以玉米为原料的乙醇发酵工艺优化*
2020-06-01胡世洋王国庆屈海峰徐友海宁艳春岳春雨宋伟光
胡世洋,王国庆,屈海峰,徐友海,宁艳春,岳春雨,宋伟光
(1.中国石油吉林石化公司 研究院,吉林 吉林 132021;2.国投生物吉林有限公司,吉林 长春 130022;3.中国石油吉林石化公司 仓储中心,吉林 吉林 132021)
目前,国外企业普遍采用浓醪发酵技术实现了高浓度乙醇发酵技术的突破[1-9],实现浓醪发酵技术,需解决高底物浓度物料输送及其对酵母活性抑制的问题。为解决上述关键技术问题,一方面需要优化玉米浆浓度、液化酶和糖化酶添加量,使物料黏度指标满足燃料乙醇装置要求[10];另一方面需要对乙醇发酵调控指标进行研究,确定合理的营养补充剂添加量及发酵工艺控制参数,达到提高酵母繁殖力、发酵力及环境耐受力的目的[11]。
乙醇发酵过程是一种极其复杂的生化反应过程,不仅具有一般非线性系统的时变性、非线性、关联性、不确定性等特点[12-13],而且由于发酵过程中的一些重要参数(如生物质浓度和产物浓度)都不可以在线测量,所以发酵过程的控制比一般的非线性系统更加复杂[14]。在高浓度乙醇发酵体系中,高浓度底物糖和高浓度产物乙醇会给细胞带来渗透压胁迫和乙醇抑制[15]。除产物和底物胁迫抑制外,发酵过程中还存在其他胁迫因素,如发酵温度和废糟液循环过程盐离子和副产物积累导致的抑制效应等。因此,国内外在乙醇发酵的研究过程中,研究者们通过添加营养物质或胁迫保护性物质策略来提高发酵终点乙醇浓度[16-17]。
高浓度乙醇发酵工艺具有高发酵效率、高转化率、低残糖和节约能源等特点,可增加产量,显著提高经济效益。岳国军院士在中国酒精工业年会(2017年)上对国内外乙醇生产企业的技术现状进行了分析。美国企业φ(乙醇)>15%,其中34%的企业φ(乙醇)=19%,而国内企业φ(乙醇)=12.5%~14.0%。并且,提高乙醇发酵浓度,可减少玉米粉调浆用水量,使蒸馏后的发酵成熟醪(酒糟液)经卧式螺旋离心机后酒糟清液量大幅降低,有利于在干酒糟及其可溶物(distillers dried grains with solubles,DDGS)生产中减少蒸发设备投入和能源消耗。
1 实验部分
1.1 原料、试剂与仪器
玉米糖化醪液、乙醇发酵醪液、磷酸氢二铵:农业级,云天化集团有限责任公司;酵母菌:安琪超级酿酒活性干酵母,安琪酵母股份有限公司。
磷酸氢二钾:天津市福晨化学试剂厂;硫酸钾:天津市塘沽新华化工厂;葡萄糖:天津市化学试剂一厂;以上试剂均为分析纯。
高效液相色谱仪(high performance liquid chromatography,HPLC):LC-20A plus,日本岛津公司;洁净工作台:W-CJ-1FDS,上海昕仪公司;全自动高压蒸汽灭菌锅:3870ELVC-D,以色列腾氏公司;高速冷冻离心机:Sigma3-30K,德国Sigma公司;生化培养箱:HWS-250,立式振荡培养箱全温摇床:ZQPL-200,天津莱玻特瑞公司;电子显微镜荧光系统:CKX53,日本奥林巴斯公司;微孔板光谱仪:Plus384,美国美谷分子公司。
1.2 实验方法
1.2.1 工艺流程及操作要点
吉林燃料乙醇公司采用的是分步糖化连续发酵生产工艺(从预发酵罐到8号发酵罐进行连续发酵),而作者是采用摇瓶实验对分步糖化间歇发酵生产工艺进行探索研究,从而实现高ρ(乙醇)发酵技术的突破。实验流程见图1。

图1 分步糖化间歇发酵生产工艺
高质量浓度糖化醪原料制备:将糖化醪进行固液分离(3 000 g/min,离心10 min),在分离得到的糖化醪上清液中添加一定量的葡萄糖,110 ℃条件下灭菌30 min,室温条件下静置20 h,再分析糖化醪上清液中的ρ(葡萄糖)。
发酵醪液中酵母活性分析:将稀释一定倍数后的发酵醪液滴加到固体平板上,再利用涂布棒均匀涂布后,30 ℃条件下,培养24 h后进行酵母菌落计数,从而判断酵母活性。
发酵:在300 mL摇瓶(装液量为100 mL)中,将发酵醪液和高ρ(糖化醪液)按一定体积比进行混合封膜后进行厌氧发酵。发酵温度为30~36 ℃,摇床转速为180 r/min,发酵周期为30~54 h,定期取样(取样量1 mL)分析醪液中主要成分变化情况。
1.2.2ρ(还原糖)、ρ(葡萄糖)及ρ(乙醇)的测定方法
还原糖采用3,5-二硝基水杨酸比色定糖法(DNS)测定[18];葡萄糖和乙醇采用液相色谱(NREL/TP-510-42623 January 2008)进行测定。首先,将待测样品1 mL放入2.0 mL离心管中10 000 r/min离心5 min,将上清液稀释10倍后用0.22 μm的水系滤膜过滤到进样瓶中;再用HPLC(检测器:示差折光检测器;色谱柱:HPX-87H;流速:0.6 mL/min;流动相:0.005 mol/L 硫酸;柱温:55 ℃)进行样品成分分析。
2 结果与讨论
2.1 玉米糖化醪和发酵醪液主要组分分析
实验所用的玉米糖化醪液和发酵醪液由工厂提供,其中,发酵醪液为工厂主1发酵罐中的醪液,醪液酵母处于生长稳定期(发酵16 h),醪液中酵母数量为4.05×108CFU/mL。具体组分分析结果见表1。

表1 工厂玉米糖化醪和发酵醪液主要组分分析1)
1)“-”表示未检出,下同。
由表1可知,工厂所提供的发酵醪液中酵母活性较高,适合作为酵母种子液开展工艺优化研究,然而,所提供的糖化醪液的ρ(糖)不适合开展高ρ(乙醇)发酵工艺的研究。
2.2 ρ(糖化醪糖)对乙醇发酵的影响
为了开展高ρ(乙醇)发酵工艺研究,在工厂所提供的糖化醪液中分别补加170、210 g葡萄糖,使糖化醪液中ρ(葡萄糖)=280、316 g/L,记为1#、2#实验,ρ(还原糖)=308、344 g/L。并将配制的高质量浓度糖化醪(糖化醪液中未添加磷酸氢二铵)与发酵醪液[发酵醪液中ρ(磷酸氢二铵)=0.2 g/L]按体积比1∶1混合后,在三角瓶中开展乙醇发酵实验,考察ρ(糖化醪糖)对乙醇产量的影响。其中,发酵温度为30 ℃、摇床转速为180 r/min,实验结果见表2。

表2 ρ(糖化醪糖)对乙醇发酵的影响 ρ/(g·L-1)
由表2可知,1#和2#发酵54 h时ρ(乙醇)均可达到124 g/L,ρ(葡萄糖)=3、14 g/L。实验结果说明,提高ρ(糖化醪糖)后,可实现高ρ(乙醇)发酵,但过高的增加ρ(醪液糖)会造成发酵成熟醪液ρ(残糖)偏高,不利于工厂降低生产成本。所以需要对发酵工艺进行优化,达到提高酵母发酵力及环境耐受力的目的。
2.3 发酵温度对乙醇发酵的影响
为了考察不同发酵温度对乙醇发酵效果的影响,在三角瓶中依据工厂生产工艺条件开展了乙醇发酵实验。其中,发酵醪与高质量浓度糖化醪[ρ(葡萄糖)=270 g/L]按体积比1∶1.5混合,磷酸氢二铵添加量为0.2 g/L,发酵温度分别为30、32、34、36 ℃,记为1#、2#、3#、4#发酵实验,摇床转速为180 r/min,发酵周期为48 h。实验结果见表3。

表3 发酵温度对乙醇发酵的影响情况 ρ/(g·L-1)
由表3可知,当发酵温度为30 ℃时,发酵48 h,ρ(乙醇)=117.2 g/L,ρ(葡萄糖)=0.1 g/L。而当发酵温度在32~36 ℃时,发酵48 h后,ρ(乙醇)≈115 g/L,ρ(葡萄糖)=1.2~9.8 g/L。实验结果说明,30 ℃的发酵温度是安琪超级酿酒活性干酵母最佳活性温度。
通过对发酵48 h的发酵醪液进行固体平板培养,进一步考察了不同发酵温度对酵母生长的影响。实验结果为1#酵母数量为4.5×108CFU/mL,2#酵母数量为5.5×108CFU/mL,3#酵母数量为0.18×108CFU/mL,4#酵母数量为0.11×108CFU/mL。实验结果说明,发酵温度在30、32 ℃时,都可以维持较高的酵母数量(活性)。
2.4 ρ(磷酸氢二铵)、ρ(磷酸氢二钾)及ρ(硫酸钾)对乙醇发酵的影响
增加ρ(钾离子)有利于促进酵母碳水化合物的代谢,而无机磷是细胞中核酸、核蛋白等的成分,是许多辅酶和高能磷酸化合物的组分,又是氧化磷酸化的必需元素,而且磷酸盐类也是维持培养基缓冲性的主要物质。所以,利用Minitab 16软件中的Placket-Burman(PB)实验设计,考察了磷酸氢二铵、磷酸氢二钾、硫酸钾3种营养盐对乙醇发酵效果的影响。采用PB实验考虑各因素间存在交互作用并为下一步开展中心组合实验挑选优化因素。
PB实验设计是以ρ(营养盐)=2 g/L为中心点,2 g/L为步长,发酵醪与高质量浓度糖化醪[ρ(葡萄糖)=316 g/L]按体积比1∶1混合,发酵温度为30 ℃,摇床转速为180 r/min,发酵周期为48 h,开展乙醇发酵实验。实验结果见表4。
由表4可知,7#和12#是空白对照样品,发酵48 h,ρ(乙醇)=114.9~118.9 g/L,ρ(葡萄糖)降至18.7~25.8 g/L。2#、4#、5#、6#、8#、9#、11#是添加磷酸氢二铵的醪液样品,发酵48 h,ρ(乙醇)=125.7~129.5 g/L,ρ(葡萄糖)降至4.7~7.5 g/L。1#、3#、10#、13#是添加磷酸氢二钾、硫酸钾的醪液样品,发酵48 h,ρ(乙醇)=106.9~116.0 g/L,ρ(葡萄糖)降至28.3~39.4 g/L。实验结果说明,磷酸氢二铵对乙醇发酵有促进作用,而磷酸氢二钾和硫酸钾对乙醇发酵无促进效果。
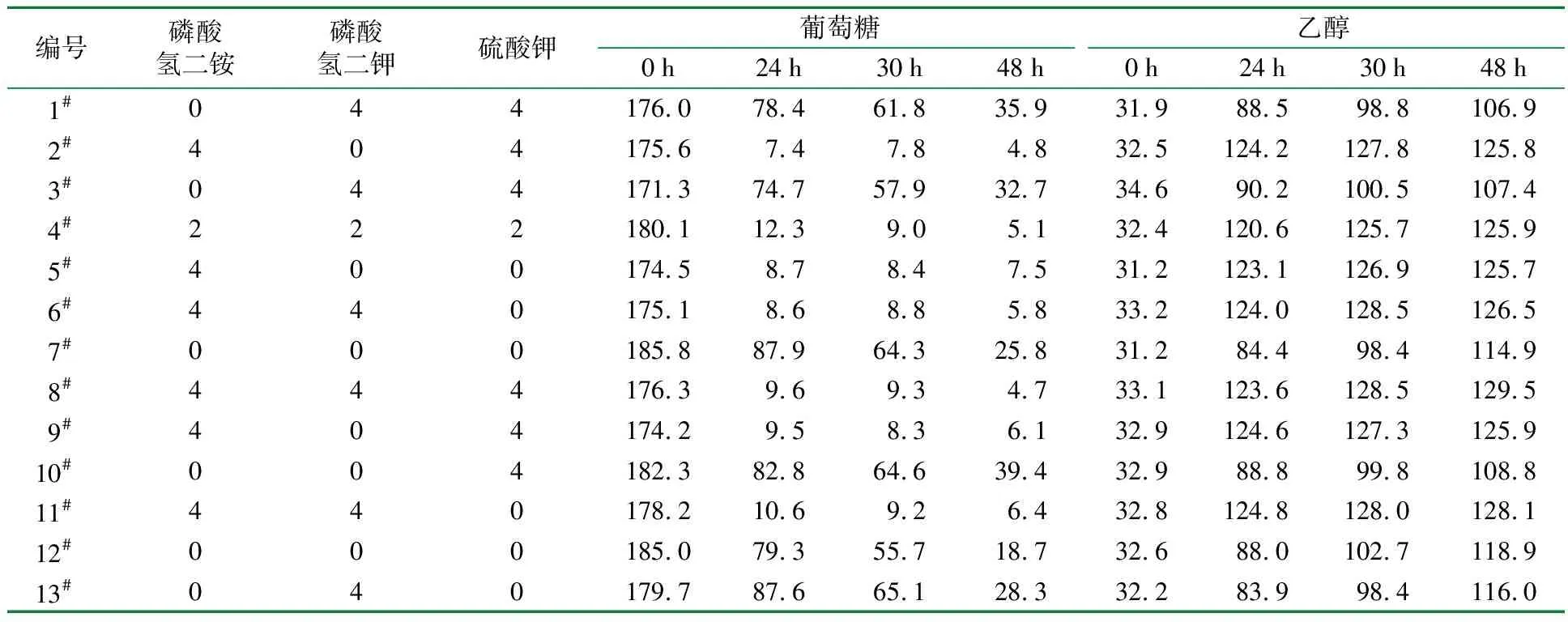
表4 磷酸氢二铵、磷酸氢二钾、硫酸钾营养成分对乙醇发酵的影响 ρ/(g·L-1)
在上述实验数据基础上,利用Minitab 16软件中的PB设计,对发酵30 h时的发酵数据进行了PB分析并筛选出影响发酵效果的显著性因素,结果见表5。

表5 磷酸氢二铵、磷酸氢二钾、硫酸钾对乙醇发酵效果的PB分析
由表5可知,磷酸氢二铵的P值为0.000,小于0.05,表明磷酸氢二铵对乙醇发酵有显著影响,而磷酸氢二钾和硫酸钾的P值分别为0.955和0.965,均大于0.05,表明磷酸氢二钾和硫酸钾对乙醇发酵无促进作用。上述分析结果说明,氮源(氮元素)是乙醇发酵的主要限制因素。
2.5 优化ρ(糖)及ρ(磷酸氢二铵)
为了实现高ρ(乙醇)发酵效果利用Minitab 16软件设计了响应面实验,发酵醪与高质量浓度糖化醪按体积比1∶(0.3~1.7)混合,磷酸氢二铵添加量为1.25~2.75 g/L,发酵温度为30 ℃,摇床转速为180 r/min,发酵周期为48 h。发酵实验结果见表6,响应面分析数据见图2。
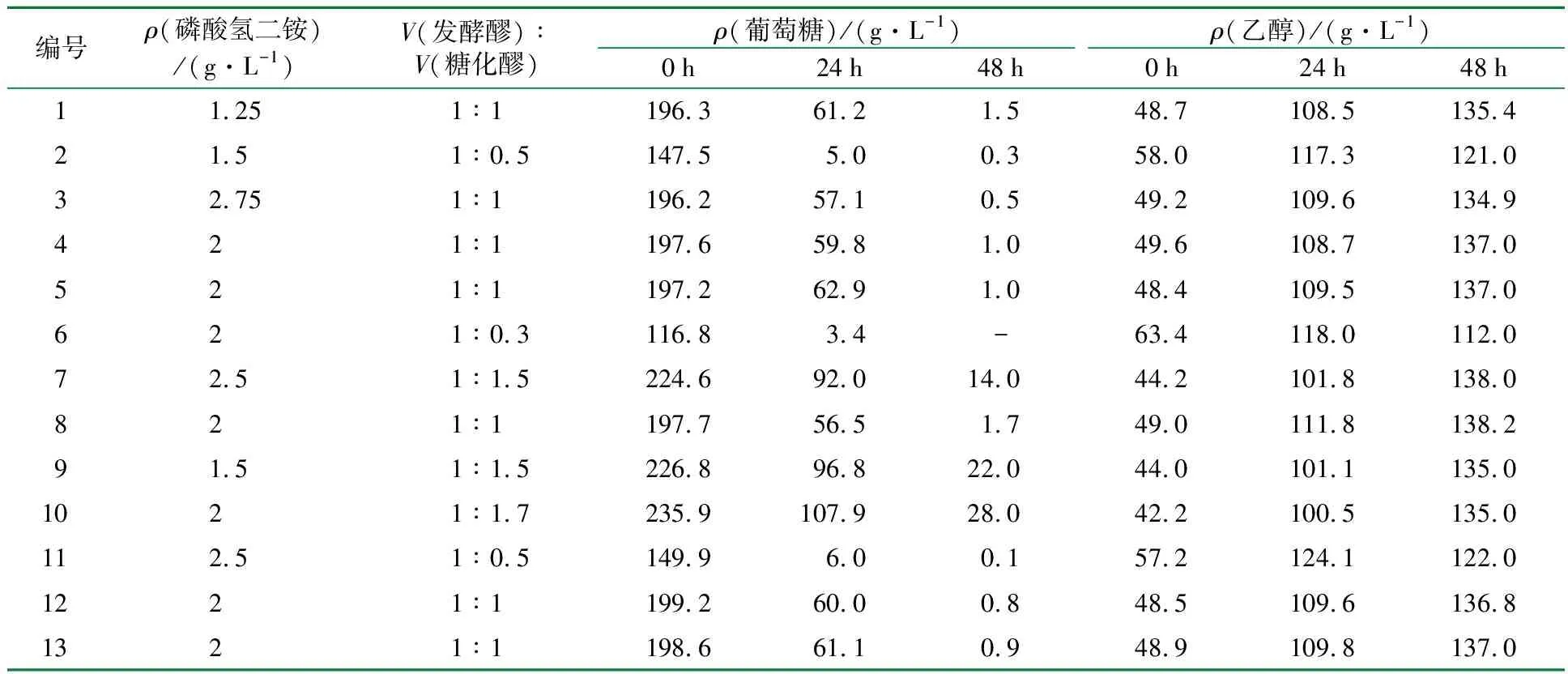
表6 ρ(磷酸氢二铵)及ρ(葡萄糖)对乙醇发酵的影响
由表6可知,中心点样品发酵48 h,ρ(乙醇)=137 g/L,ρ(葡萄糖)<1.7 g/L。醪液初始ρ(葡萄糖)=224.6~235.9 g/L,ρ(磷酸氢二铵)=2~2.5 g/L,发酵48 h,ρ(乙醇)=135.0~138.0 g/L,ρ(葡萄糖)=14~28 g/L。而当醪液初始ρ(葡萄糖)=116.8~149.9 g/L,ρ(磷酸氢二铵)=1.5~2.5 g/L,发酵48 h,ρ(乙醇)=112.0~122.0 g/L,ρ(葡萄糖)<0.3 g/L。上述实验结果说明,发酵醪液ρ(葡萄糖)达到一定上限后,酵母将不能把多补加的糖转化为乙醇,即使通过提高醪液中ρ(磷酸氢二铵)也达不到提高乙醇产率的效果。
在上述实验数据基础上,利用Minitab16软件对发酵48 h的实验数据进行了响应面分析,得到了ρ(葡萄糖)、ρ(磷酸氢二铵)与ρ(乙醇)相互关联的等值线图,从左→右分别代表不同ρ(乙醇)(单位:g/L),见图2。
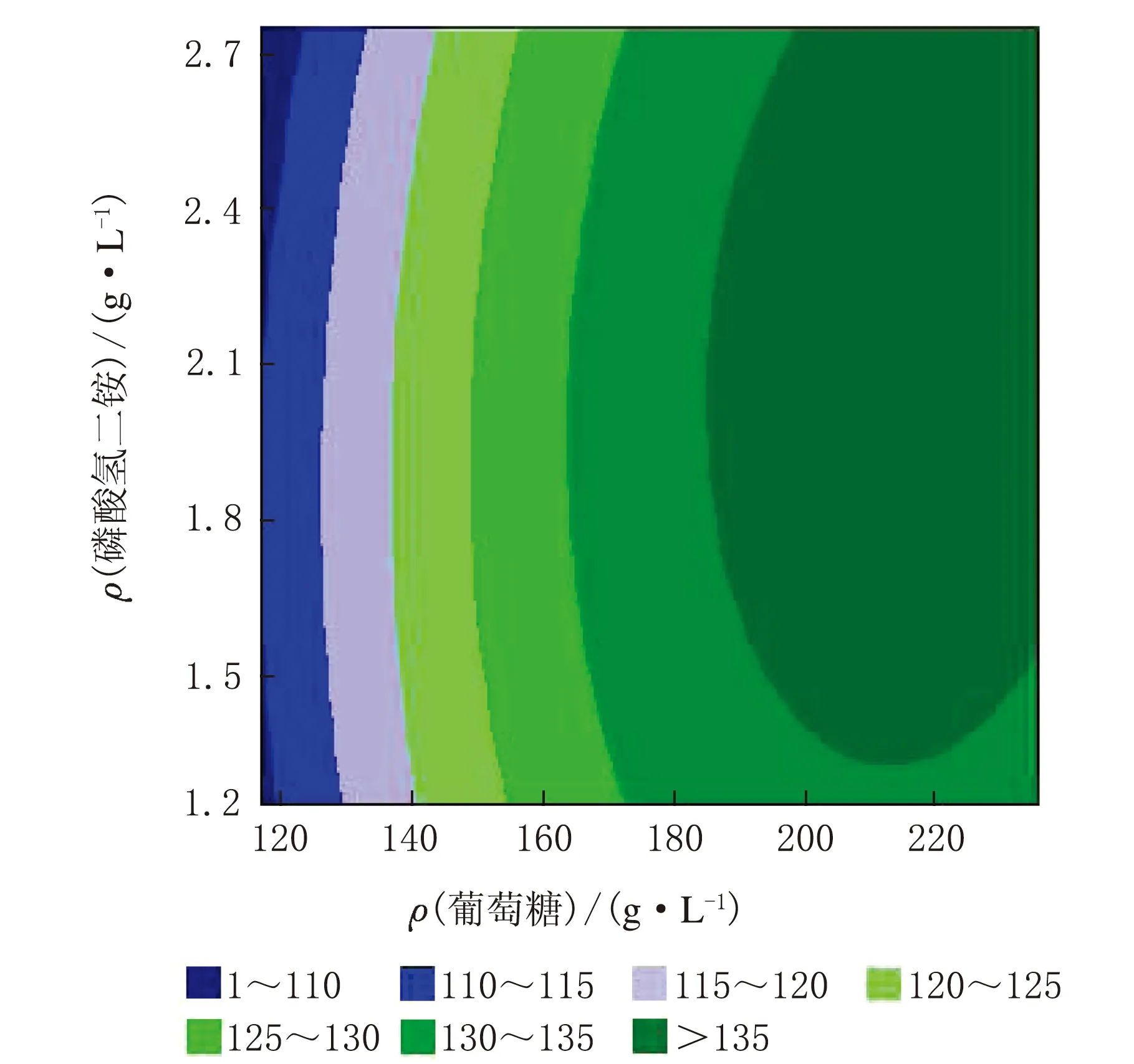
图2 48 h ρ(葡萄糖)、ρ(磷酸氢二铵)与ρ(乙醇)相互关联的等值线图
由图2可知,发酵醪液中ρ(葡萄糖)直接影响ρ(乙醇),说明提高ρ(葡萄糖)是提高ρ(乙醇)的决定因素,其次是ρ(磷酸氢二铵)因素。
3 结 论
目前,国内的燃料乙醇企业大部分使用安琪酵母股份有限公司所提供的酿酒干酵母,而该酵母在工业生产应用时φ(乙醇)=12.5%~14.0%。在这种较低的φ(乙醇)下,不利于企业的长远发展。所以,作者研究的目的是在工厂现有工艺条件的基础上,实现其高φ(乙醇)发酵技术的突破。实验以燃料乙醇企业实际物料为基础培养基,在三角瓶中开展乙醇发酵工艺优化研究。当发酵醪与高质量浓度糖化醪[ρ(葡萄糖)=316 g/L)]按1∶1体积比混合后,补加2 g/L磷酸氢二铵,并在30 ℃条件下,发酵48 h,实现了醪液ρ(乙醇)=137 g/L[φ(乙醇)=17%],醪液ρ(葡萄糖)<1.7 g/L。以吉林燃料乙醇公司[φ(乙醇)=14%]糖醇转化率按47%折算,发酵醪初始ρ(葡萄糖)=238.29 g/L,而体积比1∶1混合后醪液初始ρ(葡萄糖)=277.15 g/L,经计算得出糖醇转化率为49.43%。上述实验为提高燃料乙醇企业乙醇发酵浓度提供了技术支持。
