通过式冷却的化学钢化工艺的发展研究
2020-06-02赵雷军
赵雷军
(洛阳北方玻璃技术股份有限公司 技术中心,河南 洛阳 471003)
在工业生产条件下,由于工业制品在具体钢化的过程中需要耗费大量的电能,所以人们更加看重钢化设备的节能效果,这是人们在选择相应的设备时重点关注的指标,现已成为了广大制造商亟待解决的主要问题。而钢化机组节能的方式多种多样,因此可以通过具体的实践做出合理化的分析,选择较为适宜的工艺技术,保证钢化工艺的应用效果更加明显[1]。
1 钢化产品应力的形成过程
钢化产品往往是通过加热让其获得具体的软化温度,在相应的软化温度达到了590~620摄氏度,便可实现较为均匀的冷却,由此使得工业制品表面形成对应的应力系统,确保其基本的机械强度稳步提升[2]。当产品逐步的加热软化点的温度,如下图所示,因其处于较为明显的粘弹性范围之内,粘性成分明显高出弹性成分,由此,在温差的影响下分子重排运动无法形成较为明显的热应力。若是工业制品的两面受到了冷却影响,其在表层将会呈现出收缩的状态,但在里层的影响之下,表层应该属于张应力,但因粘弹范围的存在,使得张应力呈现出松弛的状态,所以不会受到任何影响。表层在完成固化之后,中间层完成相应的收缩作用,受到表面的牵制影响,使得表面处于压应力的状态之下,内部则是在张应力的状态之中,以此达到最为理想的平衡状态,构成较为合理的应力平衡体系。
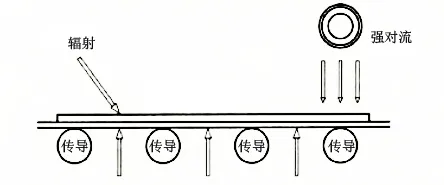
图1 化学钢化过程中产品软化温度分配
2 使用化学钢化工艺的有效钢化时间
在工业产品进行加工的时候,应该积极的重视钢化工艺实际应用过程中有效的钢化时间,所谓的有效钢化时间就是指的产品在进行钢化的过程中,表面以及中间所建立起的最大温度梯度实际需要花费的时间,在钢化冷却前的几秒钟实际完成的操作就是相应的工艺所运用的时间[3]。想要真正的了解有效钢化时间,应该积极的分析钢化冷却时间能够对于应力产生的具体作用。一般来说,产品受到不同钢化温度的影响,在接受相应的冷却操作时,往往需要耗费6~7秒钟的时间,这个过程中会使得产品的表面和中间温差达到较为理想的最大值,这就使得后续的冷却无法真正的对最终钢化应力的出现起到较为优良的影响。由此可见,在钢化制品进行冷却之前的6~7秒时间里,应该对其进行严格的把关和控制,这是确保最终应力形成的重要阶段,或许冷却仅仅是为了让钢化制品冷却至可以进行搬运的温度标准,而从节能的角度进行分析,在具体的操作实践中,无需借助于风机的作用实现大风量的运行,只需要将6~7秒的时间合理的把握,在这个时间段里有足够的冷却空间,由此让钢化产品实际需要的应力达到较为理想的状态。根据相关的时间证实,6毫米厚度工业产品进行钢化的时候真正的有效时间为前6~7秒钟,在产品的厚度呈现出逐渐减小的趋势时,相应的时间也呈现出逐步缩短的趋势,实际的冷却能力逐步变大。
3 普通往复式工艺和通过式冷却方式实现化学钢化工艺
通过式冷却方式使化学钢化工艺达到一种较为科学的手段,对比普通往复式工艺,此项技术的应用价值更为明显。在人们认知逐步提升的今天,化学钢化工艺呈现出明显优化的趋势,随着人们生活水平的提升,化学钢化工艺的应用范围逐步拓宽,如果始终沿用普通往复式工艺,将无法达到较为理想的效果,还是应该积极的探索新型的钢化工艺,确保化学钢化效果更加明显。通过式冷却方式下化学钢化工艺的运用是一种必然的趋势,其能够满足不同工业产品生产的需要,体现出较为广泛的应用价值。需重视两者的不同之处,明确在具体的应用中所表现出的差异和优势。
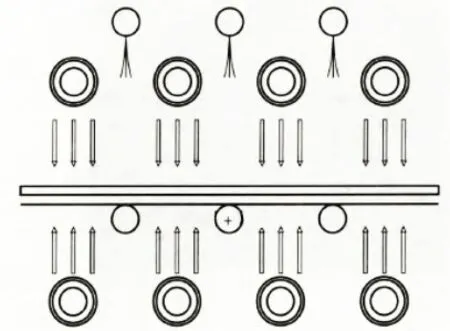
图2 工业产品钢化过程的受热示意图
(1)普通往复式工艺。普通往复式工艺的运用较为普遍,虽然对比于新兴的工艺,其存在着较多的弊端,但是其具体的应用价值不容忽视,尤其是在其涉及的多个领域,其彰显出的应用优势,为后续相关工艺的出现奠定了较为坚实的基础。分析普通的钢化设备,其主要是由加热炉和集风箱等多种装置组合而成,在对工业产品加热到具体的软化温度之后,应该将其快速出炉,当冷却风栅内进行反复的摆动时,风机此时此刻需要保持相对于合理的运转状态,及时的让产品冷却下来,使产品在完成化学钢化之后,风机便会保持着低频运转的状态,即使将 冷却到可以搬运的温度标准[4]。当风机的效率保持不变的时候,风机功率和系统流量以及钢化实际需要的风压呈现出正比关系,而其中的系统流量往往是通过冷却风栅的具体版面来确定,钢化实际应用到的风压则是根据产品的厚薄程度确定。如果工业制品较薄,则实际需要的风压越高,因此应该依照实际的情况做出合理化的判断,在明确具体的指标之后,分析相应的风压需求。普通往复式工艺在具体运用的过程中常常表现出较为理想的应用优势,但是随着工艺要求越来越高,其面临着艰难的局面,因此必须要记得做好合理的调整,真正的认识到现阶段需要优化的地方,采取合理的方式,保证将普通往复式工艺运用到实处。
(2)通过式的化学钢化工艺。现阶段普通 钢化工艺属于应用范围较为广泛的手段之一,但是在具体的生产实际中,还需要分析特殊的情况,因常常会遇到一些特殊的问题,所以需要采取更为合理的应对方案。在化学钢化工艺实施中,应该积极的分析较薄工业产品的实际状态,同时明确风栅版面大小的情况,如果设置一台风机,相应的功率将无法满足实际的需求,此时应该适当的增加同样的风机实现有效的并联,以此满足工业产品进行钢化的实际需要。实现并联的风机往往会让风机整体效率呈现出降低的状态,这样就会导致设备的成本明显增加,甚至会让电能资源浪费。结合有效钢化时间的相关分析,明确了在换热系数和钢化温度一定的状态之下,钢化实际的有效时间就集中在6~7秒钟,后面只需要将工业产品适当的冷却,让其达到可以搬运的温度,化学钢化工艺的存在正好满足了现阶段的实际需求。工业产品完成了相应的加热操作后,需要及时的经过急冷风机的高压吹风作用,然后经过高压急冷段,便能达到较为理想的钢化效果[5],最后置于冷却风栅中进行反复摆动的操作,之后将工业产品逐步的冷却,使其温度达到较为理想的搬运要求。急冷段的程度和有效更换时间之间存在着较为密切的联系,同时与产品的厚度也存在着较为紧密的关联,可见急冷段风机的功率与工业产品的厚度之间存在着明显关系[6]。此类工艺在实际应用的过程中,能够保证钢化冷却的功率呈现出明显降低的趋势,同时也能确保具体的产能明显提升,但是会直接的影响到工业产品本身的品质,如果风压发生较为显著的变化,会让产品平面的膜应力受到影响,这对于产品本身的平整度往往会产生负面作用。在散热作用之下,这种工艺并不适合运用至风栅栏版面较宽的状态。
4 结语
随着人们生活水平的提升,化学钢化工艺的实际应用范围逐步拓宽,如果进行化学钢化产品的厚度在4毫米及以下,应该积极的考虑通过式冷却的化学钢化工艺,在确保相应的产能基础上,此类工艺技术的合理运用,能够将相应的功耗逐步降低。对比于传统的工艺技术,此类工艺的运用会让工业产品的品质变差,但是整体上来说,此类工艺可以满足具体的使用要求。除了上述提及的相关标准之外,此类工艺还可以钢化3mm及以下厚度大版面的工业制品,这些优势之处是普通的钢化工艺无法比拟的。
