企业计量建标及不确定度评定
2020-06-03季献余
季献余
(南京康尼机电股份有限公司,南京 210046)
0 引言
国务院印发的《计量发展规划(2013-2020)》,是国家首次颁布计量发展的中长期规划。其中要求到2020 年,计量的量传溯源体系更加完善。企业的计量能力提升,如建立企业最高计量标准用于内部量传溯源,支持生产工艺过程控制和产品质量升级。
扭矩是重要的物理量,其准确测量和控制,在机电、轨道交通、汽车等行业有着广泛的应用。
在装配过程中带有量值传递功能的扭矩扳子或者带有测量装置的测力矩扳手应用越来越普遍,这种扭矩工量具一般适用于装配质量要求较高的场合,紧固件或锁紧部件装配时的紧固效果往往对产品质量有着重要的影响,可以影响到重要设备安全和生产安全,甚至是人身安全。
因此扭矩扳子的量值准确就显得非常重要,为了确保企业在用扭矩扳子的量值统一,保证扭矩扳子的量值准确可靠,建立扭矩扳子检定装置是非常必要的。
1 计量标准建立和不确定简介
企业配套扭矩扳子检定仪,测量范围(1 ~100)N·m,准确度级别1.0 级。
连接被测扭矩扳子和扭矩扳子检定仪,当检定仪扭矩传感器受到施加的扭矩时,扭矩示值大小由显示屏指示。预扭后将被测对象和标准器清零,加载使被测对象达到指定扭矩值并在标准器上读取示值。检定仪需符合JJG 707-2014《扭矩扳子检定规程》对标准设备的要求。
示值测量会有误差,检定结果中,必须考虑计量标准引入的测量不确定度分量,包括计量标准器以及配套设备所引入的不确定度。按JJF 1033-2016《计量标准考核规范》计量标准主要计量特性要求,计量标准的不确定度应当满足开展检定或校准工作的需要[1]。所以建标技术工作需对扭矩检定结果进行不确定度评定,参照JJF 1059.1-2012《测量不确定度评定与表示》方法。
2 不确定度的评定
2.1 数学模型

式(1)中:δ——扭矩扳子的示值误差。
Q——扭矩扳子的扭矩示值。
M——扭矩扳子检定仪3 次示值的算术平均值。
灵敏系数:
2.2 标准不确定度来源
1)数显扭矩扳子扭矩检定测量重复性引入的不确定度,属于A 类评定。
2)数显扭矩扳子读数引入的不确定度,属于B 类评定。
3)检定环境温湿度引入的不确定度,属于B 类评定。
4)扭矩检定仪回零误差引入的不确定度,属于B 类评定。
5)测量标准扭矩扳子检定仪准确度级别引入的不确定度,属于B 类评定。
2.3 输入量的标准不确定度分量评定
2.3.1 输入量Q标准不确定度u(Q)的评定
1)数显扭矩扳子扭矩检定测量重复性引入的标准不确定度的评定
测量重复性,是指人员、设备、测量方法、环境等条件相同,短时间内对同一被测量进行多次独立重复测量,计量标准提供复现值的能力。这里用贝塞尔公式计算实验标准差来表征测量结果的分散性。
环境条件:(23±2)℃;≤90%RH;无振动、无腐蚀。
取一件(3 ~60)N·m 数显扭矩扳子,准确度级别3.0级,选择50N·m 作为测量点,通过连续10 次测量得到测量列Mi(i 为测量序号)见表1,采用A 类评定方法进行评定。

表1 重复性测量数据Table1 Data of repeatability measurement
单次实验标准差:

实际测量情况,在重复性测量条件下规程规定连续测量3 次,在50N·m 检定点示值重复性引起的相对标准不确定度分量:

2)数显扭矩扳子读数引入的不确定度的评定
通过扭矩检定仪数显方式读取扭矩扳子的扭矩值,依据JJF 1059.1-2012《测量不确定度评定与表示》,数字显示器分辨力0.1N·m 导致的相对标准不确定度分量:

3)以上两项合成,需要考虑被检定仪器的分辨力也会影响检定或校准结果的重复性。检定结果重复性条件引起的不确定分量,大于被检定仪器分辨力所引起的不确定度分量时,此时重复性数据中已经包含分辨力对检定结果的影响,所以不需要再考虑分辨力所引起的不确定度分量,得出:

2.3.2 输入量M标准不确定度u(M)的评定
1)检定环境温湿度引入的不确定度的评定
参照JJG 707-2014《扭矩扳子检定规程》要求,应在温度为(23±5)℃,相对湿度≤90%RH 的环境条件下进行检定。本实验室满足该温湿度要求,在此环境条件下温湿度变化对检定结果可以忽略不计,所以:

2)扭矩检定仪回零误差引入的不确定度
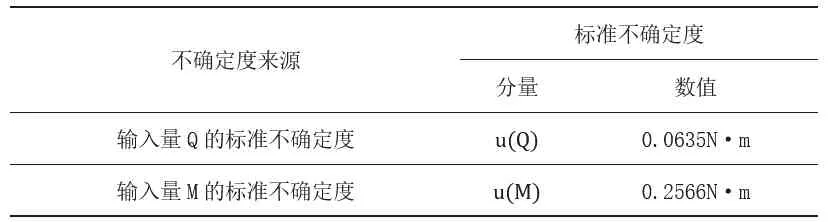
表2 标准不确定度分量汇总表Table2 Summary table of standard uncertainty components
对于1.0 级扭矩扳子检定仪,回零误差为±0.1N·m,估计为均匀分布,取,其相对标准不确定度分量:

3)测量标准扭矩扳子检定仪准确度级别引入的不确定度的评定
该扭矩扳子检定仪的检定结论是符合1 级,允许误差为±1%,一般遵循正态分布,这部分分量:

4)以上3 项合成,其中环境温度分量忽略不计,得出:

2.4 合成标准不确定度的计算
2.4.1 列出测量点50N·m的标准不确定度分类汇总表
见表2。
2.4.2 计算合成标准不确定度uc以及相对合成标准不确定度urc
合成标准不确定度全称合成标准测量不确定度,是由一个测量模型中的各个输入量的标准不确定度导出的输出量的标准测量不确定度。它表征合理赋予被测量估计值的分散性。
因各标准不确定度分量间独立且互不相关,按方和根公式,计算得出合成标准不确定度,所以:

相对合成标准不确定度:


表3 不确定度验证表Table3 Uncertainty verification table
2.5 相对扩展不确定度的评定
在某些工业应用中,常常需要提供不确定度的度量,也就是要给出测量结果值的区间,并期望这个区间包含了能合理赋予被测量值分布的大部分。当表征的概率分布近似为正态分布时,在通常的测量中,一般取k=2[2],则相对扩展不确定度为:

2.6 测量不确定度结果的报告与表示
上述评定与计算,使用1.0 级扭矩扳子检定仪,检定3.0 级扭矩扳子示值误差的测量扩展不确定度为Urel=1%,k=2。
3 不确定度的验证
测量标准不确定度的验证选用传递比较法,用被考核的计量标准器测量一个稳定的被测对象,之后将被测对象用另一套更高精度的计量标准进行测量,两次测量结果差的绝对值要求小于两次测量扩展不确定度的方和根。当本级计量标准的扩展不确定度是上级更高精度标准器扩展不确定度3 倍以上时,上级标准器的扩展不确定度分量可以忽略。传递比较法具有溯源性,而另外一种方法比对法并不具有溯源性。
需将扭矩扳子检定装置给出的y 值与上级计量技术机构的检定结果y0 相比较。分别使用本企业计量标准装置和上一级计量监督检测院力学实验室的计量标准装置对精度为3 级数显扭矩扳子的50N·m 点进行检定,其结果数据见表3。
表3 中的数据,最大差为:

即其相对误差为0.4/50×100%=0.8%,因Urel=1%,故有:

所以经验证,本企业计量标准装置测量不确定度合格,符合JJF 1033-2016《计量标准考核规范》的要求,计量标准的测量不确定度得到验证。满足技术要求:标准设备的扩展不确定度(k=2)应不大于被检扭矩扳子允许误差绝对值的1/3[3]。
4 结束语
不确定度反映的是测试系统的数据分散性,侧面反映的是测试系统的能力。不确定度越小,表示测试系统精度越高。需要指出的是,测量结果的不确定度只是利用现有知识与最佳值接近程度的一种估计,对测量的结果来说不是一个值,而是分散在测量结果附近的无穷多个值,这些测量数值是与所有的观测值、数据和人们对物理世界的认识相一致,并按不同的置信度赋予被测量。
计量标准的不确定度应当满足开展检定或校准工作的需要。经过分析和比对验证,该扭矩扳子检定装置符合国家计量检定规程JJG 707-2014《扭矩扳子检定规程》,以及国家计量技术规范JJF 1033-2016《计量标准考核规范》的要求,有能力开展扭矩扳子的检定项目。
