提高热轧阴极扁钢成品尺寸精度的实践
2020-05-24李强宋维兆
李强,宋维兆
(新疆八一钢铁股份有限公司轧钢厂)
1 前言
新疆是我国第二大电解铝生产大省也是重要的电解铝生产基地。目前新疆地区电解铝产能为782.5万t,占全国的比重为16.52%。阴极扁钢是电解铝厂用于阴极导电棒的消耗性材料,近几年来,随着电解铝产能的不断提升,新疆阴极扁钢的市场需求也在不断提升,而新疆电解铝厂用阴极扁钢大多从疆外采购。随着电解铝行业技术的不断发展,各电解铝厂对阴极扁钢的高导电性和成品尺寸精度要求不断提高,为满足市场需求,八钢公司决定对生产阴极扁钢的型钢生产工艺进行改进,利用现有装备及改进后的工艺路线生产成品尺寸精度较高的阴极扁钢产品。
1 阴极扁钢产品的技术要求
阴极扁钢亦称电极扁钢,属于碳素结构钢,做为电解铝厂里电解池的阴极电极使用,属于消耗品,每年需要定期更换,需求量大,无特别力学性能要求。随着技术的发展,阴极扁钢趋向于大压缩比和低碳高导电性方向发展,对产品表面尺寸精度要求较高。用户对阴极扁钢成品截面(见图1)尺寸的允许偏差见表1。
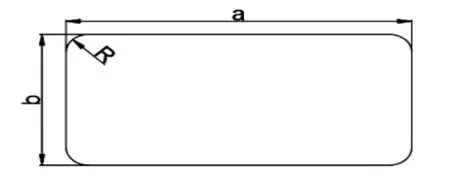
图1 阴极扁钢截面
要求阴极扁钢表面不得有裂纹、结疤、麻面、凹坑、凹槽、锈蚀及突起等局部缺陷,不应有明显的扭转。各电解铝厂为了提高电解槽使用寿命和降低电耗,要求阴极扁钢侧面(b)平直度必须达到70%以上。
2 八钢型钢生产线阴极扁钢工艺流程
新疆八一钢铁公司型钢生产线全套是国产设备,设计年产量40万t。生产线主要设备包括加热炉、750 二辊可逆轧机、热锯、立轧轧机、轧边机、万能精轧机、阴极扁钢热矫直机、型钢冷床、阴极扁钢冷床、矫直机、编组、定尺冷锯、码垛、打捆机、阴极扁钢切割线以及辅助设备。
八钢型钢生产线原设计阴极扁钢热矫直机和小冷床布置在开坯机后,只通过开坯机完成阴极扁钢成品轧制,由于开坯机为二辊轧制,成品侧面的平直度和垂直度无法满足用户对成品尺寸精度提升的要求。因此决定对阴极扁钢工艺路线进行调整改造,将阴极扁钢热矫直机和小冷床搬迁至精轧机组和型钢大冷床之间。阴极扁钢工艺流程见图2。

图2 调整后的阴极扁钢工艺流程
3 开坯机孔型设计思路
3.1 孔型系统选择
开坯机孔型在设计时考虑到孔型系统的共用性,选择箱型孔型系统,该孔型系统可以通过调整辊缝的方法轧制多种不同尺寸的轧件,满足多种规格的尺寸要求,这样可以减少换辊次数,提高轧机的作业率。
3.2 开坯机孔型设计要求
型钢产线750 二辊开坯机在机后布置有一套翻钢装置,设计孔型系统,选择平—立—立—平—平的轧制工艺,轧制过程通过机后的翻钢装置实现平立交替;在孔型共用性方面,第一道次平轧箱型槽底宽度按照最大坯料宽度设计;成品前所有孔型的槽深按照成品最小厚度设计,通过辊缝调整实现共用。为了避免轧件头部下弯冲击辊道损坏设备,在配辊时采用下压力轧制,下辊直径比上辊直径大5mm。
为了避免开坯机成品轧件出现头部弯曲,影响精轧机组的咬入和轧制,在设计孔型时需要考虑以下两个问题:为了避免头部侧弯,成品孔按照每个规格宽度的单独设计,保证孔型的充满程度;为了保证头部不发生上翘和下弯,成品孔的孔型深度设定为30mm,侧壁斜度大于10°。
4 精轧孔型设计思路
4.1 孔型系统确定
精轧机组前三架轧机分别为φ480mm 立轧、φ480mm 平轧和φ950mm万能轧机,因此将精轧孔型系统确定为:立轧轧边-- 平轧轧角--万能轧机定形。并采用DEFORM3D 软件对精轧各道次轧制过程进行三维有限元模拟,验证各道次的轧件的温度、轧制力、金属流动变形情况,通过验证结果对孔型进行优化修正,以达到最佳效果。
4.2 各道次的作用
4.2.1 立轧轧边
主要作用是对开坯机成品侧面的凹凸形和端面脱方进行修正,立轧的压下量△h为5~7mm,槽底宽度比开坯机成品厚度小2~3mm,圆角半径R为20mm。
4.2.2 平轧轧角
主要作用是轧制4个圆角,保证轧件的4个圆角的充满和对称,如图3所示。
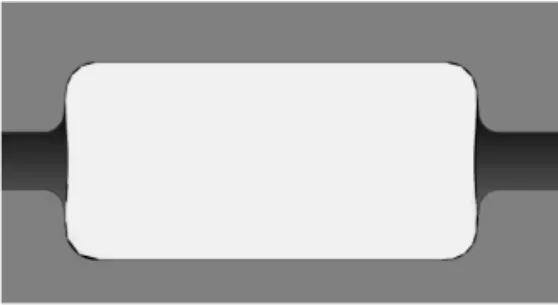
图3 平轧轧边剖面图
由于成品的圆角R为13mm,因此考虑到最后一道次的压下量对圆角的变形量,孔型圆角半径R为16mm;为了减小轧制时圆角部位的变形量,压下量△h为2~4mm,过大的压下量会造成轧件脱方;孔型深度设定为30mm,侧壁斜度为5°。
4.2.3万能轧机定型
主要作用是对轧件的4个面同时进行轧制,确保成品的4个平直度达到电解铝厂的使用要求,如图4所示。

图4万能轧机剖面图
为了防止轧件的圆角在万能轧机中出现凸台,万能轧机水平辊的圆角半径设计为2mm,水平辊的压下量△h 为2~3mm,由于立辊存在弹跳,根据轧制力的不同其弹跳值约为3~4mm,由于每个规格的轧制量约为1500t,按照宽度负偏差2mm 计算,将立辊和水平辊的辊缝设定为5mm。为了防止轧件咬入吃偏造成成品4个圆角不对称,要让轧件头部先接触立辊,立辊压下量大于水平辊压下量50%以上。
从DEFORM3D 的后处理分析中的破坏能量中可以看出(如图5所示),由于前一道次轧角道次压下所带来的侧面双鼓形,在立辊能很好的消除掉,并且万能轧机的4个轧辊对轧件的变形能将成品圆角半径挤压至13mm。
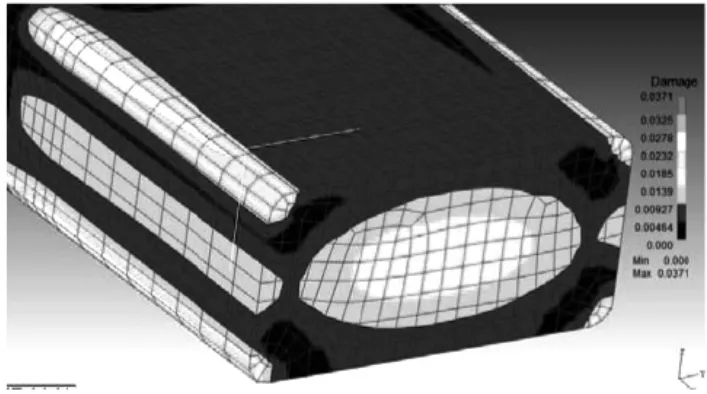
图5万能轧机轧制破坏能量
5 轧制程序设计
以96×198(mm)规格的阴极扁钢为例,开坯机轧辊弹跳按照7mm 设定控制程序见表2。
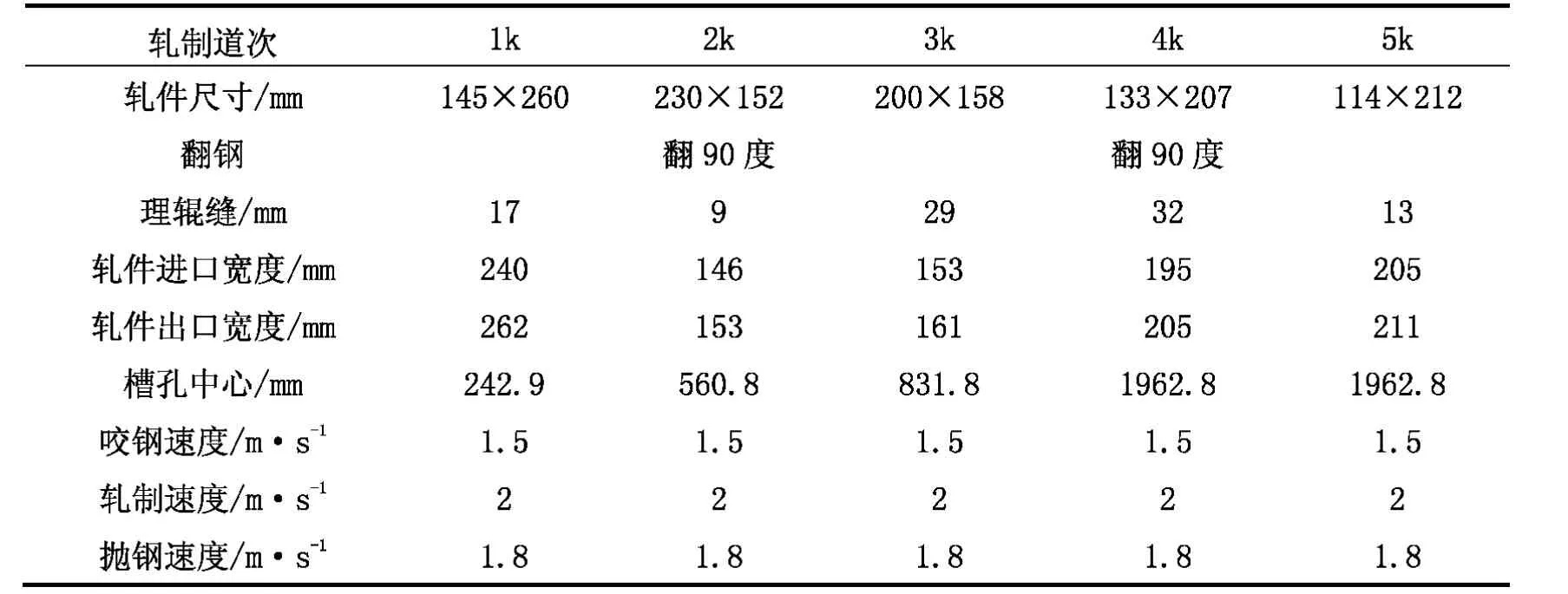
表2 750BD 轧机轧制程序表
精轧前两道轧辊弹跳为2mm,万能轧机水平辊弹跳2mm,立辊弹跳3mm,终轧速度设定为2m/s,精轧轧制程序见表3。

表3 阳极扁钢精轧轧制参数
6 结束语
八钢型钢产线已经开发出了疆内某电解铝厂所需的所有阴极扁钢规格,尺寸公差在允许偏差内,侧面平直度和圆角尺寸要求也满足用户使用要求。已形成批量生产。按照此工艺生产的96×198(mm)和120×198(mm)两种规格阴极扁钢各1000t,已交付用户使用,满足用户要求,获得认可。
