000电热恒温水浴锅(北京市永光明医疗仪器有限公司);SW-CJ-1FD无菌操作台(苏州净化设备有限公司);AUY220电子天平(岛津制作所);LDZX-50KBS立式高压灭菌锅(上海申安医疗器械厂);722N分光光度计(上海菁华科技仪器有限公司)。
1.3 试验方法
1.3.1 测定指标及测定方法
木聚糖、低聚木糖的测定:采用DNS法[6],提取率及低聚木糖浓度计算参考文献[7]。
1.3.2 碱法制备木聚糖粗提液
称取50 g制备的油茶籽壳壳粉,倒入1 000 mL锥形瓶中,并加入5%氨水,控制固液比1∶10(g/mL),在60 ℃的恒温条件下浸泡12 h;随后过滤留下滤渣,用自来水反复冲洗,直至洗液清澈。将上述滤渣再加入蒸馏水,使固液比1∶10(g/mL),放置于170 ℃下密封并蒸煮2 h,过滤收集滤液,测定木聚糖的含量。采用旋转蒸发仪浓缩达到适当浓度。
1.3.3 酶法制备低聚木糖单因素试验
取5 mL木聚糖粗提液,以木聚糖作为底物,用木聚糖酶进行酶解。以酶添加量3%、酶解时间6 h、酶解温度50 ℃、底物浓度5 g/L作为基础酶解条件。以低聚木糖浓度为考核指标,对酶添加量(1%,2%,3%,4%和5%)、酶解时间(2,4,6,8和10 h)、酶解温度(40,45,50,55和60 ℃)和底物浓度(5,10,15,20和25 g/L)4个因素进行单因素试验,考察各因素对低聚木糖浓度的影响。
1.3.4 酶法制备低聚木糖响应面优化
在单因素试验结果基础上,以低聚木糖浓度(Y)为响应值,选取酶添加量(A)、酶解时间(B)、酶解温度(C)和底物浓度(D)4个因素进行响应面试验以优化酶解工艺[8],Box-Behnken试验因素与水平见表1,试验设3次重复。
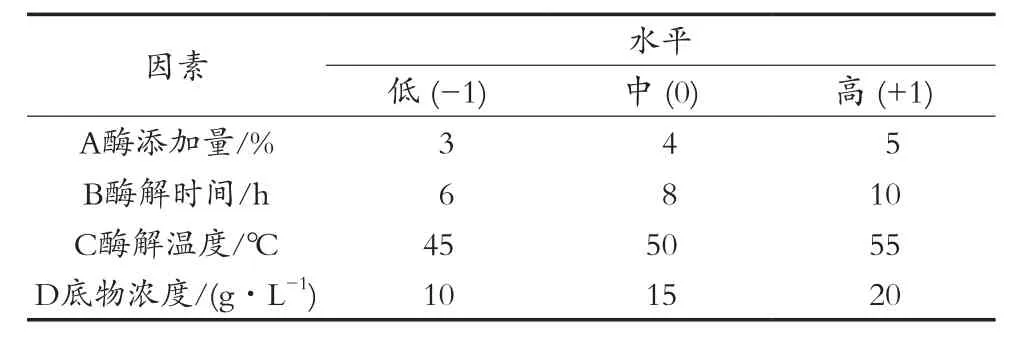
表1 油茶籽壳酶解制备低聚木糖响应面试验因素水平表
1.3.5 数据处理
采用Excel软件进行绘图和数据处理,采用SPSS 19.0软件进行差异性显著性分析,响应面试验数据采用Design Expert 8.0.6软件进行统计分析。
2 结果与分析
2.1 木聚糖粗提液提取率
通过碱法处理,获得木聚糖粗提液,其浓度为5.15 g/L,提取率为53.12%。经浓缩,得到10,15,20和25 g/L不同浓度的木聚糖原液。
2.2 酶解制备低聚木糖单因素结果比较
2.2.1 酶使用量对低聚木糖提取的影响
从图1可以发现,一开始随着木聚糖酶量的增加,浓度曲线快速升高,木聚糖酶使用量4%时,低聚木糖浓度达到最高峰值,之后随着木聚糖酶使用量加大,曲线变化趋势不明显,且有下降趋势。在一定情况下,越多的木聚糖酶就有越高产物浓度,曲线图几乎呈线性相关。但是,酶使用量增加到糖降解反应彻底时,线性关系被打破,低聚木糖浓度曲线不再升高,若此时继续添加木聚糖酶,会造成不必要的浪费。因此4%是木聚糖酶的最适添加量,此条件下酶解后低聚木糖浓度为4.25 g/L。
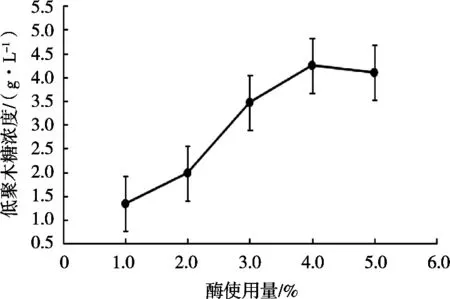
图1 不同酶使用量对低聚木糖浓度的影响
2.2.2 酶解时间对低聚木糖提取的影响
试验结果如图2所示。在8 h内随着反应时间的不断加大,低聚木糖浓度曲线不断上升,8 h时浓度达到最大值,之后浓度呈下降趋势。随着反应不断进行,低聚木糖浓度不断增加,使得对正反应的抑制作用不断增强。而且,刚开始进行反应时,酶与无定形区的纤维素更容易反应并催化水解,但继续反应难以渗透到结晶区,在结晶区的纤维素分子慢速水解,产物浓度增加缓慢。因此,酶解最适反应时间是8 h,此条件下酶解后低聚木糖浓度为3.69 g/L。
2.2.3 酶解温度对低聚木糖提取的影响
试验结果如图3所示。低聚木糖浓度随着反应温度梯度的增大而明显增大,50 ℃时浓度到达最大峰值,温度大于50 ℃后浓度曲线几乎呈直线下降。这是由于反应温度对酶有很强的敏感性,其会影响自身的蛋白稳定性和催化能力。温度过低,反应中木聚糖酶催化降解过程受到抑制;温度过高,影响木聚糖酶蛋白稳定性,也加快酶活力下降的速度,使反应不能彻底。因此,选择酶解温度50 ℃为最适温度,此条件下酶解后低聚木糖浓度为3.68 g/L。
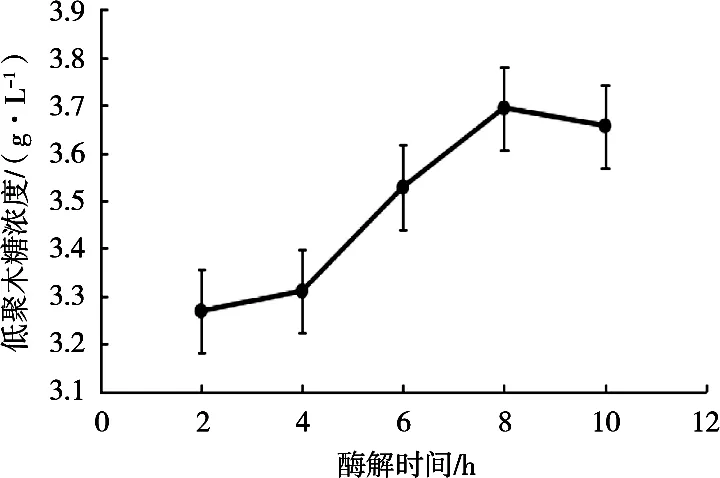
图2 不同酶解时间对低聚木糖浓度的影响
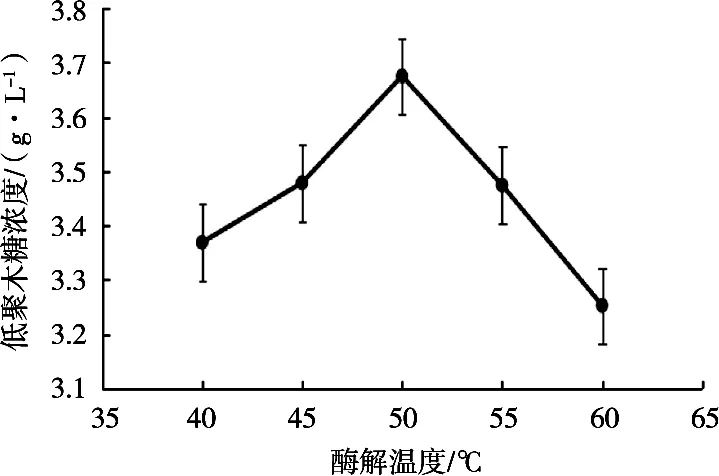
图3 不同酶解温度对低聚木糖浓度的影响
2.2.4 底物浓度对低聚木糖提取的影响
从图4可以发现,一开始随着底物浓度增加,低聚木糖浓度曲线逐渐升高,底物浓度25 g/L时低聚木糖浓度达到最高峰值,之后随着加大底物浓度,曲线变化趋势不明显,且有下降趋势。在一定情况下,越高底物浓度就有越高产物浓度,底物浓度增加到所有酶都参与糖降解反应时,线性关系被打破,低聚木糖浓度曲线不再升高,若继续提高底物浓度,会造成不必要的浪费。因此选择底物浓度20 g/L为最适浓度,此条件下酶解后低聚木糖浓度为10.60 g/L。
2.3 木聚糖酶解工艺响应面优化试验结果
根据单因素试验结果,以低聚木糖浓度(Y)为响应值,选取酶添加量(A)、酶解时间(B)、酶解温度(C)、底物浓度(D)4个因素进行响应面试验优化酶解工艺,选取四因素三水平的Box-Behnken试验,试验设计结果见表2,方差分析见表3。
通过Design Expert 8.0.6软件对29组试验的响应值进行回归分析,并进行回归方程拟合,得到各试验因子对响应值影响的多元二次回归方程:Y=81.54+5.81A-0.057B-0.58C-6.11D-2.500E-003AB+0.027AC+2.90AD-0.12BC+0.19BD+0.17CD+0.52A2-0.38B2-4.00C2+0.84D2。
不同因素以及其不同水平处理对低聚木糖浓度的影响较大,线性范围在4.52~11.52 g/L之间,因此优化各因素组合能显著提高低聚木糖浓度。
由表3可知,模型p<0.000 1,说明回归模型效果极显著[9]。模型失拟项p值为0.072 8>0.05,失拟项不显著,说明模型比较稳定,拟合良好,误差小。此模型可以包括所有试验数据,并且可以忽略试验误差。决定系数R2=0.994 6,校正决定系数R2adj=0.989 2,表明模型可以解释试验98.92%的响应值变化。一次项A、C、D,二次项A2、C2对结果影响极显著(p<0.01),交互项AD、AC对结果影响显著(p<0.05)。
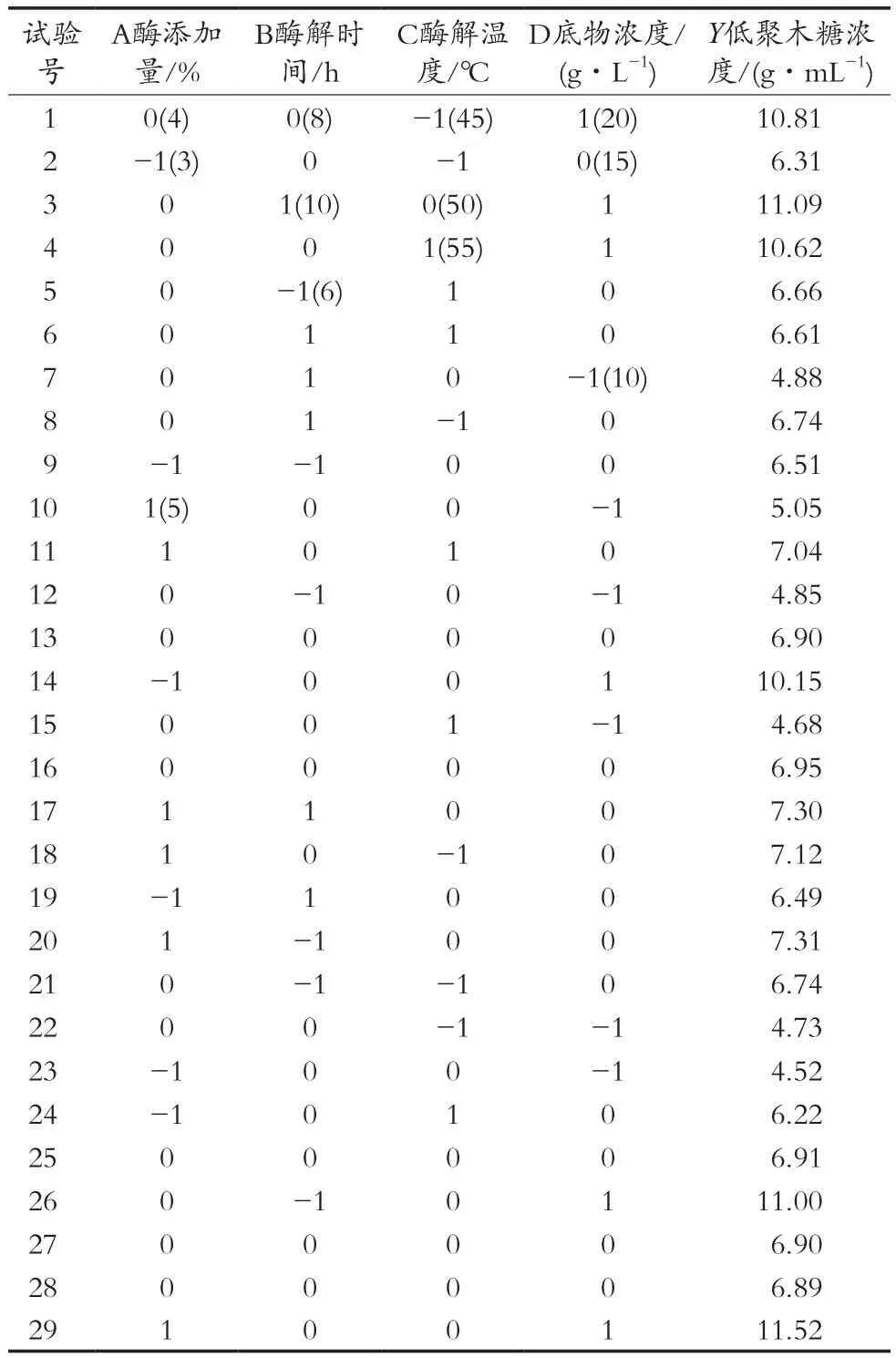
表2 Box-Behnken试验设计及结果
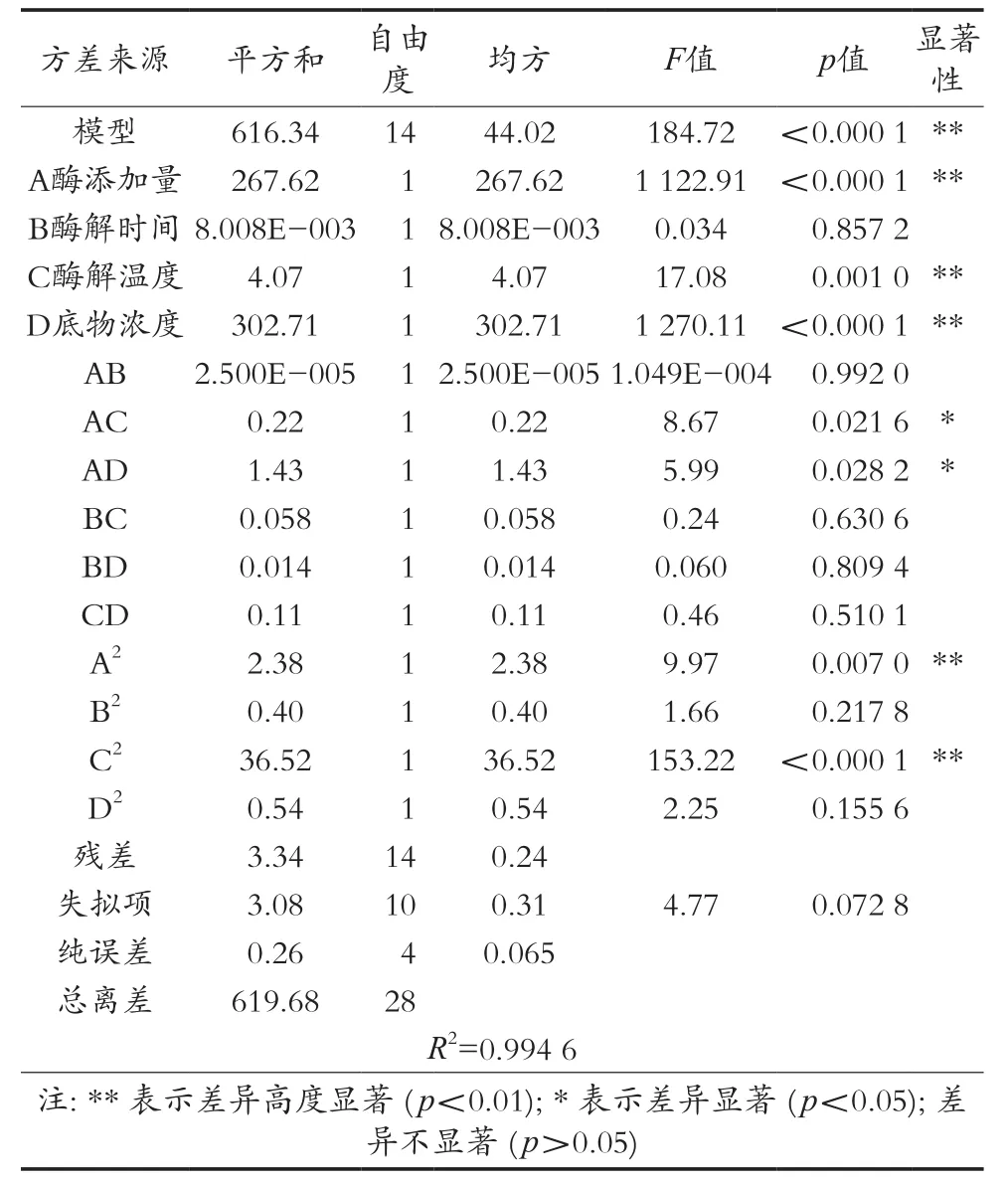
表3 响应面试验方差分析
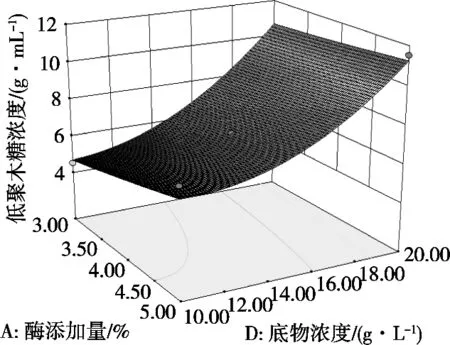
图5 酶添加量和底物浓度的交互作用对低聚木糖浓度的影响
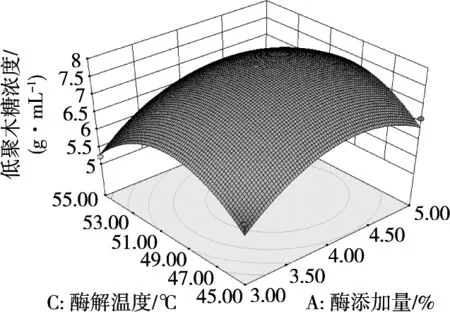
图6 酶添加量和酶解温度的交互作用对低聚木糖浓度的影响
通过Design Expert 8.0.6软件分别作出酶添加量、酶解时间、酶解温度、底物浓度交互作用的响应曲面,结果见图5和图6。曲面图越陡表示交互作用越强,曲面图越平表示交互作用越弱。由图5可知,酶添加量和底物浓度的交互作用对于低聚木糖浓度有显著影响,由三维图可以看出,低聚木糖浓度的变化均是随两者的增加而增加的,最高的低聚木糖浓度出现在酶添加量为5%附近,对应的底物浓度为2%。由图6可知,酶添加量和酶解温度的交互作用对低聚木糖浓度的影响显著,酶解温度对低聚木糖浓度的影响比酶添加量更大。
通过Design Expert 8.0.6软件分析得到最佳酶解工艺条件:酶添加量5%、酶解时间10 h、酶解温度49.05℃、底物浓度20 g/L。此时低聚木糖浓度理论预测值为11.596 2 g/L。结合试验实际情况,最终选择酶添加量5%、酶解时间10 h、酶解温度49 ℃、底物浓度20 g/L。为了验证模型的准确性,采取优化后的酶解条件做验证试验,设3次平行,低聚木糖浓度实际平均值为11.63 g/L,与理论预测值基本一致。
3 结论
主要对木聚糖酶解工艺进行优化,通过单因素试验研究酶添加量、酶解时间、酶解温度、底物浓度对低聚木糖浓度的影响,选取较优条件范围,在单因素试验基础上,设计响应面试验,以低聚木糖浓度为考核指标,优化酶解条件:酶添加量5%、酶解时间10 h、酶解温度49 ℃、底物浓度2%。此优化条件下,低聚木糖浓度为11.63 g/L,比未优化前提高4.63 g/L。试验证明碱法提取木聚糖制备低聚木糖的可行性,可对企业的实际工业化生产低聚木糖提供理论依据。
