综采工作面采煤机和液压支架协同控制技术
2020-06-02刘清韩秀琪徐兰欣秦文光
刘清, 韩秀琪, 徐兰欣, 秦文光
(1.北京天地玛珂电液控制系统有限公司, 北京 100013;2.西安科技大学 管理学院, 陕西 西安 710054;3.中煤华晋集团有限公司 王家岭矿, 山西 河津 043300)
0 引言
目前,国内外大多数煤矿综采工作面已广泛应用自动化技术,通过使用自动化开采、支护设备,极大降低了工人劳动强度、提高了安全生产系数[1-4]。但现有的综采工作面基本以单机自动化为主,如采煤机通过学习示范刀进行记忆割煤[5-7],液压支架通过电液控制系统实现跟机自动化[8-11]。在实际生产过程中,受综采工作面生产作业工艺的约束,仍然需要通过人工调度或实时干预采煤机和液压支架的作业工序[12],采煤机和液压支架协同控制效率较低[13]。本文在采煤机记忆割煤技术和液压支架跟机自动化技术的基础上,提出了一种综采工作面采煤机和液压支架协同控制技术(以下简称机架协同控制技术),可实现综采工作面采煤机和液压支架按照综采工作面生产作业工艺协同作业,减少人工调度干预,提高综采工作面自动化水平。
1 综采工作面自动化控制技术
1.1 采煤机记忆割煤
采煤机记忆割煤按照操作流程可分为学习示范刀和自动截割2个阶段。在学习示范刀阶段,操作人员按照综采工作面生产作业工艺(一般采用全截深双向割煤工艺)手动控制采煤机,采煤机实时记录人工操作指令及采煤机位移传感器、角度传感器、高度传感器数据,将记录的操作指令和传感器数据合成为记忆割煤数据并存储。在自动截割阶段,采煤机按照学习示范刀阶段的记忆数据进行割煤,实时调整截割轨迹。
1.2 液压支架跟机自动化
液压支架跟机自动化按照割煤工艺流程可分为工作面中部区域支架跟机(以下简称中部跟机)自动化和工作面三角煤区域支架跟机(以下简称三角煤跟机)自动化[14-15]。
中部跟机自动化主要动作包括跟机移架和跟机推刮板输送机。中部跟机支架动作区域分布如图1所示。执行跟机移架动作的支架距离采煤机后滚筒3~5台支架宽度,有1~3台支架同时动作;执行跟机推刮板输送机动作的支架距离采煤机后滚筒10~15台支架宽度,有5~10台支架同时动作。
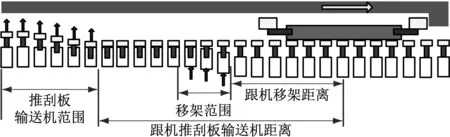
图1 中部跟机支架动作区域分布Fig.1 Movement area distribution of following support in the middle of fully-mechanized coal mining face
三角煤跟机自动化主要由3个阶段组成:采煤机到达工作面端头后,采煤机后滚筒后部支架跟机补充移架和斜切进刀段支架跟机推刮板输送机形成弯曲段;斜切进刀过程中跟机移架,采煤机斜切进刀后从端头支架至斜切进刀段支架跟机推刮板输送机,将刮板输送机推直;采煤机割三角煤前,端头支架跟机推转载机、跟机移架,割三角煤过程中三角煤区域支架闭锁。
以工作面机头为例,三角煤跟机支架动作区域分布如图2所示。斜切进刀段执行跟机推刮板输送机动作的支架距离机头18台支架宽度,约12台支架同时动作;执行跟机补充移架动作的支架距离采煤机后滚筒1~3台支架宽度,有1~3台支架同时动作;斜切进刀完成后,从机头1号架开始,约30台支架依次执行推刮板输送机动作;割三角煤过程,从斜切进刀段至机头1号架,约30台支架同时动作闭锁。

(a) 斜切进刀

(b) 跟机推刮板输送机

(c) 支架动作闭锁
2 机架协同控制技术
2.1 工艺协同
按照综采工作面生产作业工艺,将采煤机和液压支架的作业工序分别详细划分成子工序(表1、表2),重新匹配采煤机和液压支架作业子工序,使采煤机和液压支架的作业工序对应统一。
以上行工艺为例,将采煤机作业子工序与液压支架跟机作业子工序进行对应,重新定义并生成机架协同工序,见表3。

表1 采煤机作业子工序Table 1 Operation sub-process of shearer
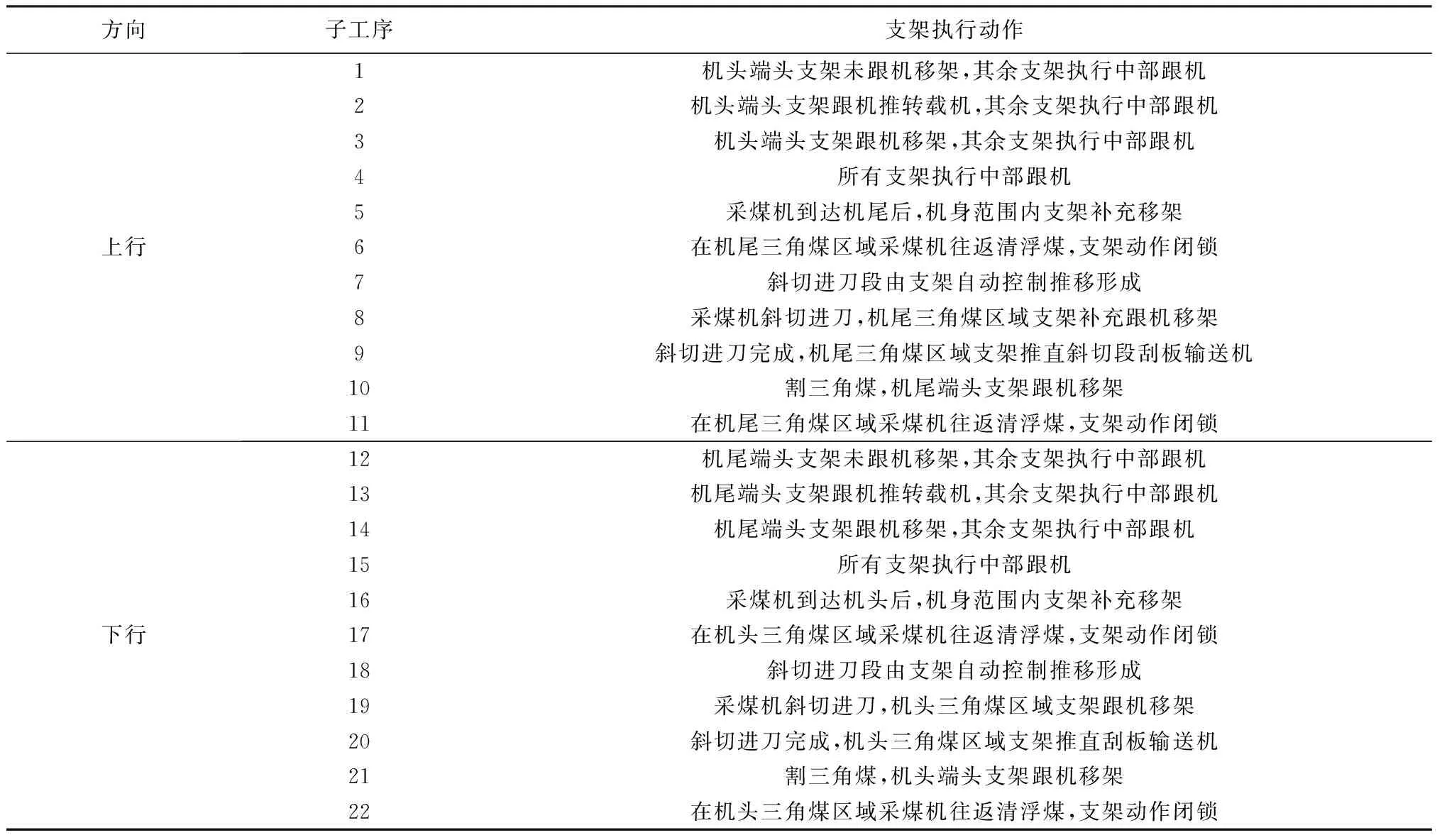
表2 液压支架跟机作业子工序Table 2 Operation sub-process of hydraulic support
2.2 协同控制逻辑
根据机架协同工序,生产作业过程中仍会出现采煤机速率与支架动作效率不同步、刮板输送机姿态制约采煤机牵引方向改变的及时性等控制问题(例如:中部跟机时,采煤机速率过快容易造成支架跟机移架区域与跟机推刮板输送机区域重合;三角煤跟机时,刮板输送机在斜切进刀段的姿态完全形成后才允许采煤机进刀割煤;当采煤机斜切进刀完成后,三角煤区域的刮板输送机完全推直后才允许采煤机割三角煤),因此机架协同工序中需增加协同控制逻辑。本文提出的协同控制逻辑由工序中的采煤机牵引方向限定条件、支架跟机动作情况、判定规则三部分组成。每个工序的协同控制逻辑如下。

表3 机架协同工序Table 3 Cooperative process of shearer and hydraulic support
机架协同工序1控制逻辑:采煤机上行割煤,到达触发机头推转载机的位置前,判断机头端头支架行程是否均小于移架到位临界值。若是则判定机头端头支架全部移架到位,采煤机继续牵引,否则判定机头端头支架未移架到位,采煤机停止牵引。
机架协同工序2控制逻辑:采煤机上行割煤,到达触发机头端头支架跟机移架的位置前,判断机头端头支架行程是否均大于推转载机到位临界值。若是则判定机头端头支架全部推转载机到位,采煤机继续牵引,否则判定机头端头支架推转载机未到位,采煤机停止牵引。
机架协同工序3控制逻辑:采煤机上行割煤,判断同一时刻跟机移架数量是否大于设定值。若是则判定未及时完成跟机移架,采煤机减速,否则判定及时完成跟机移架,采煤机正常牵引或加速。
机架协同工序4控制逻辑:采煤机到达机尾后,判断跟机补充移架区域内支架行程是否均小于移架到位临界值。若是则判定跟机补充移架区域内支架全部移架到位,采煤机向机头方向牵引,否则判定支架未移架到位,采煤机停止牵引。
机架协同工序5控制逻辑:采煤机在机尾三角煤区域往返牵引清浮煤,机尾三角煤区域支架动作闭锁。
机架协同工序6控制逻辑:采煤机上行斜切进刀,到达触发推转载机位置前,判断三角煤区域支架行程是否均小于移架到位临界值。若是则判定三角煤区域支架完成跟机移架,采煤机继续牵引,否则判定三角煤区域支架未完成跟机移架,采煤机停止牵引。
机架协同工序7控制逻辑:采煤机上行割三角煤,到达触发机尾端头支架跟机移架的位置前,判断机尾端头支架行程是否均大于推转载机机到位临界值。若是则判定推转载机到位,采煤机继续牵引,否则判定推转载机未到位,采煤机停止牵引。
机架协同工序8控制逻辑:采煤机在机尾三角煤区域往返牵引清浮煤,机尾三角煤区域支架动作闭锁。
下行工艺对应的机架协同工序和协同控制逻辑与上行工艺相同,此处不再赘述。
3 应用效果
为验证机架协同控制技术的可行性,在陕西某矿综采工作面进行了应用。工作面共160台液压支架(支架编号为1—160号),其中机头、机尾各5台端头支架,其余均为中间支架,支架推移最大行程为900 mm。采煤机机身宽度约占10台支架宽度。根据矿方生产作业工艺,滞后采煤机后滚筒第2架开始跟机移架,滞后采煤机后滚筒第17架开始跟机推刮板输送机。
以上行工艺为例,机架协同工序切换点分布如图3所示,在任意相邻工序切换点之间根据机架协同控制逻辑控制采煤机和液压支架作业。
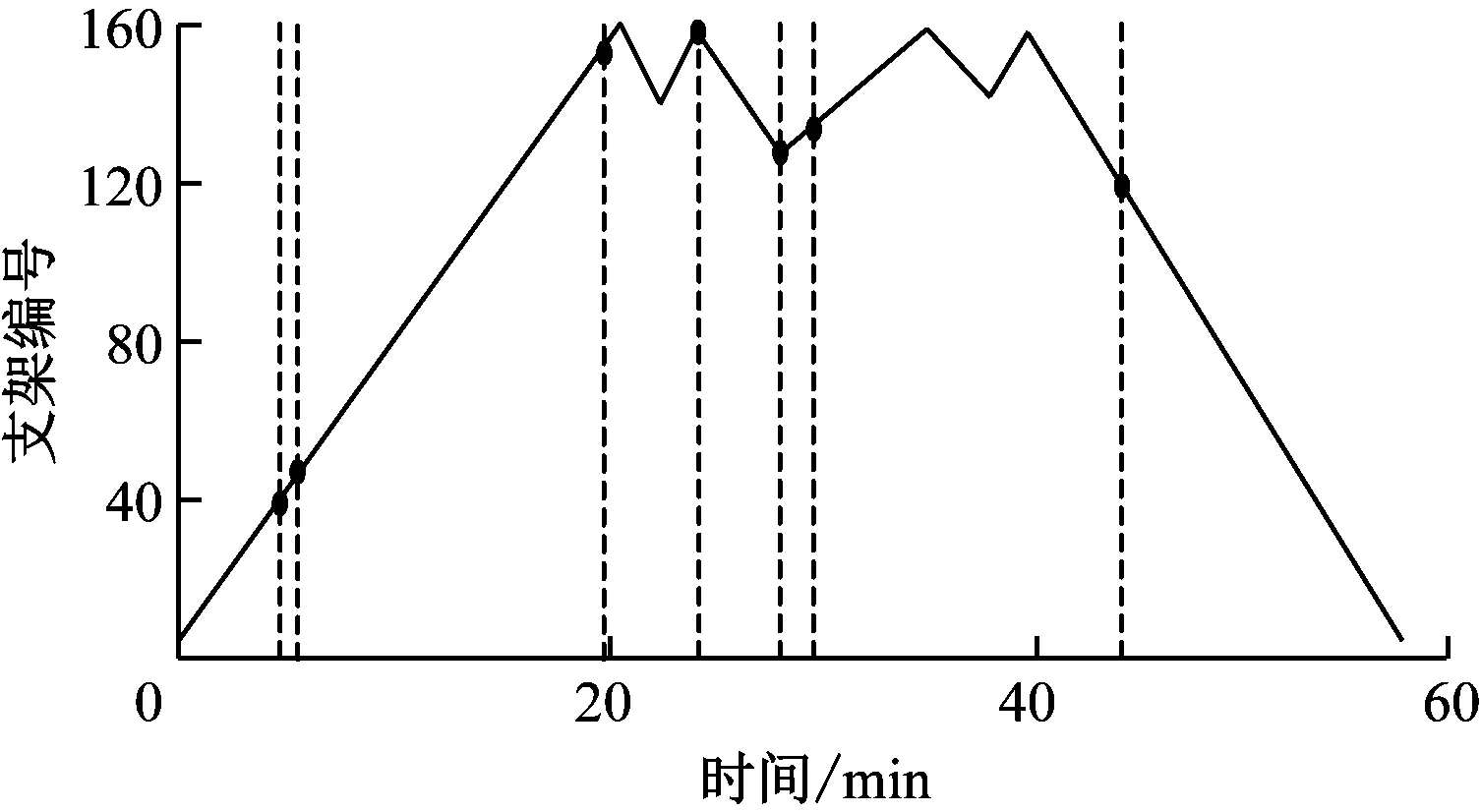
图3 机架协同工序切换点分布Fig.3 Distribution of cooperative process switching points of shearer and hydraulic support
机架协同工序1控制逻辑:采煤机上行割煤,到达35号支架时,判断1—5号支架推移行程是否均小于200 mm。若是则采煤机向机尾牵引,否则采煤机停止牵引。
机架协同工序2控制逻辑:采煤机上行割煤,到达40号支架时,判断1—5号支架推移行程是否均大于750 mm。若是则采煤机向机尾牵引,否则采煤机停止牵引。
机架协同工序3控制逻辑:采煤机上行割煤,判断同一时刻跟机移架数量是否大于3台。若是则采煤机减速至6 m/min以下,否则采煤机以不高于8 m/min的速度正常牵引。
机架协同工序4控制逻辑:采煤机上行割煤,到达153号支架时,判断146—148号支架推移行程是否均小于200 mm。若是则采煤机向机头牵引,否则采煤机停止牵引。
机架协同工序5控制逻辑:采煤机在141—160号支架范围内清浮煤时,该范围内所有支架动作闭锁。
机架协同工序6控制逻辑:采煤机下行割煤,到达131号支架前,判断146—160号支架推移行程是否均小于200 mm。若是则采煤机继续牵引,否则采煤机停止牵引。
机架协同工序7控制逻辑:采煤机上行割煤,到达136号支架前,判断135—160号支架推移行程是否均大于750 mm。若是则采煤机继续牵引,否则采煤机停止牵引。
机架协同工序8控制逻辑:采煤机在141—160号支架范围内清浮煤时,该范围内所有支架动作闭锁。
应用机架协同控制技术前后,采煤机和液压支架作业用时对比如图4所示,图中曲线表示采煤机作业轨迹,散点表示支架动作信号,02:05—03:23时间段采用人工干预控制模式,04:26—05:41时间段采用机架协同控制模式。从图4看出,2种控制模式下生产作业工艺基本一致;斜切进刀完成后,采煤机在130号支架附近停止牵引,人工干预控制模式下,02:36—02:54 时间段操作人员前往135—160号支架处确认支架行程是否均大于750 mm,而机架协同控制模式下采煤机和液压支架动作根据工序7控制逻辑自动协同,可节省18 min,生产作业连续性更强,作业效率更高。

图4 采煤机作业轨迹和液压支架动作信号分布Fig.4 Distribution of shear operation track and hydraulic support movement signals
4 结语
依据综采工作面生产作业工艺,将采煤机和液压支架的作业工序详细划分成子工序,重新匹配子工序生成支架协同工序,并增加协同控制逻辑,形成机架协同控制技术,实现了采煤机和液压支架作业工序的对应统一。该技术降低了采煤机和液压支架控制对人工干预的依赖性,提高了生产效率,为实现综采工作面无人化开采提供了技术支撑。
