2000MPa平行钢丝拉索冷铸锚固安全性能研究
2020-06-01石艺歌王士杰
石艺歌,王士杰
(中铁大桥(郑州)缆索有限公司 郑州市 450044)
随着技术的发展,斜拉索用钢丝抗拉强度级别越来越高,从最初1570MPa、1670MPa直至目前的2000MPa,例如芜湖长江公铁大桥(主跨588m)和沪通长江大桥(主跨1092m)均采用抗拉强度2000MPa的锌铝合金镀层钢丝成品拉索。斜拉索是斜拉桥的重要受力构件,冷铸锚是斜拉索的重要组成部分,位于斜拉索两端,起着锚固斜拉索、传递索力的作用。如果斜拉索出现损伤或失效等情况,会直接影响斜拉索和桥梁的安全使用寿命。为保证2000MPa平行钢丝拉索冷铸锚固安全性能,从高强钢丝、冷铸锚具、冷铸填料三个关键受力构件进行质量控制,然后进行试验索的弯曲疲劳试验、静载破断试验等检测。
1 冷铸锚结构
斜拉索冷铸锚由锚杯、分丝板、连接筒、锚圈、前后盖等金属部件组成,高强钢丝穿入分丝板后进行镦头,锚杯内腔灌注冷铸填料,经高温养生固化形成冷铸锚结构(见图1)。
2 高强钢丝
2000MPa高强钢丝由国内专业厂家生产,主要技术指标见表1。钢丝使用前按照钢丝生产厂家检验项目取样数量的5%进行抽样检测,检测项目包括抗拉强度、屈服强度、伸长率、弹性模量、反复弯曲、缠绕性能、扭转性能等,经检验合格后方可投入使用。
3 冷铸锚具
依据《公路斜拉桥设计细则》(JTG/T D65-01-2007)标准要求,运营状态斜拉索安全系数不应小于2.5,施工状态斜拉索安全系数不应小于2.0,斜拉索锚具的安全系数不应小于斜拉索的安全系数。
3.1 冷铸锚具材质
冷铸锚具常规采用40Cr材质,2000MPa平行钢丝拉索锚具采用性能更好的42CrMo和35CrMo,应符合《合金结构钢》(GB/T 3077-2015)的规定。
在锚具加工过程中,锚杯和锚圈采用钢锭经锻压锻成空心筒体的锻件,应符合《大型合金结构钢锻件技术条件》(GB/T 33084-2016)的规定。锻件的力学性能与锚具截面尺寸相关,随着尺寸的增大,锻件屈服强度ReL逐渐下降。结合锚具截面尺寸,42CrMo锻件和35CrMo锻件屈服强度ReL分别为550 MPa和540MPa。
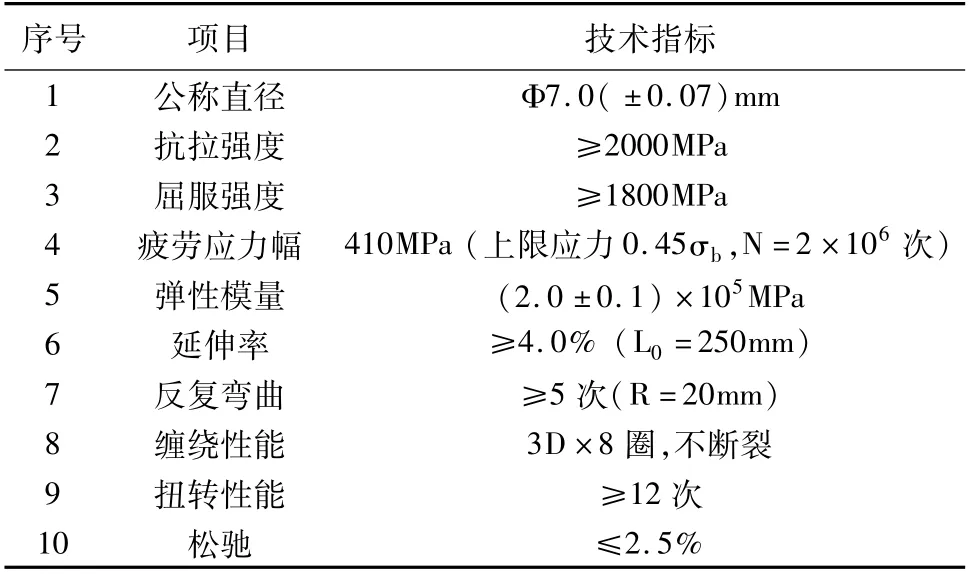
表1 2000MPa高强钢丝技术指标
3.2 冷铸锚具设计
锚具的结构尺寸由以下几个因素确定:锚杯小端孔径应满足索体穿过及填料灌注工艺间隙的要求;大端孔径应满足钢丝发散空间、钢丝穿入分丝板后的镦头间隙;锚杯内钢丝的有效锚固长度(lsc)应满足冷铸锚固填料与钢丝的粘结强度的要求,应大于钢丝在冷铸填料中的拔出试验的最小握裹长度;锚杯内腔锥形面的母线与轴线的夹角(βs)适宜,若角度太小,容易造成拉索在超张拉后的分丝板的回缩值过大;锚杯的平均壁厚(tsm)须满足冷铸体引起的压力在锚杯壁上产生的环向应力要求(见图2)。
锚杯强度验算包括:内外螺纹强度校核(弯曲、剪切、挤压)、锚杯危险断面验算(锚窝退刀槽处)、锚杯环向应力;锚圈强度验算包括:螺纹强度(弯曲、剪切、挤压)、端面承压。通过锚具强度验算可以知道,锚杯是由锻件屈服强度控制其结构尺寸,锚圈是锚垫板承压控制其外形尺寸,因此考虑到锚具结构尺寸的紧凑性及经济性,锚杯采用42CrMo,锚圈采用35CrMo。
在2000MPa平行钢丝拉索锚具设计时,分丝板灌注流道间隙增大,适当延长锚固段钢丝的发散区域,改善锚具的灌注工艺性;在锚杯小端口处增加弹性限制器,降低拉索接触应力以及由此产生的二次弯曲应力,提高拉索的弯曲疲劳性能(见图3)。另外,锚具结构的细节设计要合理,变截面部位出现尖角或圆角半径不够大,会造成应力集中;锚具表面光洁度不足,加工过程留下的划痕、刀痕、磨削裂纹等也会造成应力集中,都可能导致锚具在交变应力作用下发生疲劳断裂。因此在高强度斜拉索锚具结构设计中,更应注重细节部位的处理:变截面部位应采用圆角过渡,且圆角半径不能太小,以降低应力集中;加工时应控制表面及圆角处的光洁度,提高表面质量,以利于增强材料的疲劳强度。
3.3 冷铸锚具制造
锚杯及锚圈加工工艺流程:42CrMo/35CrMo→锻造→粗车→进厂检验→热处理→半精车→超声波探伤→精车→钻孔攻丝→磁粉探伤→粉末渗锌→封闭处理→最终检验→成品入库。
锚杯及锚圈的坯件为锻钢件,需进行调质热处理,过高的热处理强度,会过大地增加材料的硬度和脆性,增加工件机加工难度,同时也会增加工件的内应力,产生表面裂缝,结合厂家锚具制造经验,锚杯硬度225~269HB,锚圈硬度207~255HB。热处理符合《钢件的淬火与回火》(GB/T 16924-2008)标准要求,不能出现硬度不匀、淬透深度不足、表面裂纹、组织畸形等工艺性缺陷。锚具热处理后,按照《金属材料布氏硬度试验第1部分:试验方法》(GB/T230.1-2009)标准规定进行硬度检测。锚杯及锚圈均按照《锻钢件超声检测》(JB/T 8467-2014)规定的2级要求逐件进行超声波探伤检验,成品表面均按照《锻钢件磁粉检测》(JB/T 8468-2014)规定的2级要求逐件进行磁粉探伤。
冷铸锚具有规格型号和产品流水号标志,同规格的部件具有互换性。每套锚具均有质量保证书,标明各主要部件的材质、化学成分、机械性能、探伤报告等,填写各部件硬度、尺寸加工误差、渗锌层厚度等检测结果。
3.4 冷铸锚具防护
锚具防护目前主要有常用3种方式:电镀锌、热浸锌和粉末渗锌。粉末渗锌是一种化学热处理工艺,能够形成锌铁合金保护层,有效防止锚具腐蚀。锚具粉末渗锌工艺流程:酸洗除锈→工件装夹→装炉→工艺参数设置→渗锌(升温、恒温、冷却)→出炉→水洗→干燥→检验→钝化→封闭。
锚具粉末渗锌主要特点:涂层厚度均匀,梯形螺纹直接满足旋合配合精度;渗锌层为扩散冶金结合,锌铁合金与基体金属结合强度高;渗锌层硬度高,耐磨损性能好;涂层耐腐蚀性强,工艺过程环保,没有氢脆现象。粉末渗锌锚具经1000h中性盐雾试验,试件表面未出现红锈。锚具3种防护方式技术指标对比见表2。

表2 电镀锌、热浸锌和粉末渗锌指标比较
4 QS2160冷铸填料
冷铸填料主要由环氧粘接材料、铁砂(粗骨料)、矿粉(细骨料)组成,是在常温下灌注高温下固化,形成圆台状冷铸体,将钢丝握裹楔进锚杯,形成整体结构传递索力。为了满足2000MPa高强钢丝的锚固强度,我们在原有冷铸填料配方的基础上,进行了多次配方试制,经过常温抗压强度试验、高温抗压强度试验、热老化试验、钢丝拔出试验等,开发出性能更好的QS2160冷铸填料。该配方主要特点是,冷铸体为海岛结构的环氧树脂合金,固化物具有超高的断裂韧性、抗裂纹扩展能力和热稳定性。锚具养生固化温度从175℃降至160℃,锚具养生质量更易得到保障。试件常温抗压强度从147MPa提高到160MPa以上,满足了高强钢丝的锚固要求。
5 斜拉索试验
采用2000MPa高强钢丝、42CrMo锚杯、35CrMo锚圈及QS2160冷铸填料制造了一组试验索,以验证斜拉索冷铸锚固安全性能。
5.1 弯曲疲劳试验
按照《大跨度斜拉桥平行钢丝拉索》(JT/T 775-2016)标准要求对试验索进行了弯曲疲劳性能试验检测。试验索规格为PESC7-511,公称破断索力39311kN。疲劳试验加载波形为正弦波,频率0.6Hz,疲劳加载峰值为17699kN(0.45),应力幅为4916kN(250MPa);200万次疲劳加载过程中动恒载保持稳定,未见异常;疲劳试验完成后,对该试验索进行了轴向拉伸试验,试验最大荷载为37407kN,加载过程中未见异常;试验完成后检查,未见钢丝断裂和护套破损等现象,且锚圈与锚杯能自由旋合。具体检测数据和结果见表3。
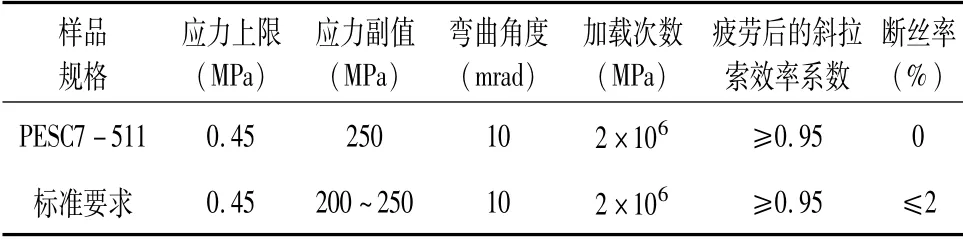
表3 PESC7-511斜拉索弯曲疲劳性能试验检测结果
5.2 静载试验
按照《大跨度斜拉桥平行钢丝拉索》(JT/T 775-2016)标准要求对试验索进行了静载性能试验检测。试验索规格为PESC7-547,公称破断索力42102kN。试验中,各级加载稳定,未见异常;试验荷载最大值为41712kN,持荷5min后卸载,未见异常;试验完成后检查,未见钢丝断裂和护套破损等现象,且锚圈与锚杯能自由旋合。具体检测数据和结果见表4。
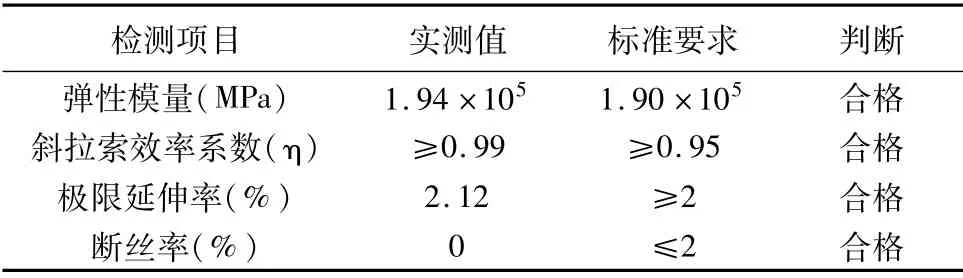
表4 PESC7-547斜拉索静载性能试验检测结果
6 结语
斜拉索钢丝抗拉强度级别提高后,需要与之匹配的冷铸锚具和冷铸填料,以满足结构受力。采用42CrMo锚杯、35CrMo锚圈及QS2160冷铸填料制造的2000MPa平行钢丝拉索试验索,经弯曲疲劳试验及静载试验检验,各项指标符合设计和标准规范要求,冷铸锚固性能安全可靠,为2000MPa平行钢丝拉索项目的实施奠定了基础,也可作为类似项目的参考。
