膜裂法聚四氟乙烯纤维生产工艺研究
2020-05-20顾榴俊
顾榴俊
(上海金由氟材料股份有限公司,上海,200137)
1 前言
随着现代科技的发展和人们生活水平的不断提高,高性能材料的发展和应用有了越来越广阔的空间,已经渗透到能源、化工、环保、生物、建筑和纺织等国民经济各个领域[1]。同时,各种新材料的性能也不仅仅局限于单一功能,而是向多功能、高性能的方向发展。
由于聚四氟乙烯(PTFE)分子特殊结构性,其大分子链呈直线排列,刚性大,使得PTFE纤维材料表现出具有优异的耐温性、耐候性和化学稳定性能,已广泛应用于环保、医疗、军事和航空航天等领域。但也是由于PTFE分子结构的特殊性,导致无法采用传统的溶液法或者熔融法纺丝,这也是我国PTFE材料应用的技术瓶颈。目前PTFE纤维主要生产工艺包括:载体纺丝法、糊料挤压法、熔体纺丝法和膜裂法等[1-3],膜裂法作为一种新型的PTFE纤维制备工艺,由于每个生产厂家的设备基本上都是根据PTFE树脂原料性能专门定制,因此目前国内外尚未有统一的标准化生产工艺。上海金由氟材料股份有限公司作为国内最早从事PTFE纤维材料研发和生产的企业之一,早在2011年就就成功开发了国内首创的膜裂法聚四氟乙烯纤维生产工艺并获得中国纺织工业协会组织的技术成果鉴定。因此本文通过对PTFE长纤维和PTFE短纤维生产工艺进行研究分析,确定生产PTFE长纤维和短纤维最佳生产工艺。
2 研究内容
研究PTFE膜裂技术和装置,并通过工艺技术优化得到异型截面、分布均匀的中间产品纤维,为后道工序中长丝、白色短纤维、牙线、聚四氟乙烯基布和复合滤料等最终产品的生产提供了保障。聚四氟乙烯纤维加工过程中热处理工艺,包括热拉伸和热定型工序,其中热拉伸的目的是在特殊温度的热处理条件下,增加聚四氟乙烯材料的取向和结晶度,热定型工艺则是保证聚四氟乙烯纤维几何尺寸的稳定和保持聚四氟乙烯纤维强度的重要方法。在热定型工序中,关键的工艺步骤是对加热段温度分布的控制(即温度场控制)以及对加热时间(即定型机中各辊的线速度)的控制。拉伸倍数的选择,对提高聚四氟乙烯纤维的定向结晶度和纤维的抗拉强度有明显的作用。因此,通过对热处理温度及拉伸倍数进行优化组合,可有效提高聚四氟乙烯产品的抗拉强度。具体加工工艺如图1和图2。
PTFE长纤维的制造工艺流程如图1所示。
PTFE短纤维生产工艺如图2所示。

图1 PTFE长纤维生产工艺流程图

图2 PTFE短纤维生产工艺流程图
3 结果与分析
3.1 生产工艺对PTFE长纤维性能影响
PTFE分子结构特殊性决定了PTFE纤维的生产只能在一定温度条件下进行,即将呈螺旋型的C-C链拉直,提升取向度至最优值,将结晶度提高到适当值,直至PTFE纤维的拉伸,可得到较高的取向度合理值,从而得到足够强度的PTFE纤维[4-5]。这里,对PTFE纤维的热牵伸对提高PTFE长纤维的拉伸强度尤为关键。
研究表明随着PTFE纤维单向结晶度的升高,其拉伸强度相应增高,而一定温度条件下的热处理和特定方向上的拉伸,有助于提高PTFE的结晶度和取向度[6]。由表1可知,未拉伸PTFE纤维未冷却处理时其熔融温度为346℃,结晶度仅有7.1%,自然冷却的PTFE纤维其熔融温度为325℃,结晶温度提升到13.4%,随着冷却温度的降低,PTFE纤维结晶度逐渐提高,当冷却到40℃时,结晶度达到了42.3%;拉伸后PTFE纤维其结晶度变化趋势与未拉伸的相似,但其结晶度远不如未拉伸的PTFE纤维高,比如同样是未处理的PTFE纤维,其结晶度仅有拉伸前的61%。
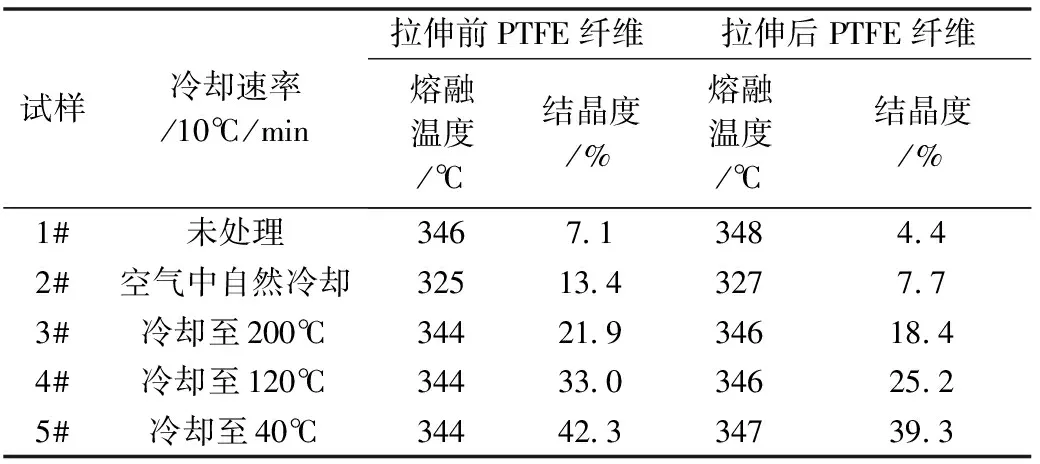
表1 冷却温度和拉伸对PTFE纤维熔融温度和结晶度的影响
拉伸倍数的大小与膜裂PTFE纤维的拉伸强度和拉伸伸长密切相关,拉伸后的PTFE长纤维的拉伸强度,相比于未拉伸的PTFE纤维有很大提高,而拉伸伸长率则显著下降,即纤维尺寸稳定性显著提高。因此,为了获得高强低伸的膜裂PTFE纤维,选取合理的牵伸倍数是至关重要的。对PTFE纤维的力学性能如表2所示。
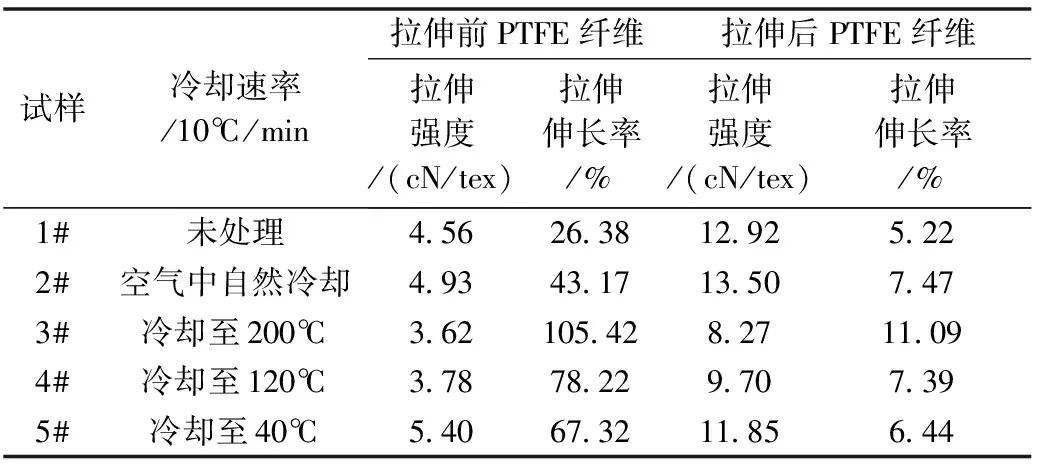
表2 热处理和拉伸对PTFE纤维力学性能影响
图3到图6是关于使用不同PTFE树脂作为原料时,不同的热处理温度、拉伸倍数对PTFE纤维拉伸强度和拉伸伸长率影响的研究结果。
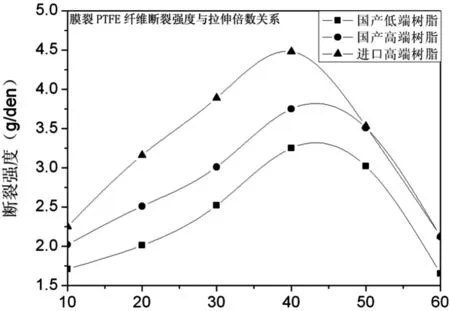
图3 膜裂PTFE纤维拉伸强度与牵伸倍数关系
通过不同温度、拉伸倍数与纤维性能规律的研究,本项目得出了温度与拉伸倍数组合,PTFE长纤维的多道拉伸工艺中温度参数见表3。
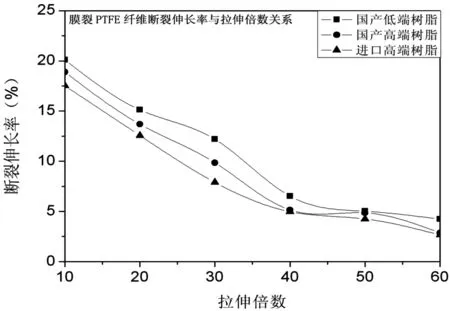
图4 膜裂PTFE纤维拉伸伸长率与牵伸倍数关系
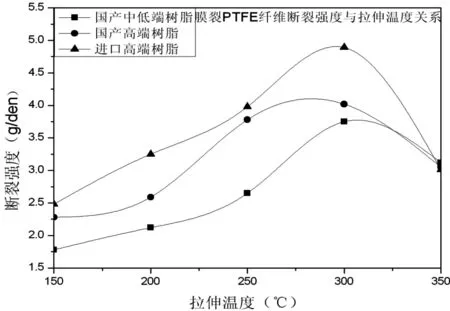
图5 膜裂PTFE纤维强度与拉伸温度关系
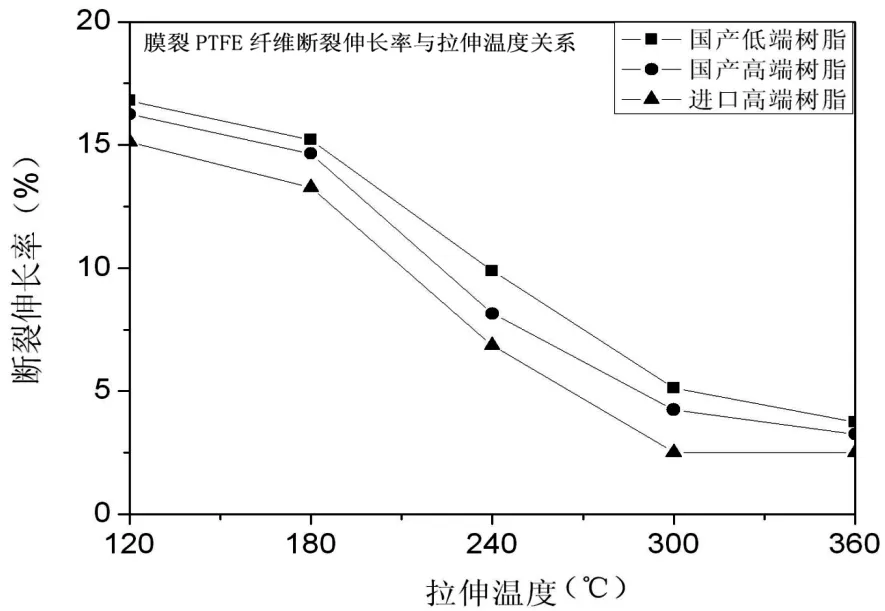
图6 膜裂PTFE纤维拉伸伸长率与拉伸温度关系
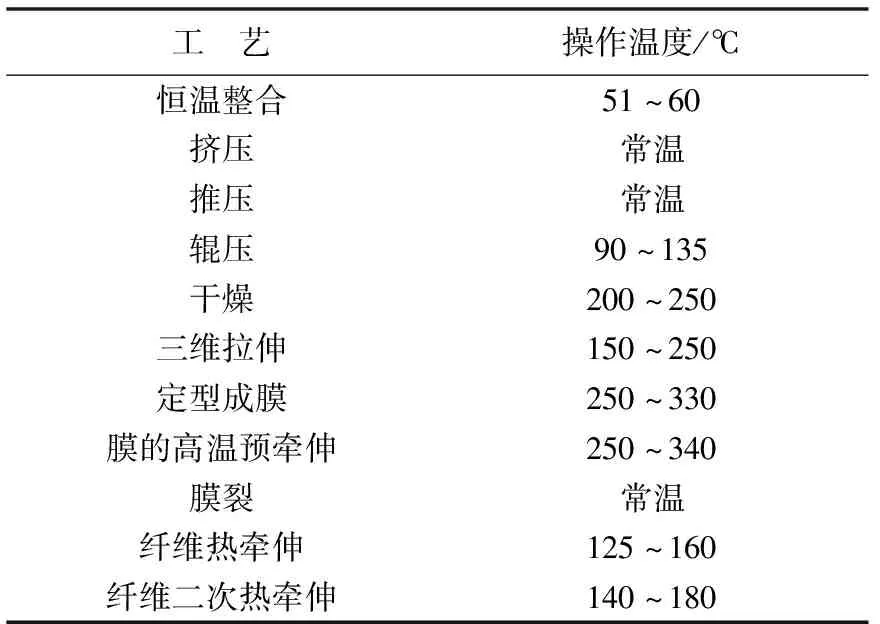
表3 PTFE长纤维生产主要操作温度
在实际工程应用中,很多设备如拉伸机、分切机、加捻机等都能对纤维产生一定的拉伸作用,因此,对纤维的拉伸效果是各个设备的联合作用效果。PTFE纤维的倍数折合成拉伸设备的线速度,如表4所示。
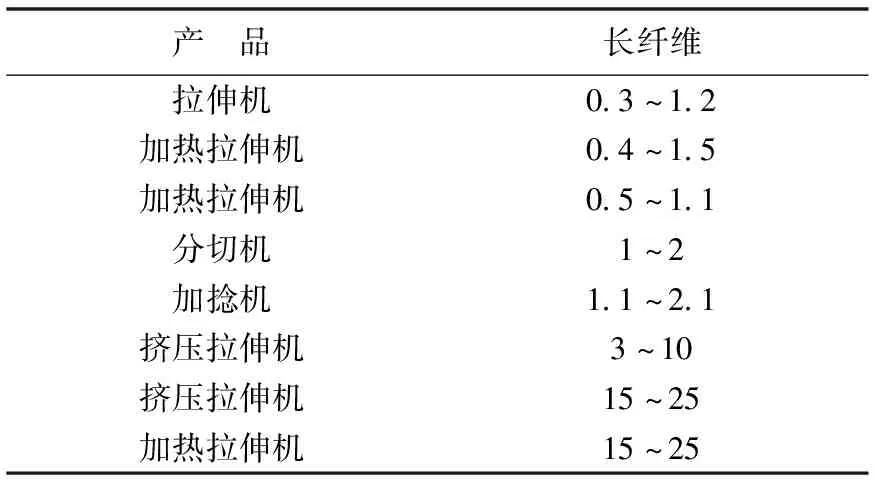
表4 PTFE长纤维拉伸设备的线速度(m/min)
因此温度与拉伸倍数等参数组合科学合理,并且能根据产品规格的不同,拉伸倍数在20~50倍范围内进行调整,这有效地提高了PTFE纤维的结晶度,从而提高了PTFE纤维产品的拉伸强度。
在实际工程应用中,由于原料树脂的密度分布不均、拌合与揉整不均匀、拉伸时所受拉力不均等问题的存在,所以纤维也会粗细不匀,要想得到粗细均匀的纤维,定型的方法也是关键。
3.2 生产工艺对PTFE短纤维性能影响
首先需要得到粗细均匀的PTFE短纤维;其次对PTFE膜的分纤针辊进行设计,研制出异型横截面的PTFE短纤维,最大程度增大PTFE短纤维的比表面积。PTFE短纤维的生产工艺参数如表5和6所示。
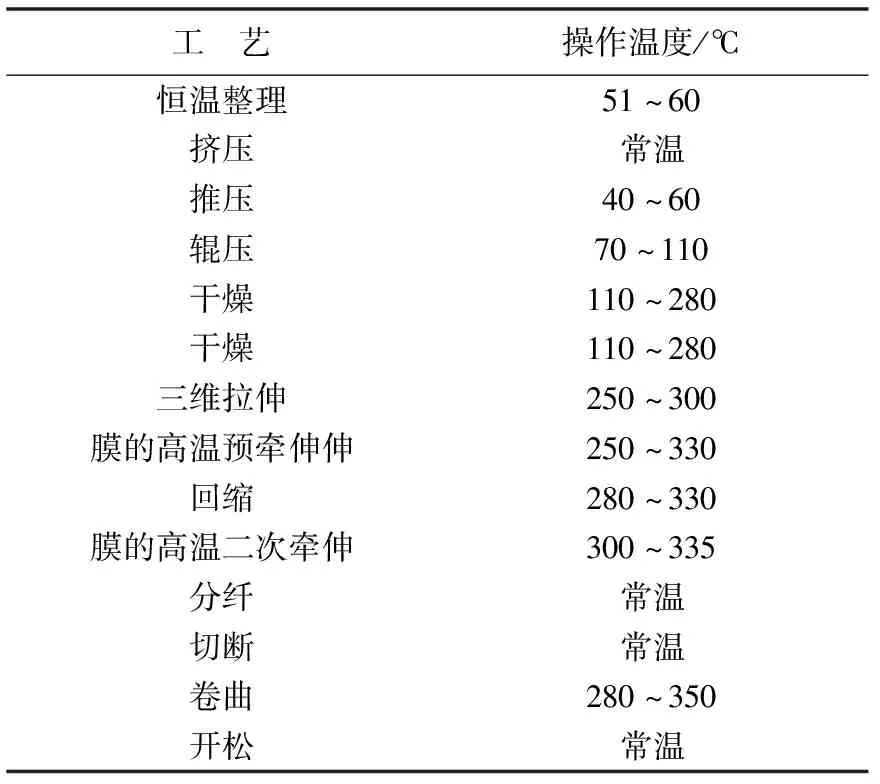
表5 PTFE短纤维生产主要操作温度
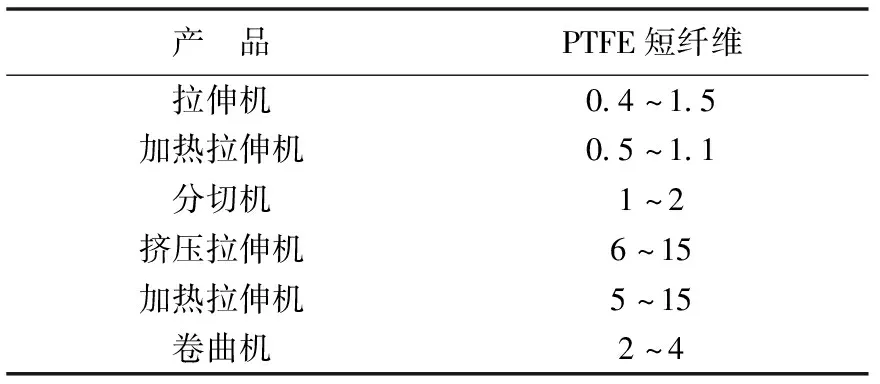
表6 拉伸设备的线速度(m/min)
PTFE短纤维用分切针辊是短纤维生产过程中的关键设备,如图7所示,针辊上的针的直径范围在1.2mm~1.8mm,针的长度范围在10mm~25mm,针头镶嵌一定形状的金刚石,利用金刚石尖锐的棱角,及其硬度和耐磨性,达到很好的分切效果。通过此装置分切得到的PTFE纤维,其横截面呈异型结构,这大大增加了PTFE短纤维产品的比表面积,从而有效地增强了PTFE短纤维针刺滤料的过滤效果。另外,针辊上的针的密度、形态、工作中的线速度等参数对最终产品的形态和质量等也具有决定性的作用[7]。
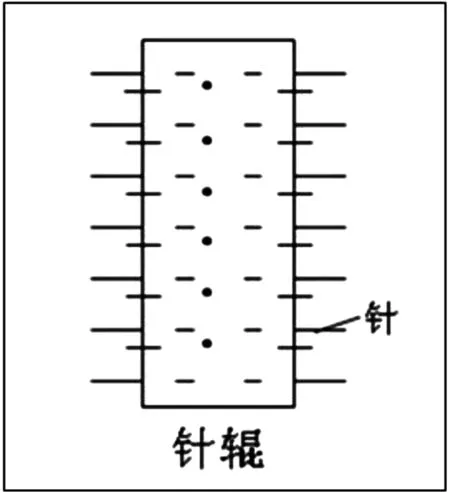
图7 PTFE短纤维的分切针辊示意图
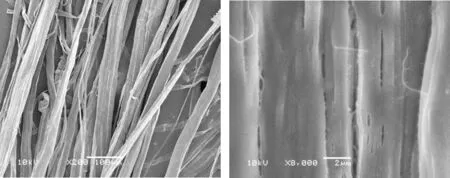
图8 PTFE短纤维纵向电镜照片
图8和图9分别为PTFE短纤维纵向和横截面电镜照片,从图中可以看出,PTFE短纤维表面有大量由原纤化形成的裂缝,截面呈异型结构,纤维内部原纤化明显,这对增加短纤维的比表面积起到了决定性的作用。
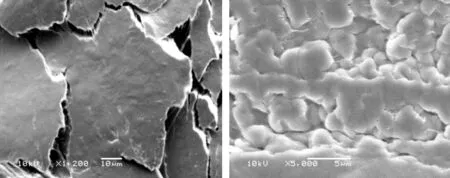
图9 PTFE短纤维横截面电镜照片
